
一种双金属复合破碎机锤头的铸造工艺.pdf

甲申****66

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双金属复合破碎机锤头的铸造工艺.pdf
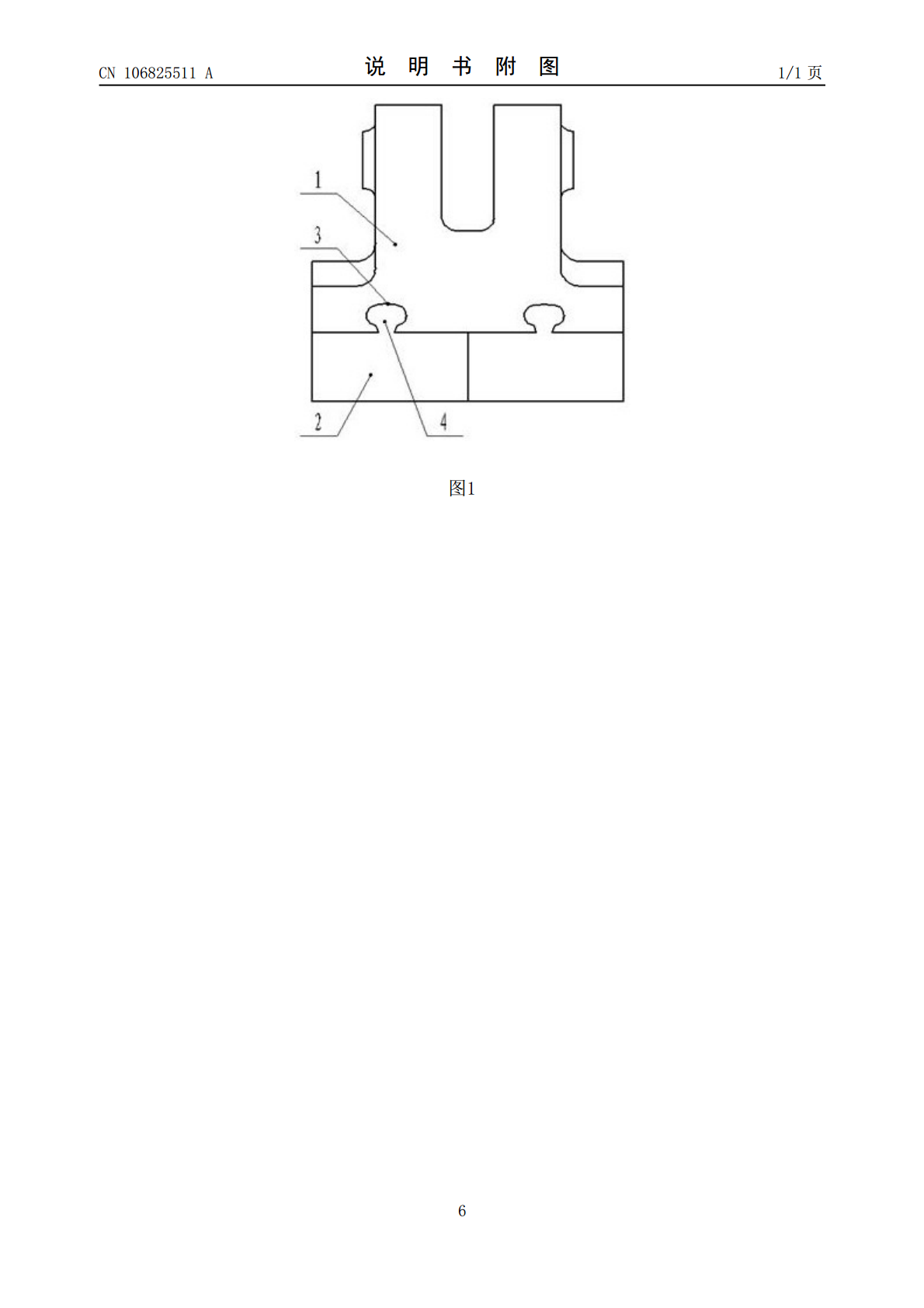
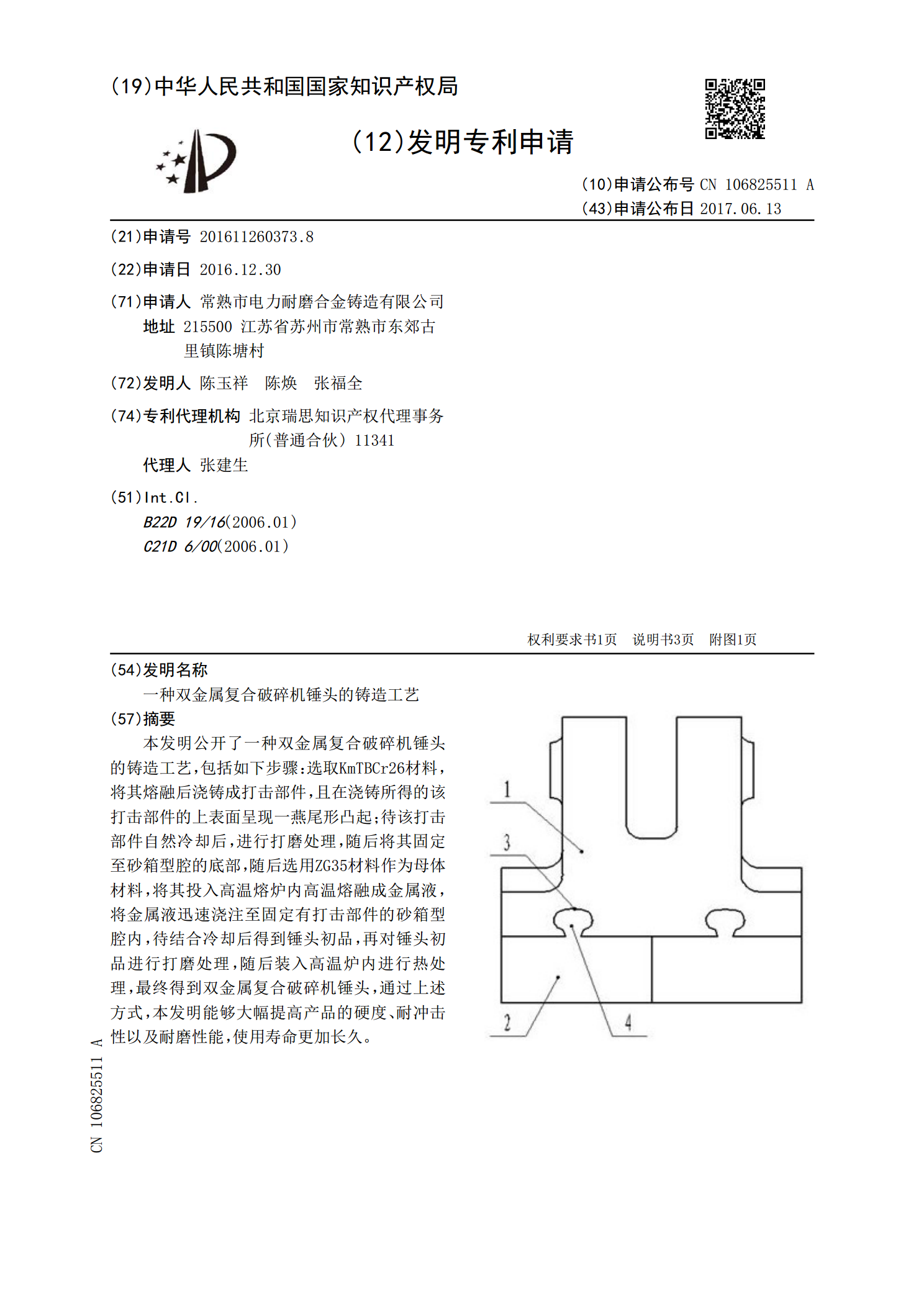
本发明公开了一种双金属复合破碎机锤头的铸造工艺,包括如下步骤:选取KmTBCr26材料,将其熔融后浇铸成打击部件,且在浇铸所得的该打击部件的上表面呈现一燕尾形凸起;待该打击部件自然冷却后,进行打磨处理,随后将其固定至