
一种离心浇注耐磨辊环及制备方法.pdf

文宣****66


1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种离心浇注耐磨辊环及制备方法.pdf
本发明公开了一种离心浇注耐磨辊环及制备方法,工作层成分及重量百分含量为C1.50~2.30,Si0.20~1.00,Mn0.20~1.00,Ni0.20~1.20,Cr2.00~5.00,Mo0.20~1.00,P≤0.03%,S≤0.03%,V0.20~0.6%,余量为Fe及不可避免的杂质;芯部成分及重量百分含量为C1.00~1.80%,Si1.20~1.80%,Mn0.60~1.00%,P≤0.03%,S≤0.03%,其余为Fe和不可避免的杂质。工艺步骤包括:a)冶炼:分别熔炼内、
一种耐磨陶瓷辊及其制备方法.pdf
本发明涉及一种耐磨陶瓷辊,包括陶瓷辊本体和支撑体,所述支撑体包括外横向加强筋、内支撑环和连接柱;陶瓷辊本体是由以下耐磨陶瓷混合原料制备而成,制备方法为将耐磨陶瓷混合料中加入水搅拌成泥料,将泥料通过直推式炼泥机进行炼泥得到泥条;放入设有内支撑体的模具内通过挤压成型,进行干燥处理;再进行冷等静压工艺处理;再转移至高温氮气炉内于流动氮气保护下进行烧结,待反应冷却后即可得到耐磨陶瓷辊。本发明的耐磨陶瓷辊,具有良好的耐磨性能和高强度,在不同的温度下使用,仍然保持有良好的稳定性和耐候性,使用寿命长。制备方法简单,可控
一种隔热耐磨浇注料及其制备方法.pdf
