
CSP薄板坯辊底式隧道加热炉的燃烧热负荷分布控制方法.pdf

Wi****m7

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
CSP薄板坯辊底式隧道加热炉的燃烧热负荷分布控制方法.pdf
本发明公开了一种CSP薄板坯辊底式隧道加热炉的燃烧热负荷分布控制方法,所述加热炉包括加热段、均热段、摆渡段和公用保温段;该方法为控制加热段、均热段、摆渡段和公用保温段各段的各个烧嘴的热负荷;本发明延长烧嘴喷射的空煤气的混合燃烧时间,提高燃烧效率与高温燃烧气体热效率,降低排烟的不完全燃烧热损失与热量损失,减少二次燃烧对换热器的损害,最终实现减少烟道内二次燃烧、降低加热炉能耗、提高板坯加热质量、延长换热器使用寿命等目的。
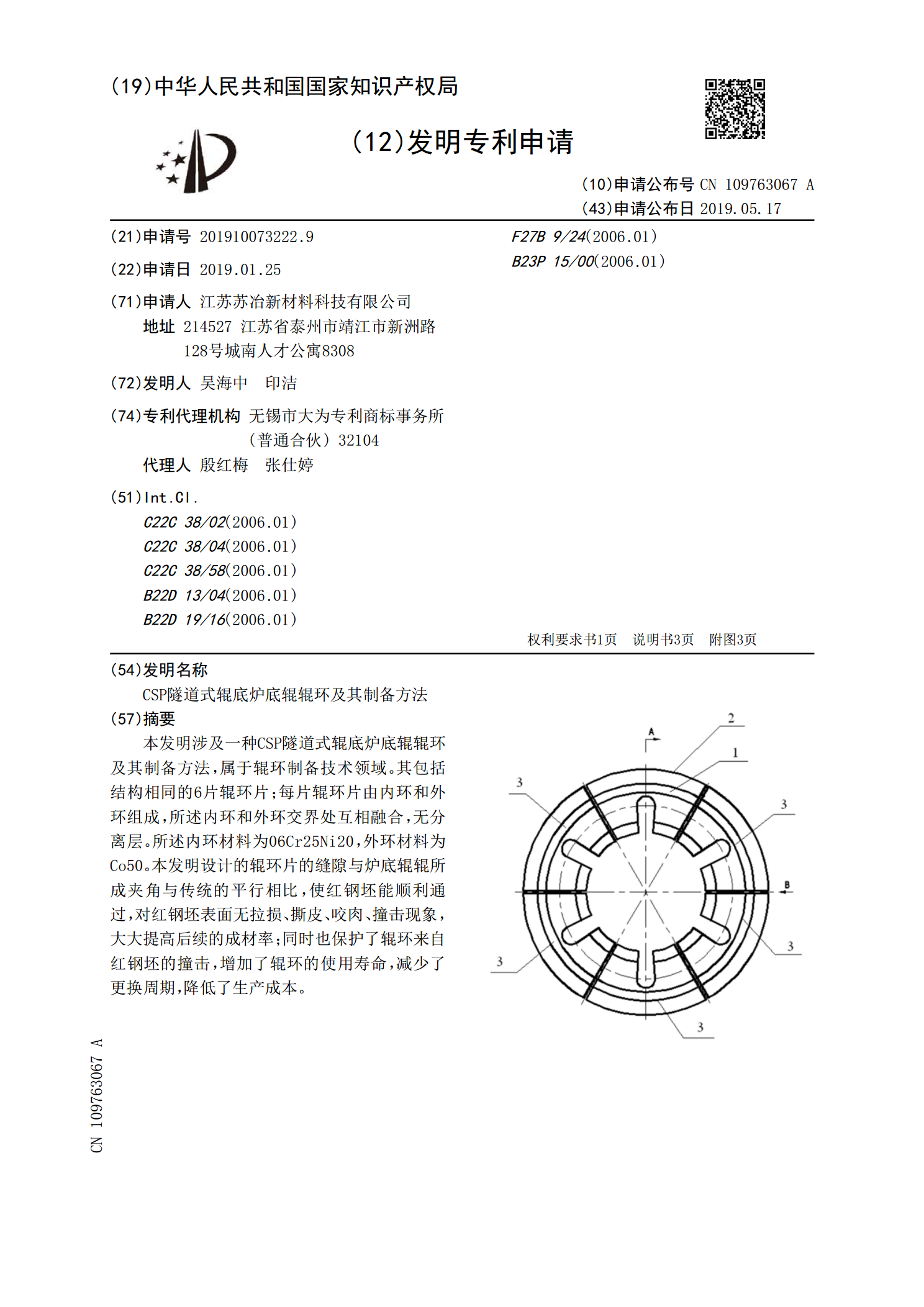
