
一种阳极氧化用1090铝合金的铸造加工工艺.pdf

文阁****23


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种阳极氧化用1090铝合金的铸造加工工艺.pdf
本发明公开一种阳极氧化用1090铝合金的铸造加工工艺,步骤如下:将铝纯度为99.90~99.92%的电解铝液放入熔炼炉,加入质量比不少于20%的1090铝合金冷料,熔炼温度控制在710~735℃;熔炼完成后进行精炼,精炼温度控制在700~725℃,在45min之内完成精炼,精炼剂为六氯乙烷;精炼完成后,进行板锭铸造,铸造时采用双丝喂入的方式在搅拌除气箱前加入晶粒细化剂,在溜槽末端进行温度补偿,保证铸造温度稳定在690~700℃。本发明以低成本的工业纯铝生产出板锭晶粒度为一级的符合BSEN573‑3‑20

一种阳极氧化用硬态1090铝合金的铸造加工工艺.pdf
本发明公开一种阳极氧化用硬态1090铝合金的铸造加工工艺,步骤如下:将铝纯度为99.90~99.92%的电解铝液放入熔炼炉,加入质量比不少于20%的1090铝合金冷料,熔炼温度控制在710~725℃;熔炼完成后进行精炼,精炼温度控制在700~710℃,在45min之内完成精炼,精炼剂为六氯乙烷;精炼完成后,进行板锭铸造,铸造时采用双丝喂入的方式在搅拌除气箱前加入Al‑Ti‑C

一种阳极氧化用软态1090铝合金的铸造加工工艺.pdf
本发明公开一种阳极氧化用软态1090铝合金的铸造加工工艺,步骤如下:将铝纯度为99.90~99.92%的电解铝液放入熔炼炉,加入质量比不少于20%的1090铝合金冷料,熔炼温度控制在730~735℃;熔炼完成后进行精炼,精炼温度控制在720~725℃,在45min之内完成精炼,精炼剂为六氯乙烷;精炼完成后,进行板锭铸造,铸造时采用双丝喂入的方式在搅拌除气箱前加入Al‑Ti‑B
一种阴极箔用1090铝合金板锭的铸造工艺.pdf
本发明为一种阴极箔用1090铝合金板锭的铸造工艺。一种阴极箔用1090铝合金板锭的铸造工艺,包括:(1)选取铝纯度为99.90‑99.92%的3N电解槽铝液作为液体料;(2)精炼:将液体料在715‑745℃下熔炼后,在710‑740℃下进行精炼;精炼完成后拔渣,静置;(3)吹炼处理:将氩气吹入到炉内铝液中进行吹炼,至各化学成分均匀,静置;(4)在线除气和过滤盆净化:将铝液进行在线除气后,再采用双过滤盆的方式过滤;(5)铸造:在铸造起头时,采用小水量—慢速的方法进行起机操作,再进行稳定阶段的生产。本发明所述
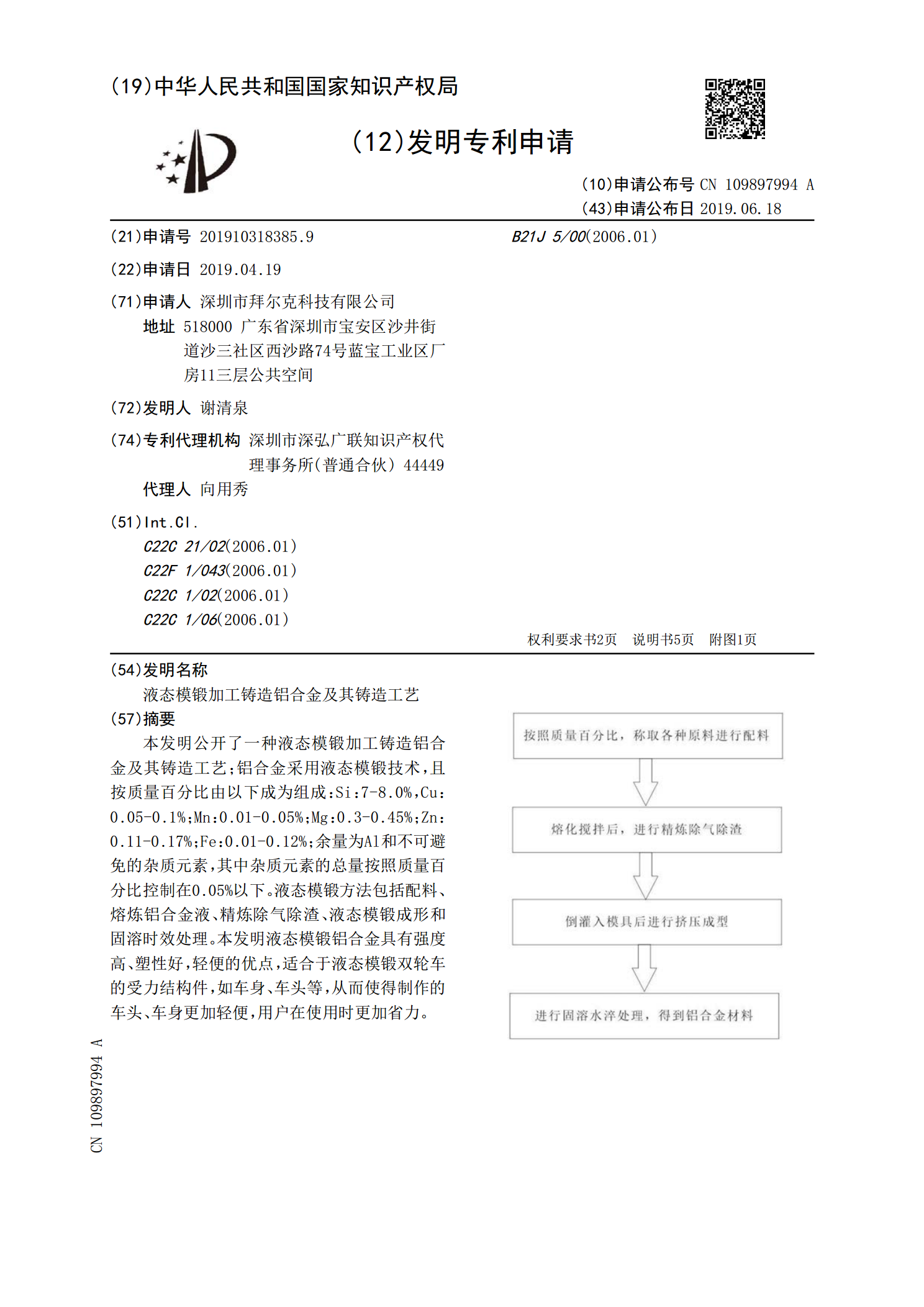
液态模锻加工铸造铝合金及其铸造工艺.pdf
本发明公开了一种液态模锻加工铸造铝合金及其铸造工艺;铝合金采用液态模锻技术,且按质量百分比由以下成为组成:Si:7‑8.0%,Cu:0.05‑0.1%;Mn:0.01‑0.05%;Mg:0.3‑0.45%;Zn:0.11‑0.17%;Fe:0.01‑0.12%;余量为Al和不可避免的杂质元素,其中杂质元素的总量按照质量百分比控制在0.05%以下。液态模锻方法包括配料、熔炼铝合金液、精炼除气除渣、液态模锻成形和固溶时效处理。本发明液态模锻铝合金具有强度高、塑性好,轻便的优点,适合于液态模锻双轮车的受力结构件