本发明涉及一种隔热耐磨浇注料及其制备方法。其技术方案是:按粉煤灰∶煤矸石∶莫来石的质量比为(1.5~2.0)∶(2.0~2.5)∶1配料,搅拌,即得混合料;向混合料中加入铝溶胶,搅拌,成型,再将成型后的混合料于1200~1300℃条件下热处理,随炉冷却,破碎,球磨,筛分,得到粒径为1~3mm的热处理料A、粒径为0.1~0.5mm的热处理料B和粒径为60~80μm的热处理料C;按所述热处理料A∶所述热处理料B∶所述热处理料C∶硅酸铝纤维∶铝酸钙水泥的质量比为(9~12)∶(3.0~4.0)∶(5.0~6.0
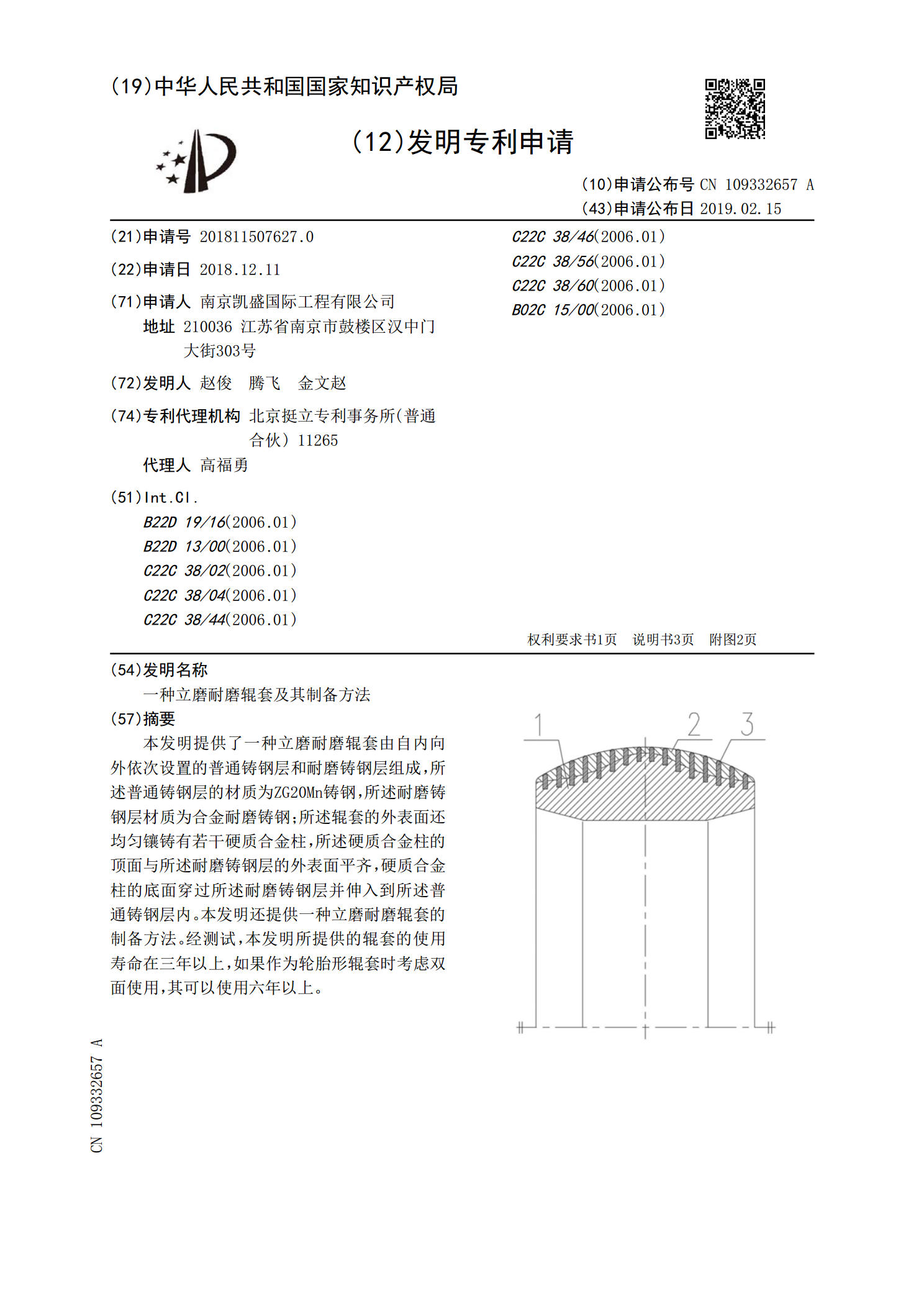
一种立磨耐磨辊套及其制备方法.pdf
本发明提供了一种立磨耐磨辊套由自内向外依次设置的普通铸钢层和耐磨铸钢层组成,所述普通铸钢层的材质为ZG20Mn铸钢,所述耐磨铸钢层材质为合金耐磨铸钢;所述辊套的外表面还均匀镶铸有若干硬质合金柱,所述硬质合金柱的顶面与所述耐磨铸钢层的外表面平齐,硬质合金柱的底面穿过所述耐磨铸钢层并伸入到所述普通铸钢层内。本发明还提供一种立磨耐磨辊套的制备方法。经测试,本发明所提供的辊套的使用寿命在三年以上,如果作为轮胎形辊套时考虑双面使用,其可以使用六年以上。
一种高温抗侵耐磨浇注料及制备方法.pdf
本发明公开了一种高温抗侵耐磨浇注料,包括以下质量百分比的组分:铝矾土骨料50~70%,刚玉骨料10~20%,白刚玉细粉5~15%,氧化铬3~8%,纯铝酸钙水泥3~5%和硅微粉3~6%。同时,本发明还公开了上述高温抗侵耐磨浇注料的制备方法。本发明与传统技术相比,不仅生产工艺更简单,成本更低,不需要窑炉烧制,更节能,磨损变小,抗热震更好,因施工采用锚固件加浇注料整体浇注方案,耐火材料整体性好,杜绝了类似耐火砖整体性差的缺点,在红土镍矿回转窑直接还原工艺高温段使用寿命达1年以上且不会因断砖等带来生产事故,大大降