砂箱型腔的底部,随后选用ZG35材料作为母体材料,将其投入高温熔炉内高温熔融成金属液,将金属液迅速浇注至固定有打击部件的砂箱型腔内,待结合冷却后得到锤头初品,再对锤头初品进行打磨处理,随后装入高温炉内进行热处理,最终得到双金属复合破碎机锤头,通过上述方式,本发明能够大幅提高产品的硬度、耐冲击性
蜂窝型双金属复合锤头铸造工艺.pdf
本发明公开了一种蜂窝型双金属复合锤头铸造工艺,步骤1:在中频感应电炉中熔炼化学成分:1.8%一2.2%C,10.5%~15.0%Cr,0.5%Si,1.5%~2.0%Mo,1.0%Cu,
一种复合锤头用离心铸造机以及复合锤头的铸造工艺.pdf
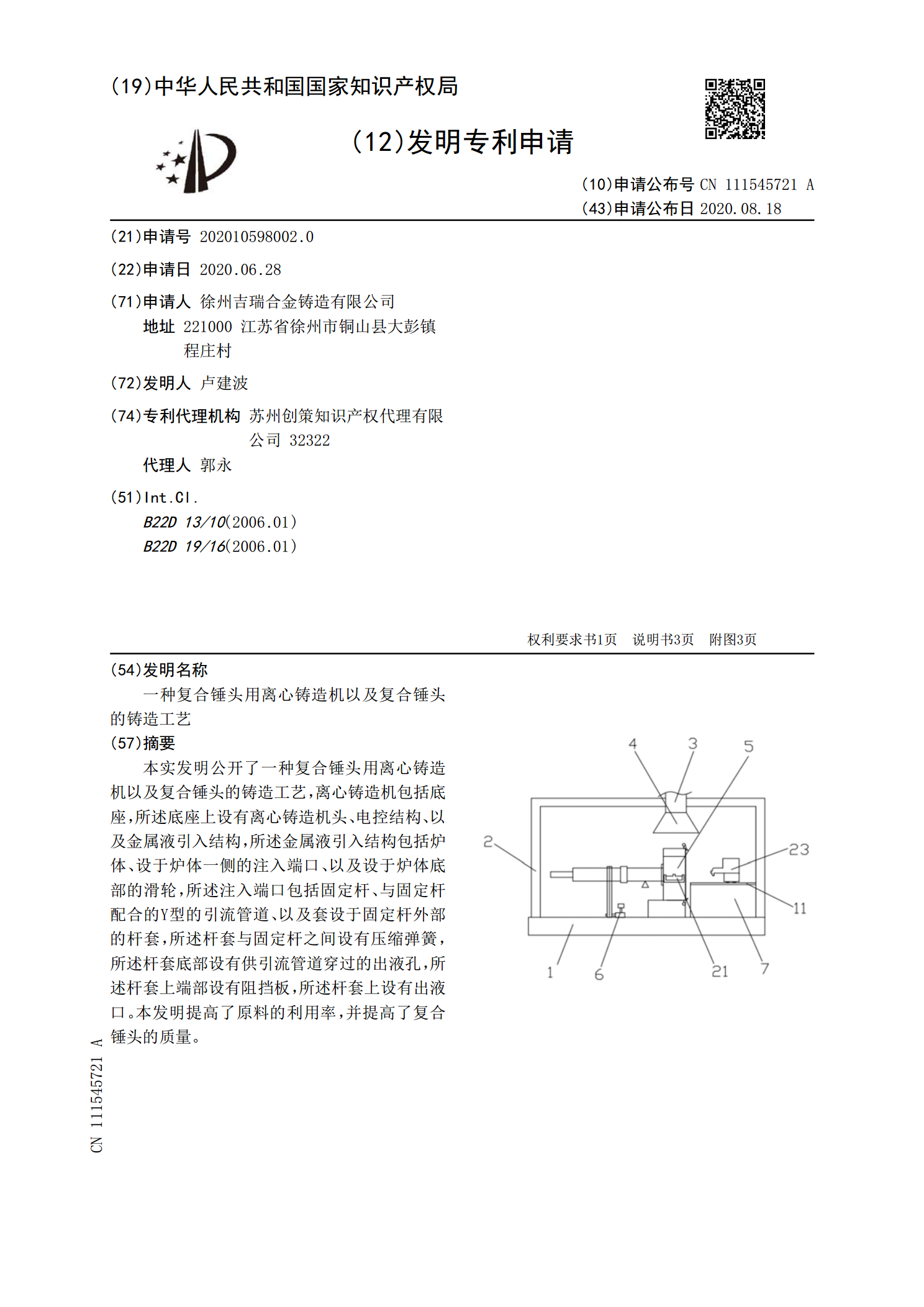
本实发明公开了一种复合锤头用离心铸造机以及复合锤头的铸造工艺,离心铸造机包括底座,所述底座上设有离心铸造机头、电控结构、以及金属液引入结构,所述金属液引入结构包括炉体、设于炉体一侧的注入端口、以及设于炉体底部的滑轮,所述注入端口包括固定杆、与固定杆配合的Y型的引流管道、以及套设于固定杆外部的杆套,所述杆套与固定杆之间设有压缩弹簧,所述杆套底部设有供引流管道穿过的出液孔,所述杆套上端部设有阻挡板,所述杆套上设有出液口。本发明提高了原料的利用率,并提高了复合锤头的质量。
一种金属型离心铸造双金属锤头工艺.pdf
