
一种高炉风口隔热层加工方法及高炉风口.pdf

书生****66

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高炉风口隔热层加工方法及高炉风口.pdf
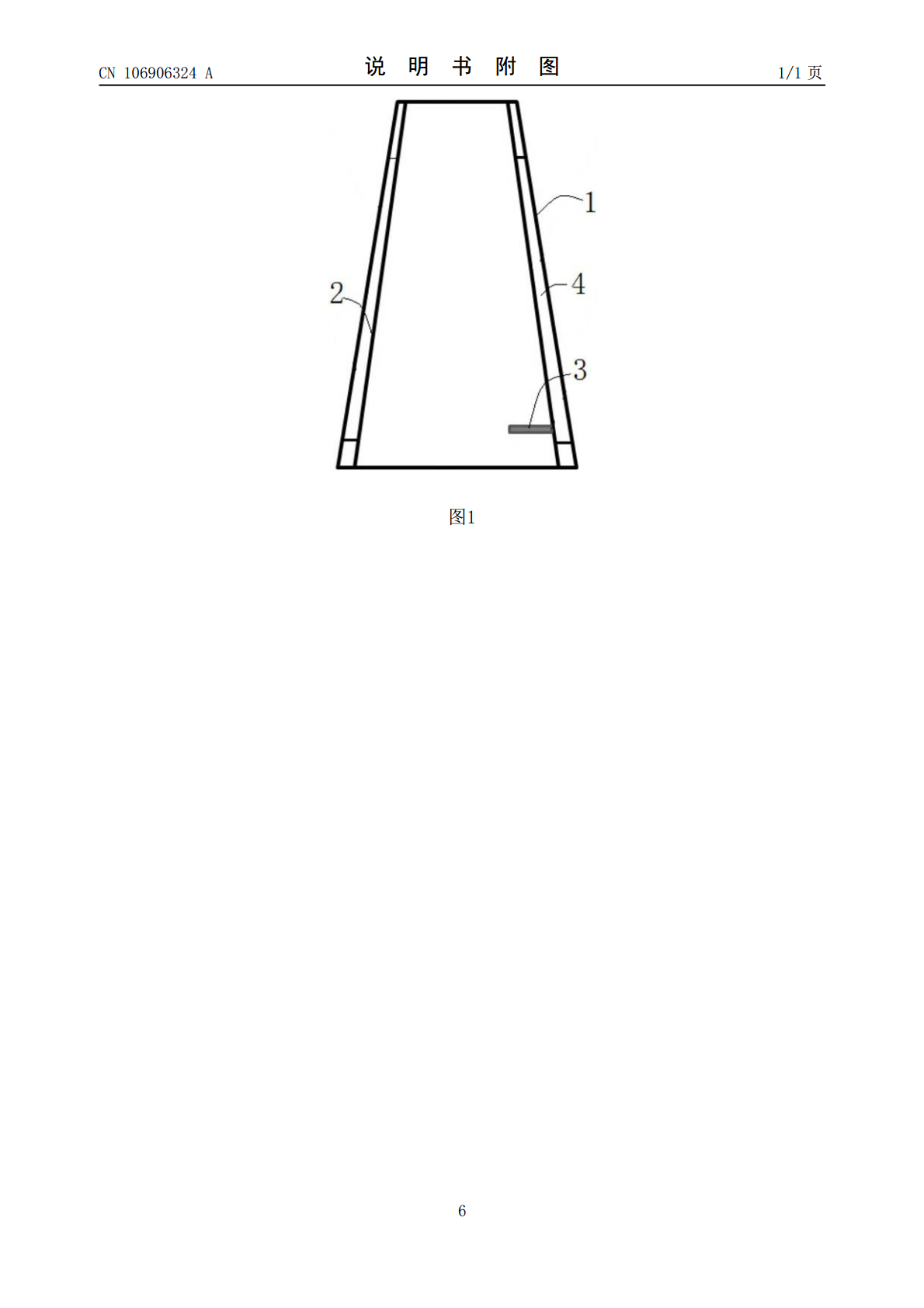
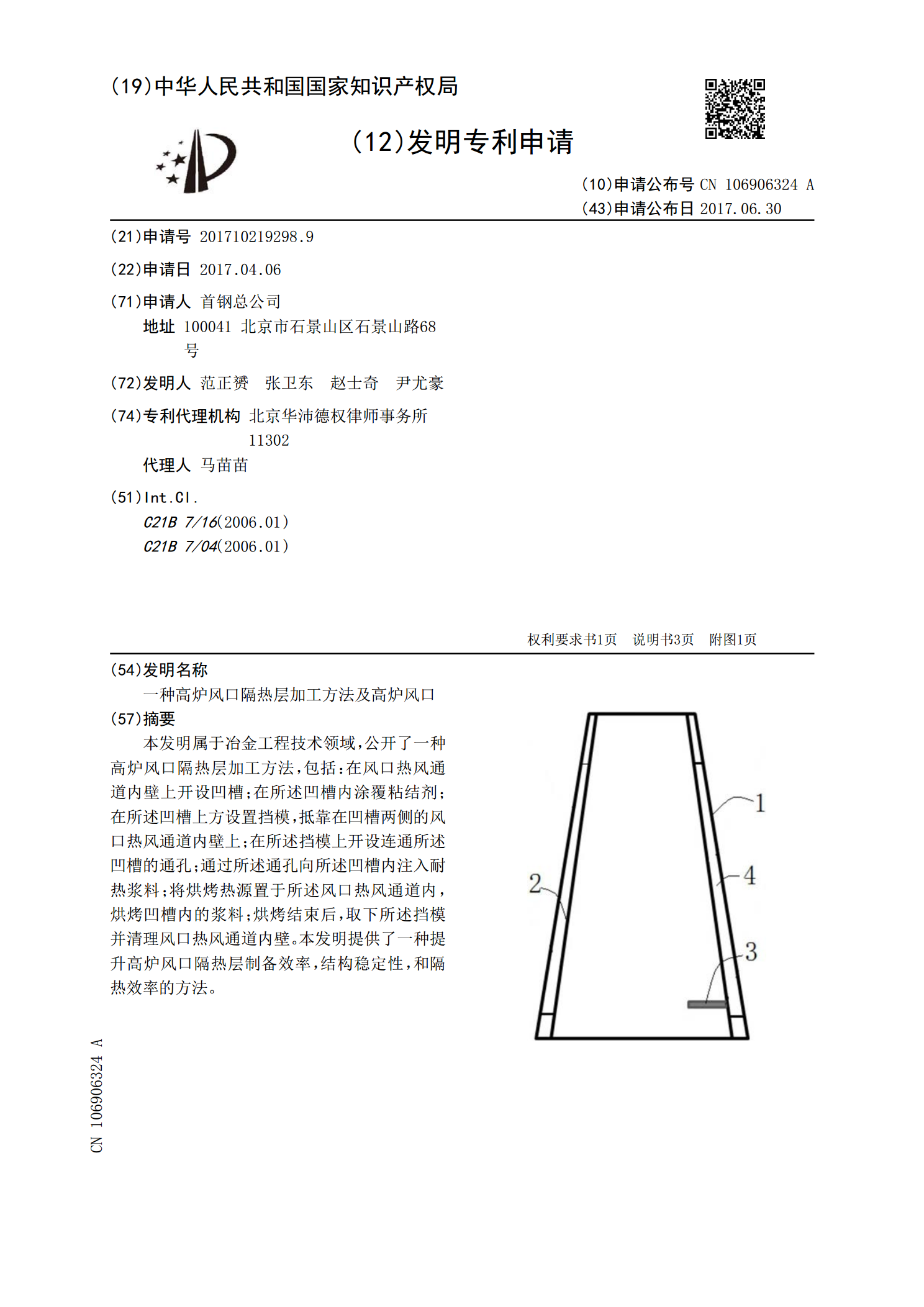
本发明属于冶金工程技术领域,公开了一种高炉风口隔热层加工方法,包括:在风口热风通道内壁上开设凹槽;在所述凹槽内涂覆粘结剂;在所述凹槽上方设置挡模,抵靠在凹槽两侧的风口热风通道内壁上;在所述挡模上开设连通所述凹槽的通孔;通过所述通孔向所述凹槽内注入耐热浆料;将烘烤热源置于所述风口热风通道内,烘烤凹槽内的浆料;烘烤结束后,取下所述挡模并清理风口热风通道内壁。本发明提供了一种提升高炉风口隔热层制备效率,结构稳定性,和隔热效率的方法。