CSP隧道式辊底炉底辊辊环及其制备方法.pdf
本发明涉及一种CSP隧道式辊底炉底辊辊环及其制备方法,属于辊环制备技术领域。其包括结构相同的6片辊环片;每片辊环片由内环和外环组成,所述内环和外环交界处互相融合,无分离层。所述内环材料为06Cr25Ni20,外环材料为Co50。本发明设计的辊环片的缝隙与炉底辊辊所成夹角与传统的平行相比,使红钢坯能顺利通过,对红钢坯表面无拉损、撕皮、咬肉、撞击现象,大大提高后续的成材率;同时也保护了辊环来自红钢坯的撞击,增加了辊环的使用寿命,减少了更换周期,降低了生产成本。
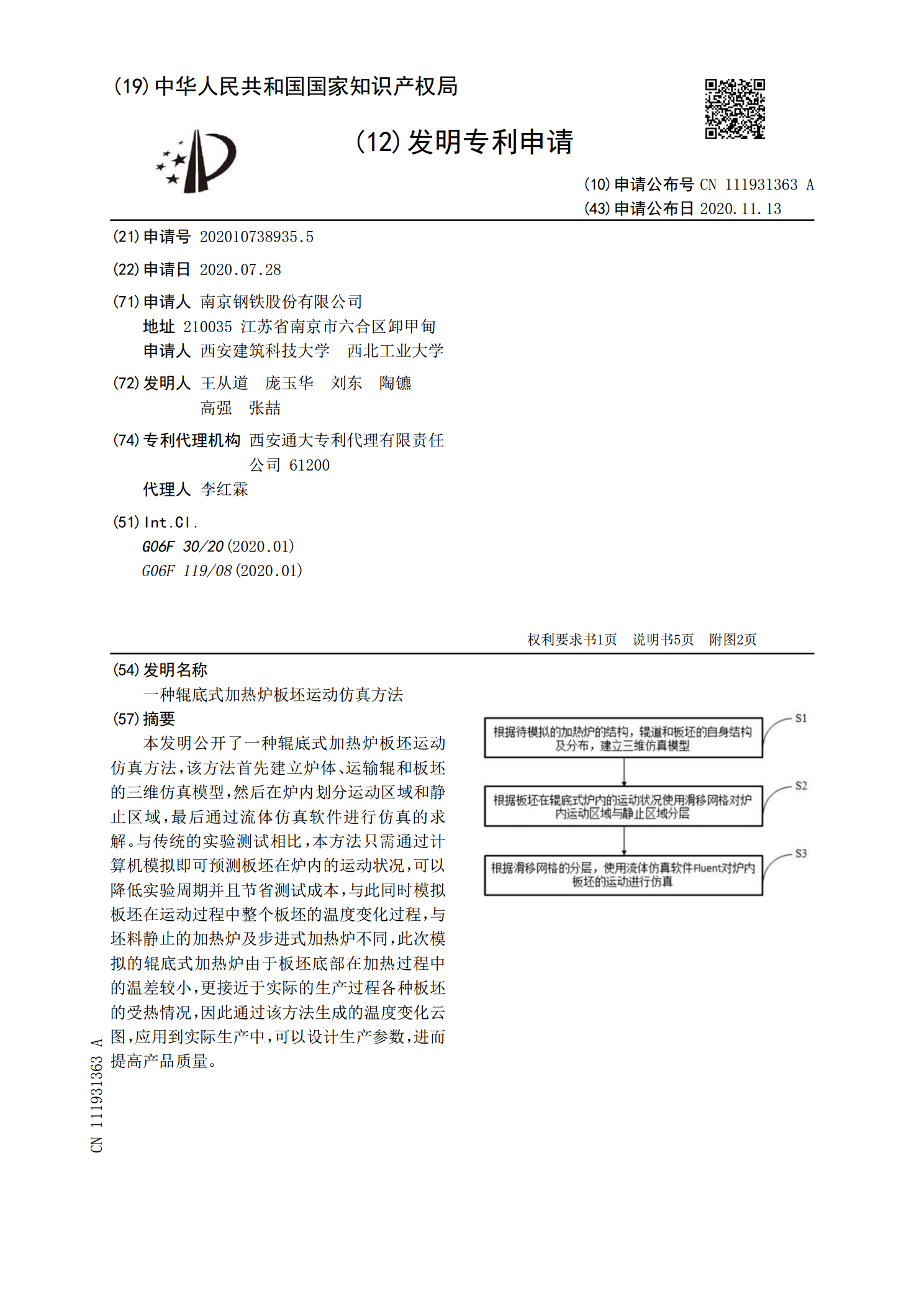
一种辊底式加热炉板坯运动仿真方法.pdf
本发明公开了一种辊底式加热炉板坯运动仿真方法,该方法首先建立炉体、运输辊和板坯的三维仿真模型,然后在炉内划分运动区域和静止区域,最后通过流体仿真软件进行仿真的求解。