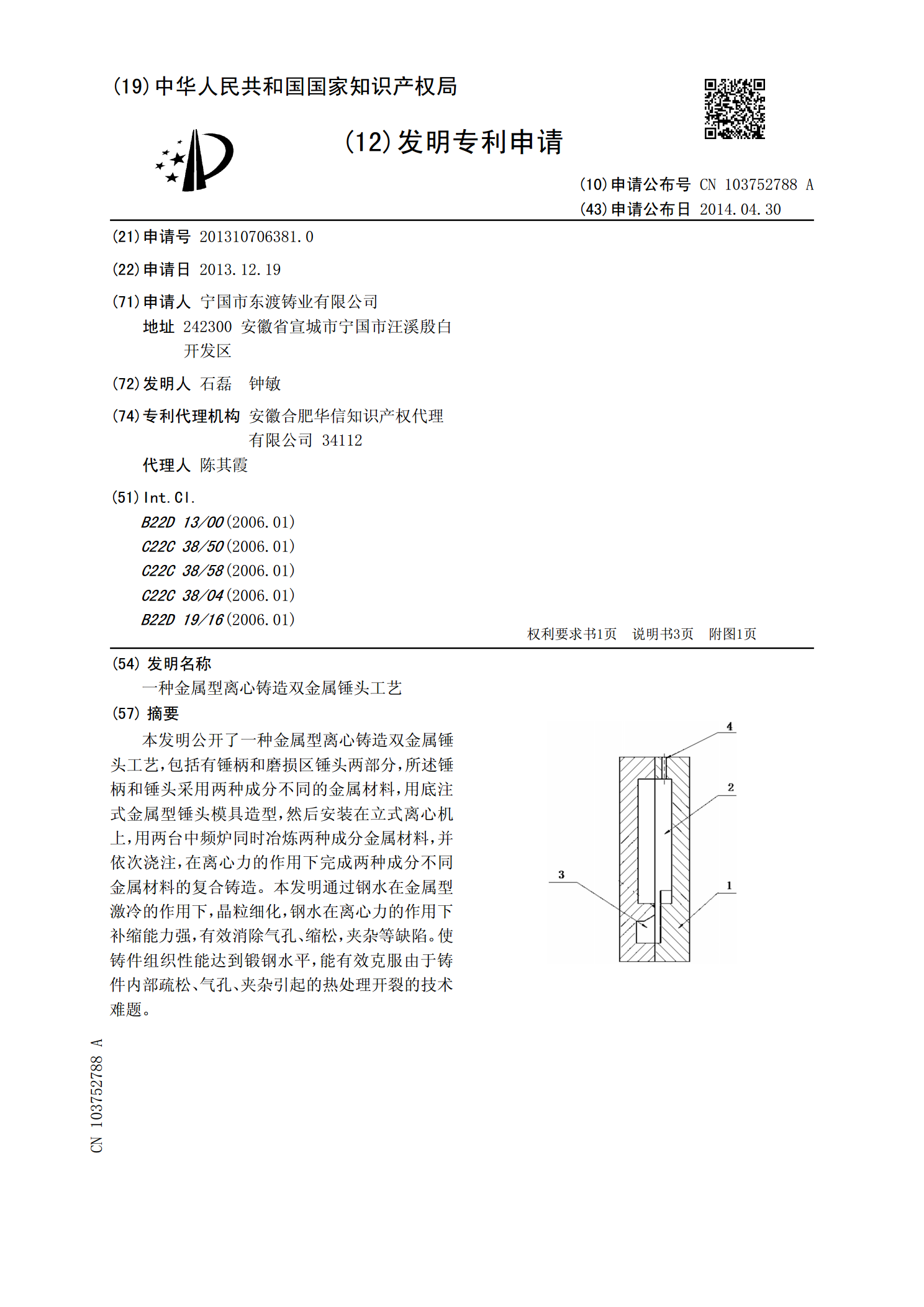
本发明公开了一种金属型离心铸造双金属锤头工艺,包括有锤柄和磨损区锤头两部分,所述锤柄和锤头采用两种成分不同的金属材料,用底注式金属型锤头模具造型,然后安装在立式离心机上,用两台中频炉同时冶炼两种成分金属材料,并依次浇注,在离心力的作用下完成两种成分不同金属材料的复合铸造。本发明通过钢水在金属型激冷的作用下,晶粒细化,钢水在离心力的作用下补缩能力强,有效消除气孔、缩松,夹杂等缺陷。使铸件组织性能达到锻钢水平,能有效克服由于铸件内部疏松、气孔、夹杂引起的热处理开裂的技术难题。
用消失模铸造双金属双溶液复合破碎机锤头的方法.pdf
