
一种乏燃料运输容器的灌铅工艺方法.pdf

努力****星驰


1/8

2/8

3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种乏燃料运输容器的灌铅工艺方法.pdf
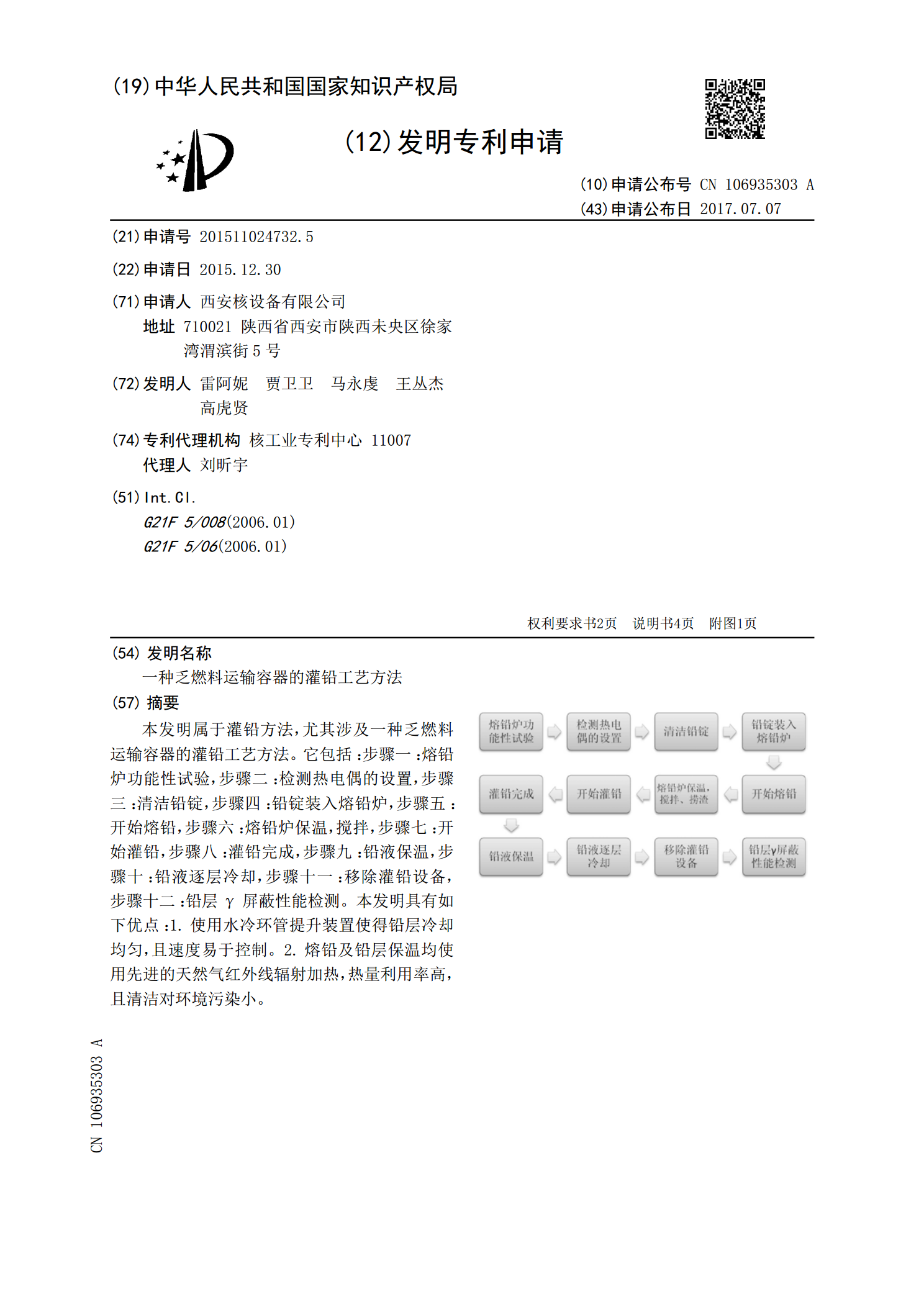
本发明属于灌铅方法,尤其涉及一种乏燃料运输容器的灌铅工艺方法。它包括:步骤一:熔铅炉功能性试验,步骤二:检测热电偶的设置,步骤三:清洁铅锭,步骤四:铅锭装入熔铅炉,步骤五:开始熔铅,步骤六:熔铅炉保温,搅拌,步骤七:开始灌铅,步骤八:灌铅完成,步骤九:铅液保温,步骤十:铅液逐层冷却,步骤十一:移除灌铅设备,步骤十二:铅层γ屏蔽性能检测。本发明具有如下优点:1.使用水冷环管提升装置使得铅层冷却均匀,且速度易于控制。2.熔铅及铅层保温均使用先进的天然气红外线辐射加热,热量利用率高,且清洁对环境污染小。
球墨铸铁乏燃料运输容器铸件的评定方法.pdf
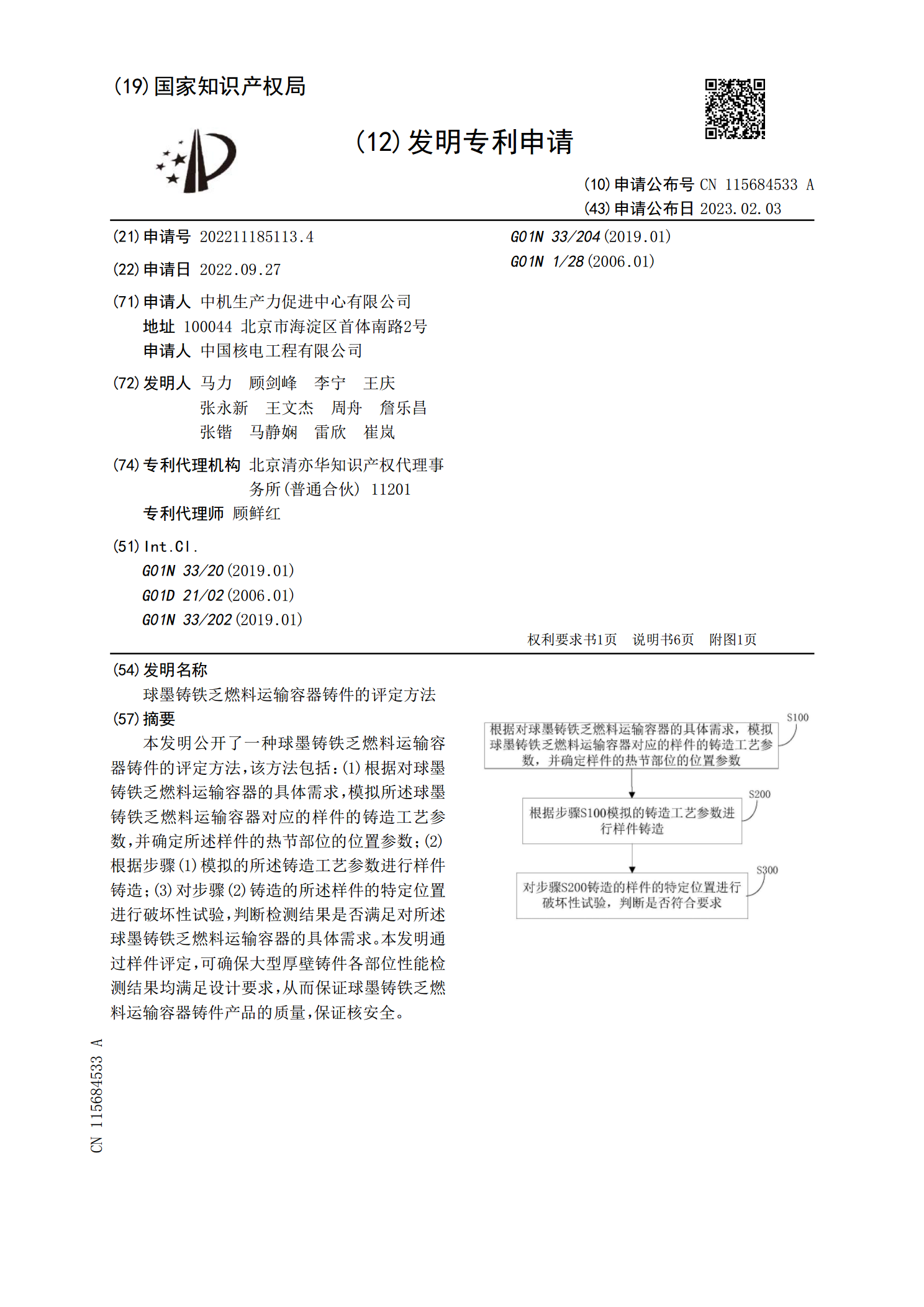
本发明公开了一种球墨铸铁乏燃料运输容器铸件的评定方法,该方法包括:(1)根据对球墨铸铁乏燃料运输容器的具体需求,模拟所述球墨铸铁乏燃料运输容器对应的样件的铸造工艺参数,并确定所述样件的热节部位的位置参数;(2)根据步骤(1)模拟的所述铸造工艺参数进行样件铸造;(3)对步骤(2)铸造的所述样件的特定位置进行破坏性试验,判断检测结果是否满足对所述球墨铸铁乏燃料运输容器的具体需求。本发明通过样件评定,可确保大型厚壁铸件各部位性能检测结果均满足设计要求,从而保证球墨铸铁乏燃料运输容器铸件产品的质量,保证核安全。

