
高锰含量铝锰合金靶材的制造方法.pdf

代瑶****zy

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高锰含量铝锰合金靶材的制造方法.pdf
本发明公开了一种高锰含量铝锰合金靶材的制造方法,包括:制取粉料,粉料化学组分的质量百分比为:铝50~75%,锰25~50%;称取成型粉料装入模具中,放入热压烧结炉经热压烧结得到铝锰合金靶材坯料;机加工获得靶材产品。本发明制取的靶材外观平整,表面光滑无麻点,无裂纹和隐裂等宏观缺陷;相对密度高,组织内部无孔隙,成分分布均匀。
铝锰合金靶材的制造方法.pdf
本发明公开了一种铝锰合金靶材的制造方法,包括:制取板坯,板坯化学组分的质量比为,铝:75~95%,锰:5~25%;将成型板坯装入模具中,放入热压烧结炉经热压烧结得到铝锰合金靶材制品;铝锰合金靶材制品经机加工后得到靶材产品。本发明获得的铝锰合金靶材相对密度在99%以上,内部无孔隙,外部无裂纹,晶粒尺寸细小均一,成分分布均匀。
铝锰合金靶材组件的制造方法.pdf
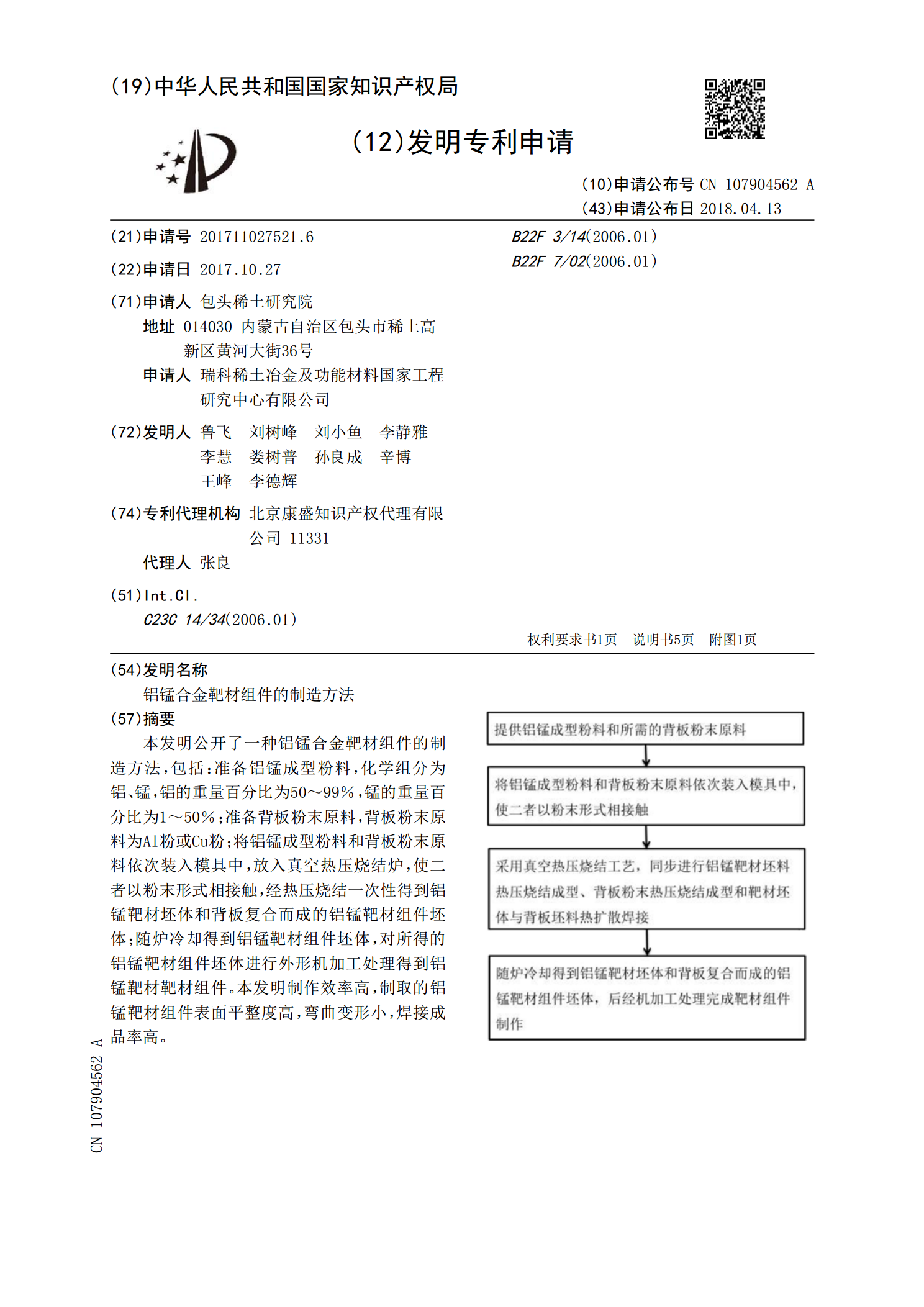
本发明公开了一种铝锰合金靶材组件的制造方法,包括:准备铝锰成型粉料,化学组分为铝、锰,铝的重量百分比为50~99%,锰的重量百分比为1~50%;准备背板粉末原料,背板粉末原料为Al粉或Cu粉;将铝锰成型粉料和背板粉末原料依次装入模具中,放入真空热压烧结炉,使二者以粉末形式相接触,经热压烧结一次性得到铝锰靶材坯体和背板复合而成的铝锰靶材组件坯体;随炉冷却得到铝锰靶材组件坯体,对所得的铝锰靶材组件坯体进行外形机加工处理得到铝锰靶材靶材组件。本发明制作效率高,制取的铝锰靶材组件表面平整度高,弯曲变形小,焊接成品

一种航空航天级高锰含量的铝锰合金的制备方法.pdf
本发明提供了一种航空航天级高锰含量的铝锰合金的制备方法,其特征在于,包括以下的步骤:备料、铝锰颗粒制备、熔炼、打磨、抽取样品,检测其化学成分合格入库。本发明为了提高铝锰中间合金锰的含量,采用等离子束炉将铝和锰金属初步合金化后将球状铝锰合金小颗粒放入氧化镁坩埚中,使用中频炉真空熔炼,最后将熔炼好的铝锰合金锭经打磨、粉碎制备成含锰量较高的铝锰合金小块,做为下一步钛合金制备的添加的中间合金材料。本发明的高锰含量的铝锰合金具有成分均匀,晶粒细化,合金纯度高的特点,还能有效降低制备过程中锰金属的损失与氧化,生产成本
高锰铝青铜合金的熔炼方法.pdf
本发明公开的高锰铝青铜合金的熔炼方法,其主要步骤为:中频感应炉的炉体处理并安装气体扩散装置,合金成分设计,准备原料及熔炼过程中所用的工具,原料装炉处理,炉料升温熔化,炉底通氩,降温加料,成分初检,熔液质量检测及合金出炉。本发明高锰铝青铜合金的熔炼方法,可用于高锰铝青铜ZCuAl8Mn13Fe3Ni2和ZCuAl8Mn14Fe3Ni2合金的熔炼,可用于高锰铝青铜标准物质的制备,同时也可以用于对成分及铸件质量要求较高的产品的生产。