高炉风口中套和高炉风口装置.pdf
一种高炉风口中套,包括法兰、内套、具有前腔的外套、进水管、隔板和导流装置,法兰、内套和外套形成与前腔连通的内部空腔,导流装置两端分别为进水端和出水端;导流装置为周向盘绕的弹簧状,导流装置设置有通孔,进水管插入通孔,进水管的出水口从导流装置的进水端穿出;隔板与导流装置进水端密封连接,且隔板将外套的前腔分隔成两个水室,其中一个水室与进水管连通。本发明高炉风口中套内的冷却水循环通道为周向循环式,当冷却水在本发明高炉风口中套内的冷却循环通道内循环时,水流阻力小、能量损失小、冷却效果好,因而本发明高炉风口中套还具有
高炉风口.pdf
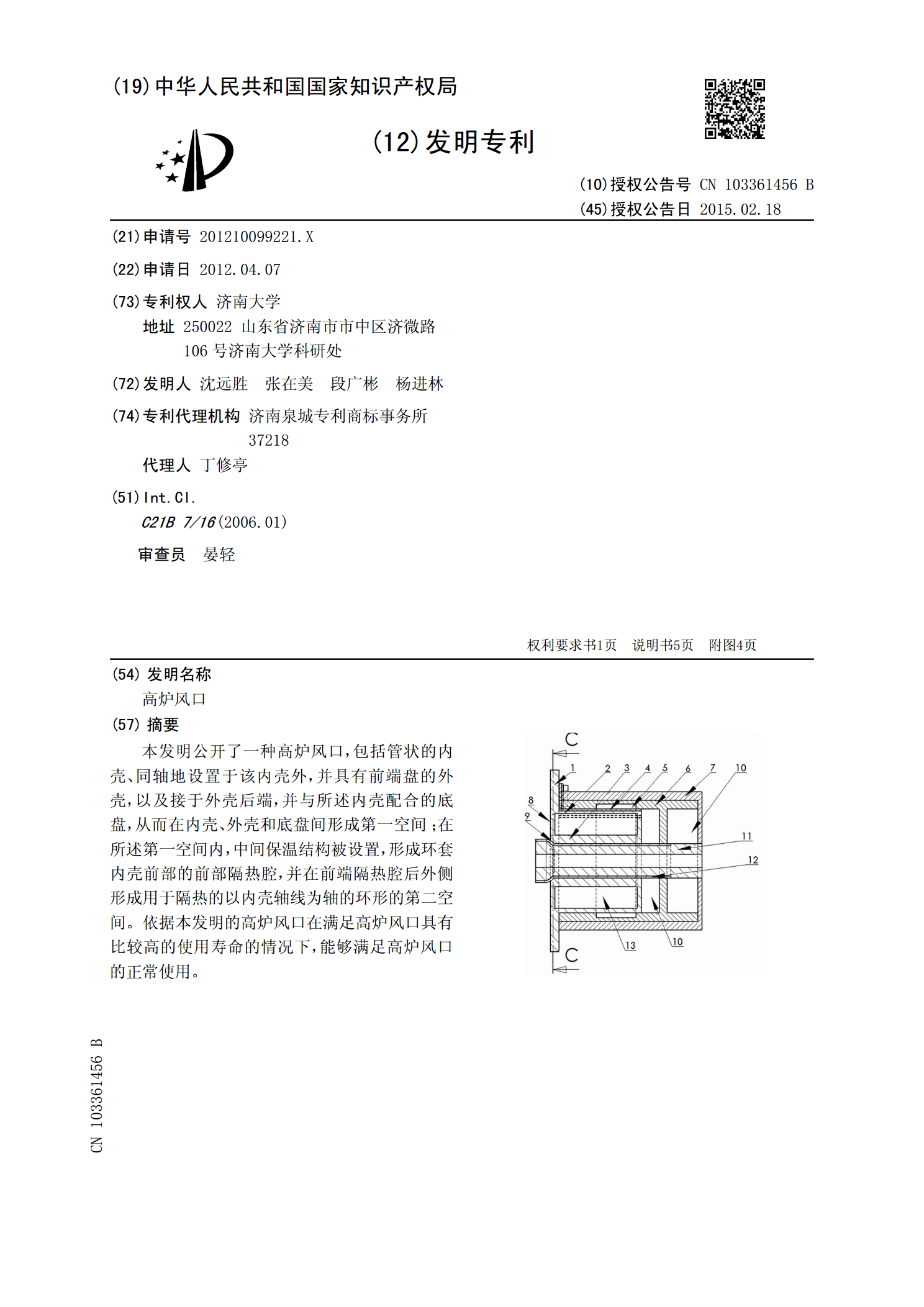
