
一种加热炉的模块化制造方法及用该方法制造的加热炉.pdf

大渊****公主

1/10
2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种加热炉的模块化制造方法及用该方法制造的加热炉.pdf
本发明公开的一种加热炉的模块化制造方法,包括以下步骤:各个模块、辐射分片工厂预制,地基处理,辐射分片衬里,炉底安装,一侧端墙安装,内侧墙、内侧墙间连接型钢、内侧墙炉管安装,外侧墙及外侧墙炉管安装,另一侧端墙安装,炉顶模块安装,辐射排管焊接热处理,辐射转对流烟道安装,炉底、辐射转对流烟道衬里,烘炉,对流模块安装,烟囱安装,转油线焊接热处理,对流模块附框架、梯子平台安装,整体水压试验,外表面处理、标识;本发明的优点在于:充分发挥模块化制造的优点,缩短制造周期,减少制造成本,提高制造质量。
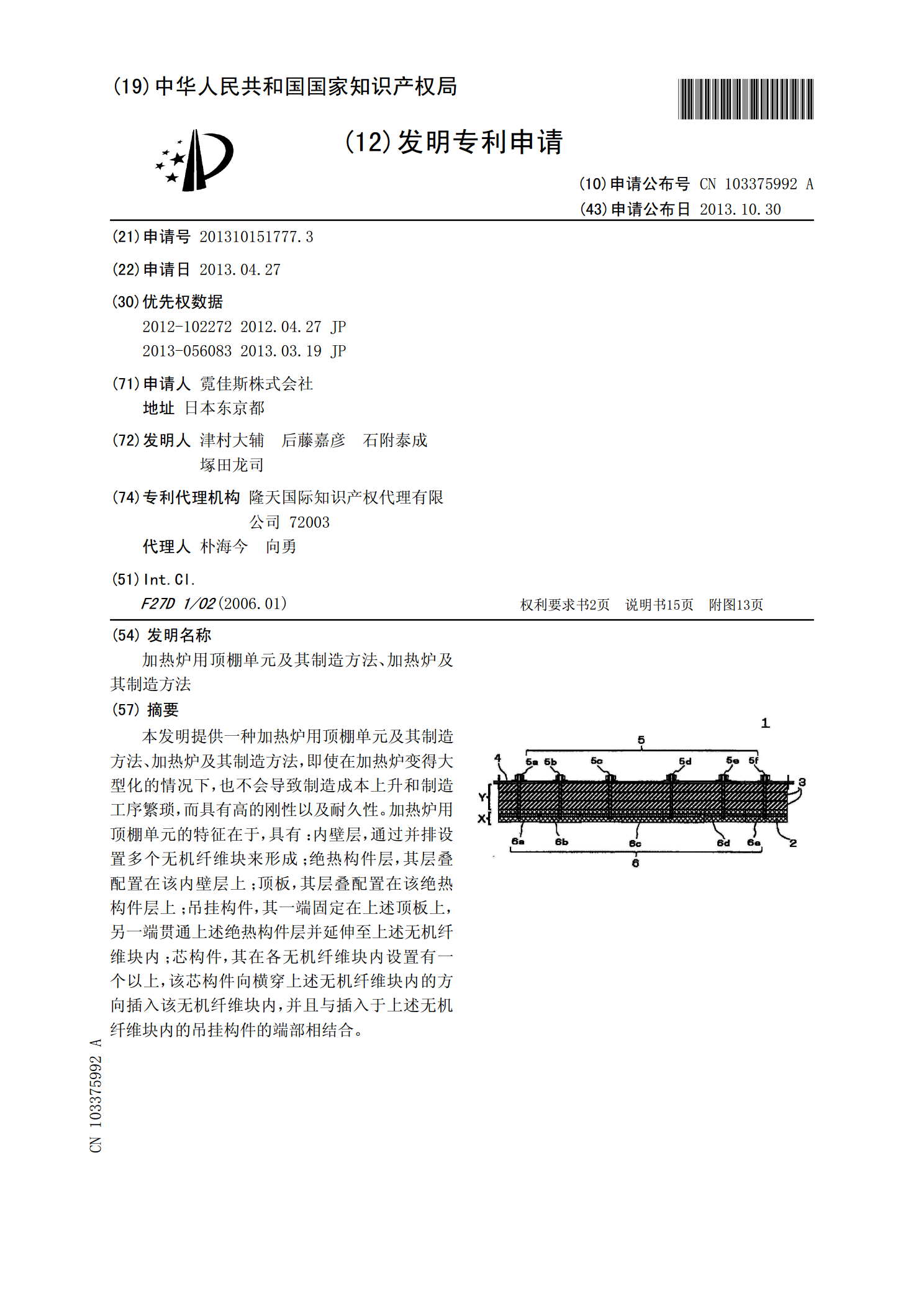
加热炉用顶棚单元及其制造方法、加热炉及其制造方法.pdf
本发明提供一种加热炉用顶棚单元及其制造方法、加热炉及其制造方法,即使在加热炉变得大型化的情况下,也不会导致制造成本上升和制造工序繁琐,而具有高的刚性以及耐久性。加热炉用顶棚单元的特征在于,具有:内壁层,通过并排设置多个无机纤维块来形成;绝热构件层,其层叠配置在该内壁层上;顶板,其层叠配置在该绝热构件层上;吊挂构件,其一端固定在上述顶板上,另一端贯通上述绝热构件层并延伸至上述无机纤维块内;芯