与传统的实验测试相比,本方法只需通过计算机模拟即可预测板坯在炉内的运动状况,可以降低实验周期并且节省测试成本,与此同时模拟板坯在运动过程中整个板坯的温度变化过程,与坯料静止的加热炉及步进式加热炉不同,此次模拟的辊底式加热炉由于板坯底部在加热过程中的温差较小,更接近于实际的生产过程各种板坯的受热情况,因此通过该方法生成的温度变化云图,应用到实际生
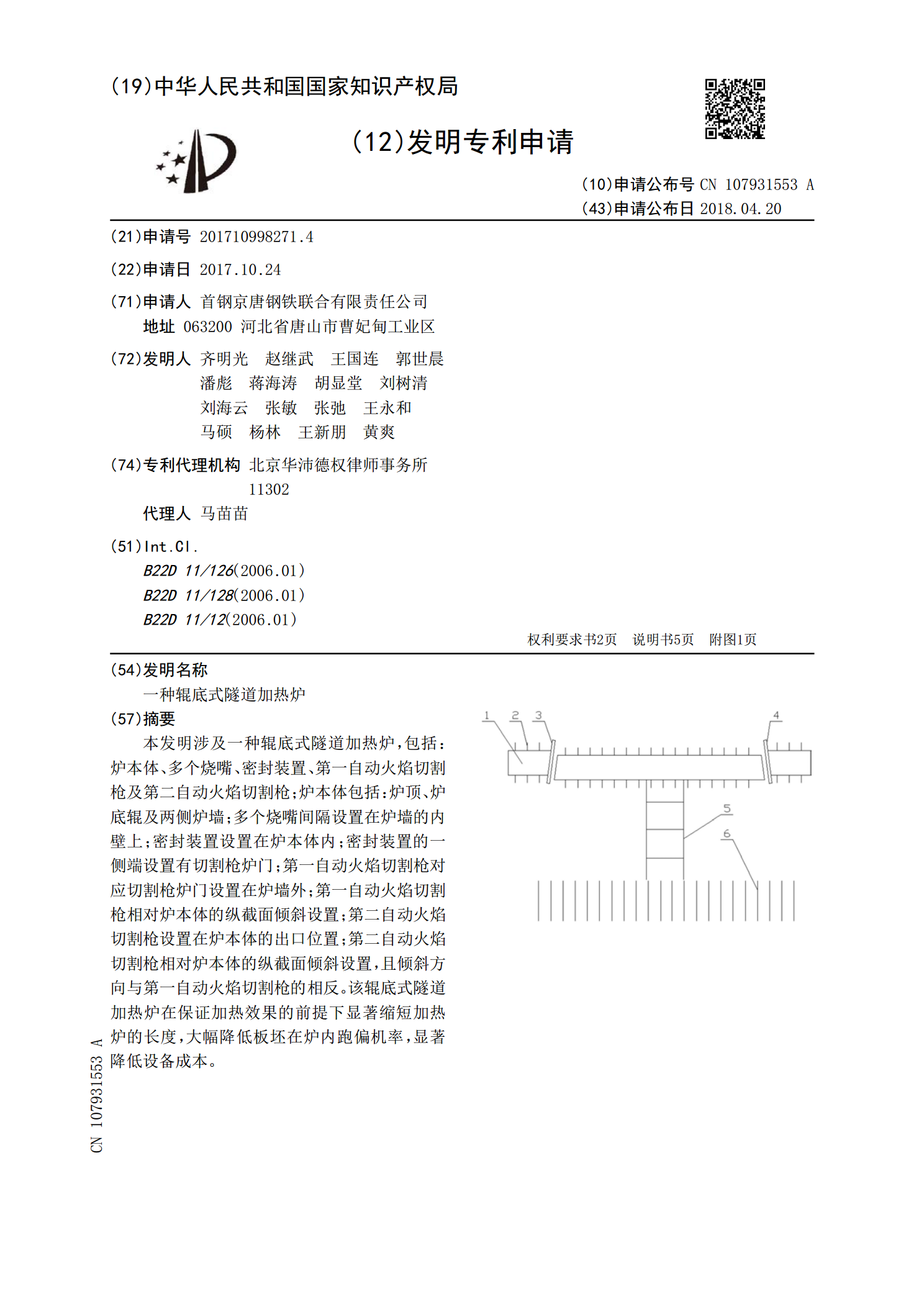
一种辊底式隧道加热炉.pdf
本发明涉及一种辊底式隧道加热炉,包括:炉本体、多个烧嘴、密封装置、第一自动火焰切割枪及第二自动火焰切割枪;炉本体包括:炉顶、炉底辊及两侧炉墙;多个烧嘴间隔设置在炉墙的内壁上;密封装置设置在炉本体内;密封装置的一侧端设置有切割枪炉门;第一自动火焰切割枪对应切割枪炉门设置在炉墙外;第一自动火焰切割枪相对炉本体的纵截面倾斜设置;第二自动火焰切割枪设置在炉本体的出口位置;第二自动火焰切割枪相对炉本体的纵截面倾斜设置,且倾斜方向与第一自动火焰切割枪的相反。该辊底式隧道加热炉在保证加热效果的前提下显著缩短加热炉的长度

辊底式隧道加热炉温度控制系统的研究的开题报告.docx
辊底式隧道加热炉温度控制系统的研究的开题报告一、选题背景及意义辊底式隧道加热炉是一种广泛应用于工业生产中的加热设备,它采用辊底传热技术,在连续生产过程中,通过电热或燃煤等手段使其高温加热,从而完成对工件的加工。然而,在加热过程中,炉温的控制是至关重要的,过高或过低的温度都会影响加工效果或损坏工件。因此,开发一种高效、稳定的辊底式隧道加热炉温度控制系统对于提高生产效率和保证工件质量具有重要意义。二、研究内容本次研究的主要内容为辊底式隧道加热炉温度控制系统的研究。该系统具有以下特点:1.对于不同的工件类型,可