本发明公开了一种高炉风口,包括管状的内壳、同轴地设置于该内壳外,并具有前端盘的外壳,以及接于外壳后端,并与所述内壳配合的底盘,从而在内壳、外壳和底盘间形成第一空间;在所述第一空间内,中间保温结构被设置,形成环套内壳前部的前部隔热腔,并在前端隔热腔后外侧形成用于隔热的以内壳轴线为轴的环形的第二空间。依据本发明的高炉风口在满足高炉风口具有比较高的使用寿命的情况下,能够满足高炉风口的正常使用。
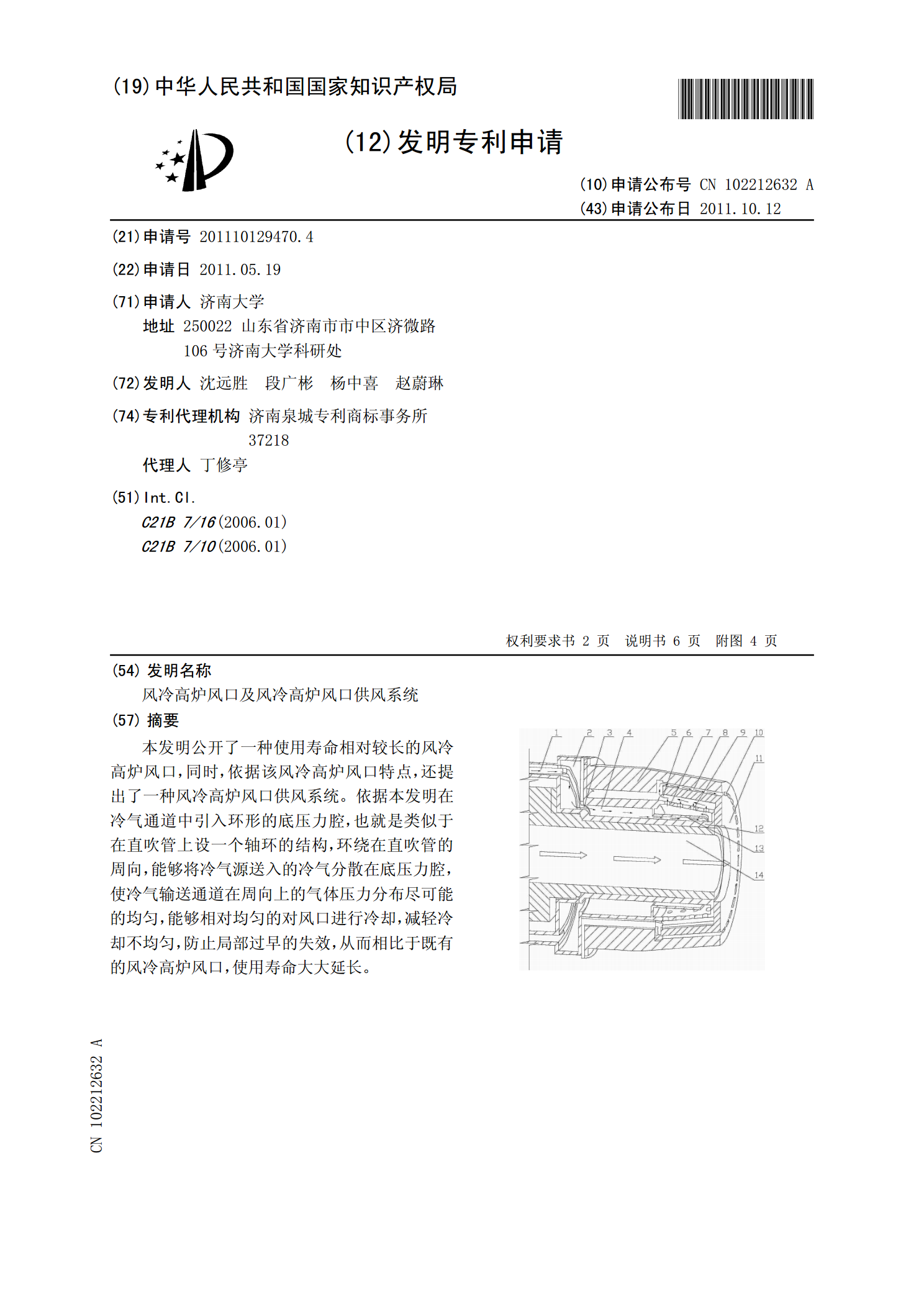
风冷高炉风口及风冷高炉风口供风系统.pdf
本发明公开了一种使用寿命相对较长的风冷高炉风口,同时,依据该风冷高炉风口特点,还提出了一种风冷高炉风口供风系统。依据本发明在冷气通道中引入环形的底压力腔,也就是类似于在直吹管上设一个轴环的结构,环绕在直吹管的周向,能够将冷气源送入的冷气分散在底压力腔,使冷气输送通道在周向上的气体压力分布尽可能的均匀,能够相对均匀的对风口进行冷却,减轻冷却不均匀,防止局部过早的失效,从而相比于既有的风冷高炉风口,使用寿命大大延长。
一种高炉捅风口方法.pdf
一种高炉捅风口方法,目的是降低捅风口难度、减少生产损失。本发明堵风口所用中间料层的有效成分及含量是:Al2O3?55-60%,SiC+C?10-18%,SiO2?15-20%,CaO?2.5-10%,MgO?2.5-5%;堵风口所用前后泥层的有效成分及含量是:Al2O3?35-45%,C?15-20%,SiO2?25-30%,CaO?5-10%,MgO?2.5-5%;选择送风后的3-5小时内、高炉出铁后进行;利用安装在直吹管上的喷枪,在不减风、不休风的情况下,依靠人工直接捅开风口。