构件,其在各无机纤维块内设置有一个以上,该芯构件向横穿上述无机纤维块内的方向插入该无机纤维块内,并且与插入于上述无机纤
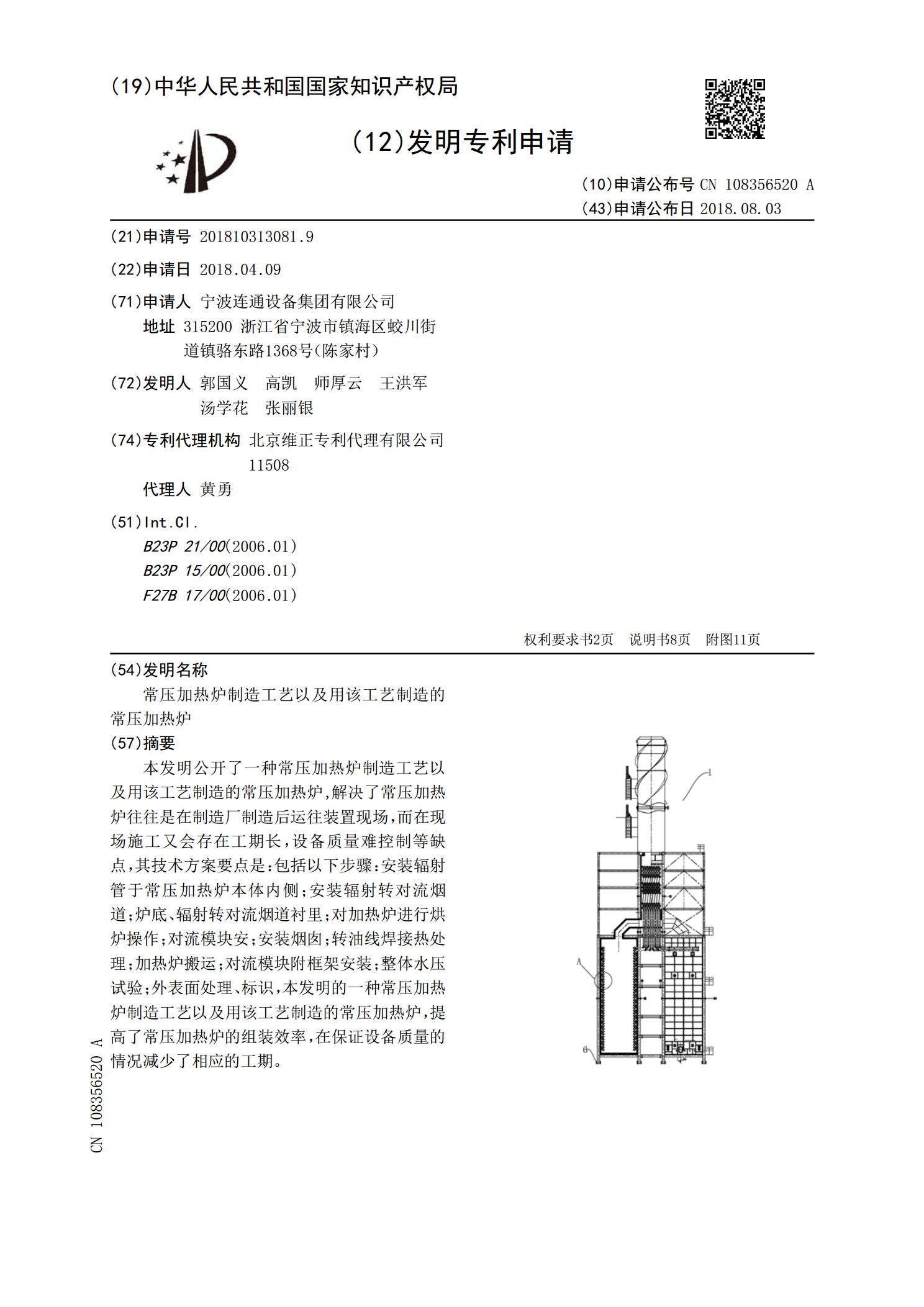
常压加热炉制造工艺以及用该工艺制造的常压加热炉.pdf
本发明公开了一种常压加热炉制造工艺以及用该工艺制造的常压加热炉,解决了常压加热炉往往是在制造厂制造后运往装置现场,而在现场施工又会存在工期长,设备质量难控制等缺点,其技术方案要点是:包括以下步骤:安装辐射管于常压加热炉本体内侧;安装辐射转对流烟道;炉底、辐射转对流烟道衬里;对加热炉进行烘炉操作;对流模块安;安装烟囱;转油线焊接热处理;加热炉搬运;对流模块附框架安装;整体水压试验