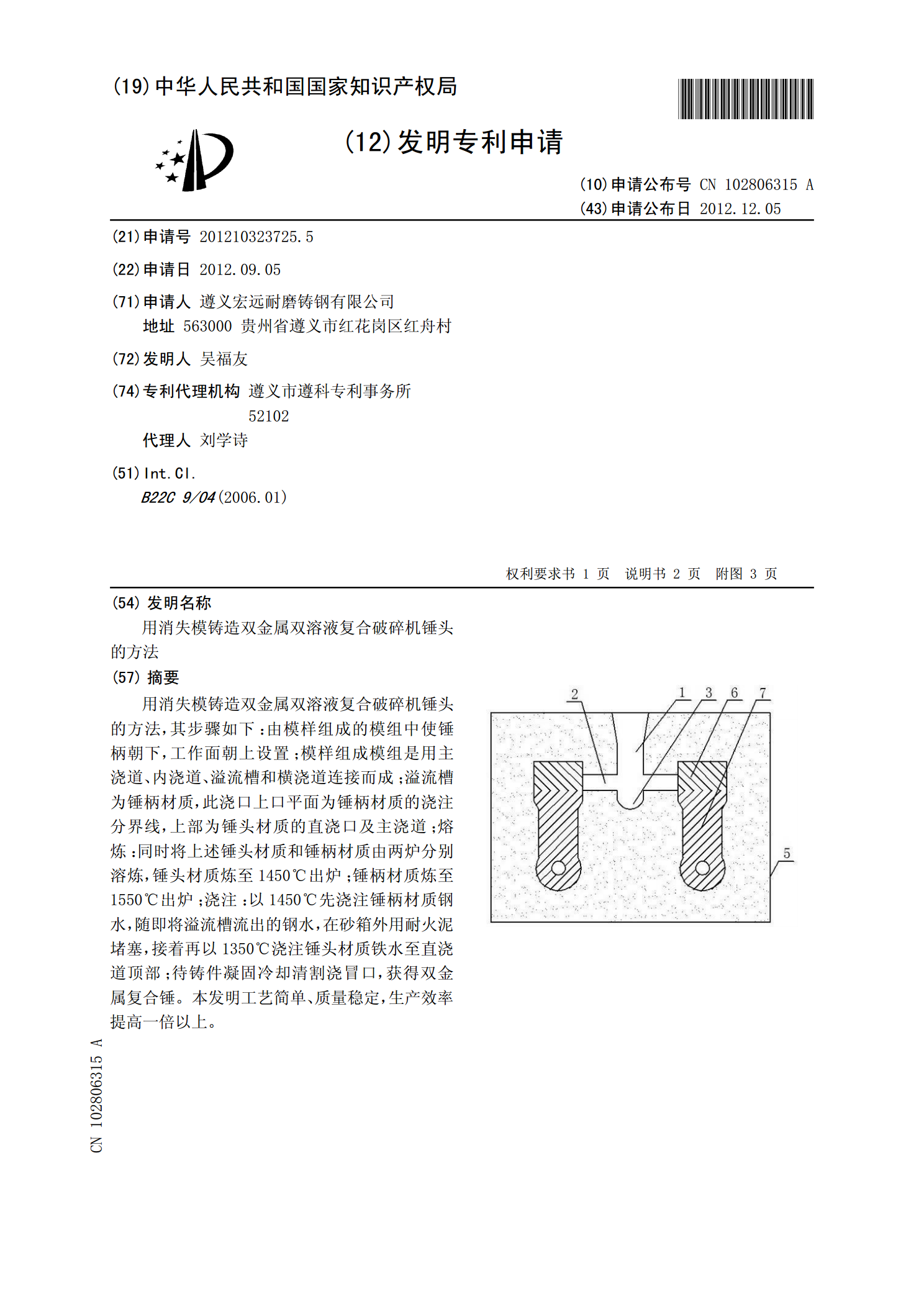
用消失模铸造双金属双溶液复合破碎机锤头的方法,其步骤如下:由模样组成的模组中使锤柄朝下,工作面朝上设置;模样组成模组是用主浇道、内浇道、溢流槽和横浇道连接而成;溢流槽为锤柄材质,此浇口上口平面为锤柄材质的浇注分界线,上部为锤头材质的直浇口及主浇道;熔炼:同时将上述锤头材质和锤柄材质由两炉分别溶炼,锤头材质炼至1450℃出炉;锤柄材质炼至1550℃出炉;浇注:以1450℃先浇注锤柄材质钢水,随即将溢流槽流出的钢水,在砂箱外用耐火泥堵塞,接着再以1350℃浇注锤头材质铁水至直浇道顶部;待铸件凝固冷却清割浇冒口