;外表面处理、标识,本发明的一种常压加热炉制造工艺以及用该工艺制造的常压加热炉,提高了常压加热炉的组装效率,在保证设备质量的情况减
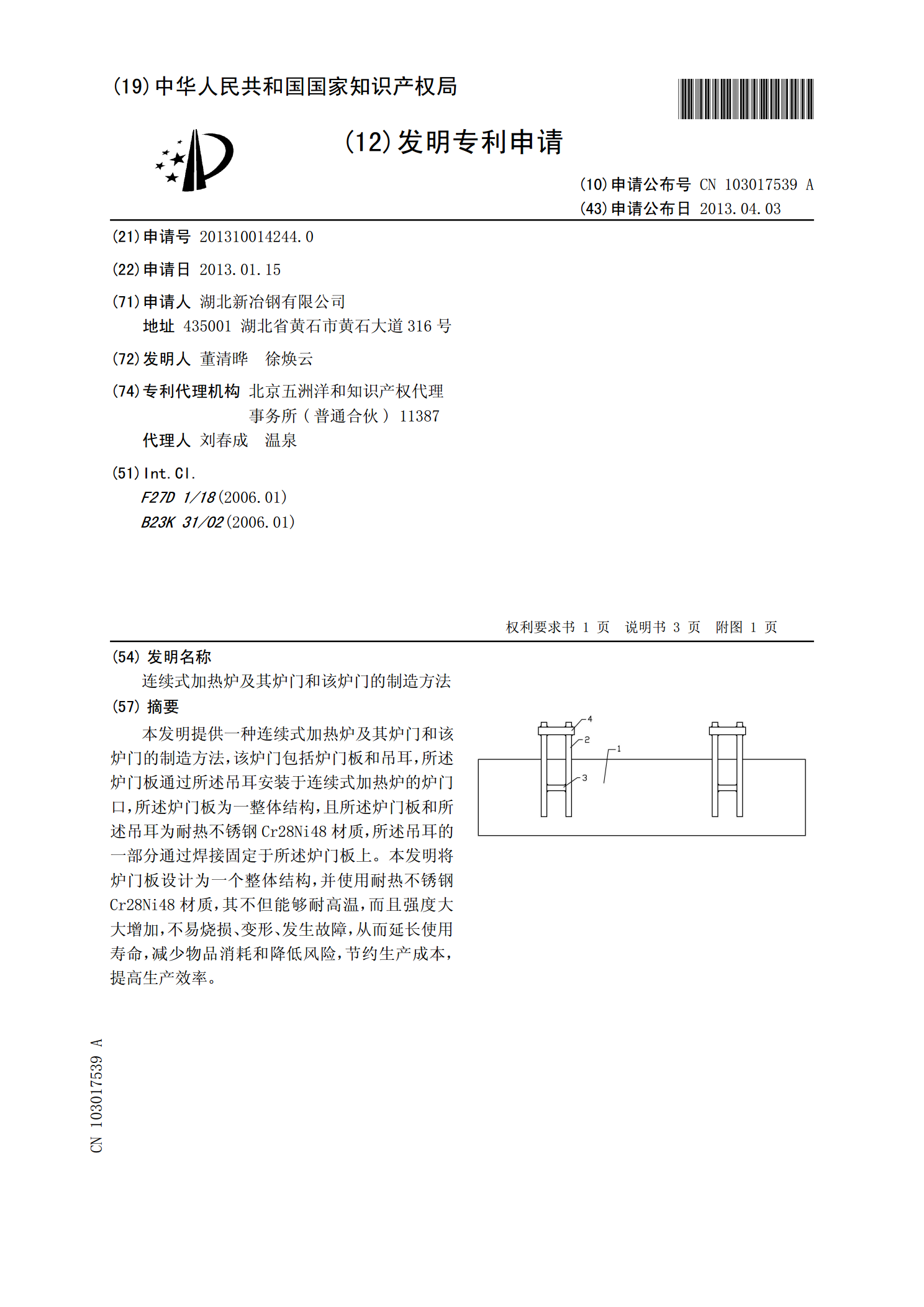
连续式加热炉及其炉门和该炉门的制造方法.pdf
本发明提供一种连续式加热炉及其炉门和该炉门的制造方法,该炉门包括炉门板和吊耳,所述炉门板通过所述吊耳安装于连续式加热炉的炉门口,所述炉门板为一整体结构,且所述炉门板和所述吊耳为耐热不锈钢Cr28Ni48材质,所述吊耳的一部分通过焊接固定于所述炉门板上。本发明将炉门板设计为一个整体结构,并使用耐热不锈钢Cr28Ni48材质,其不但能够耐高温,而且强度大大增加,不易烧损、变形、发生故障,从而延长使用寿命,减少物品消耗和降低风险,节约生产成本,提高生产效率。
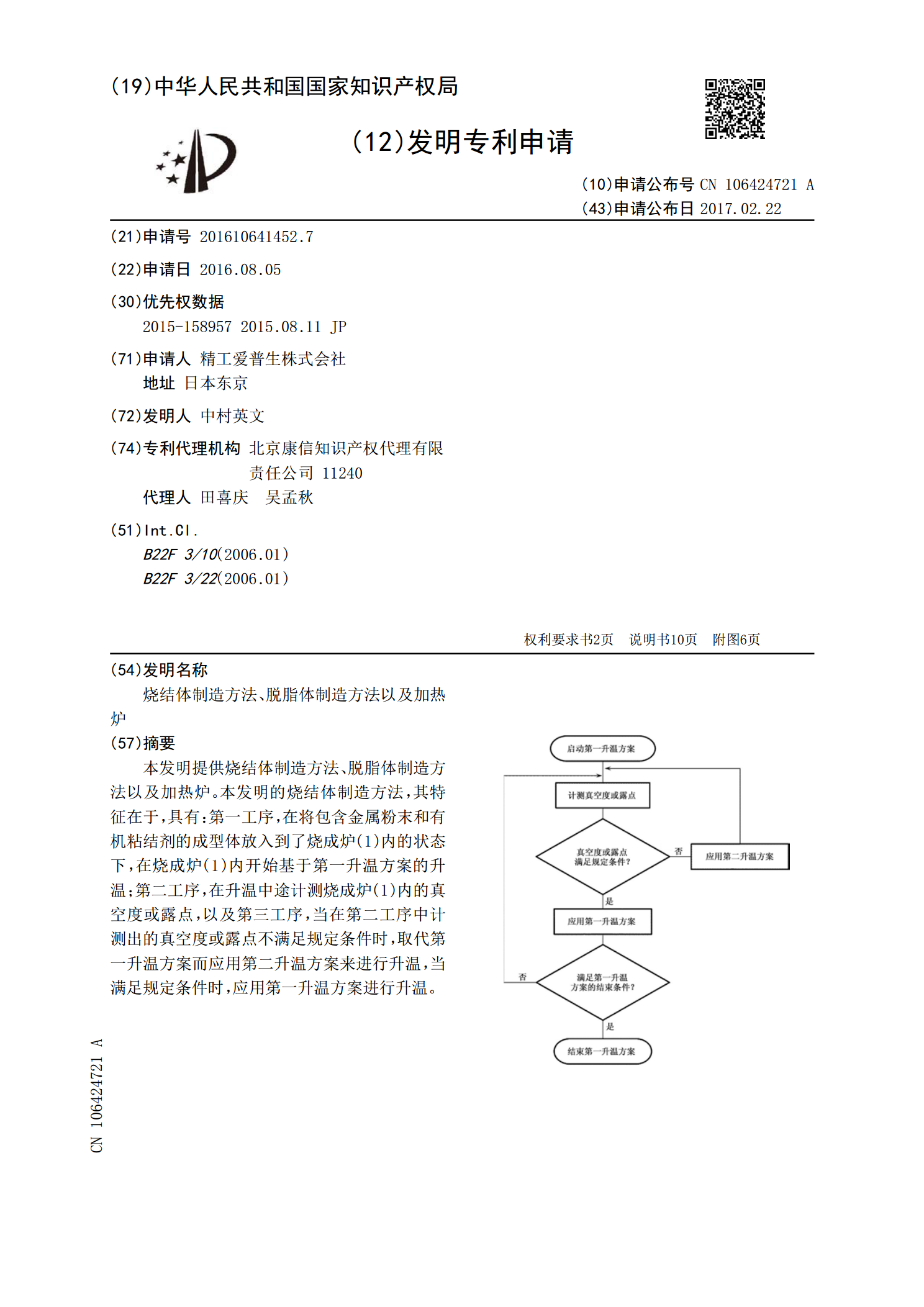
烧结体制造方法、脱脂体制造方法以及加热炉.pdf
本发明提供烧结体制造方法、脱脂体制造方法以及加热炉。本发明的烧结体制造方法,其特征在于,具有:第一工序,在将包含金属粉末和有机粘结剂的成型体放入到了烧成炉(1)内的状态下,在烧成炉(1)内开始基于第一升温方案的升温;第二工序,在升温中途计测烧成炉(1)内的真空度或露点,以及第三工序,当在第二工序中计测出的真空度或露点不满足规定条件时,取代第一升温方案而应用第二升温方案来进行升温,当满足规定条件时,应用第一升温方案进行升温。