乏燃料运输容器研究进展.docx
乏燃料运输容器研究进展随着能源需求的不断增长,乏燃料运输容器成为了面临挑战的一个重要领域。乏燃料是指在核反应堆中经过使用后失去了热输出和裂变产物产生能力的燃料,同时也有可能具有放射性。因此,如何处理和储存乏燃料,是作者本文论述的重点。目前,乏燃料的储存方式主要有两种,一种是存储在燃料池中,这种方式可以为反应堆提供燃料,同时也可以将乏燃料从反应堆中移除,以避免过度放射性积累和负面影响。然而,这种方式需要大量的水和冷却剂,需要在燃料池周围制造一个安全的区域,以确保任何泄漏或者失控时没有人员伤亡或者环境污染。此

一种乏燃料运输容器减震器存放车.pdf
本发明提供了一种乏燃料运输容器减震器存放车,包括一车体、设于车体下之车轮,以及用于车体运动及运动转向之转向装置和电动驱动装置,其特征在于:于所述车体上,设有可承载减震器之支座,所述支座包括一支承骨架,所述支承骨架上含有至少两个可与减震器外表面相触之支承面,所述支承骨架侧端设置有可起止挡作用之至少一支架,所述支架上分别设有用于顶触减震器之可调压紧盘。本发明有效地解决了目前现有技术中减震器存放及归位不方便的问题,另外,支承骨架上与减震器接触处设置减震垫及采用可调压紧盘顶触支承减震器,可保证减震器放置时与车体具

乏燃料运输容器垂直吊具存放车.pdf
本发明公开了一种乏燃料运输容器垂直吊具存放车,包括底架、位于所述底架上部并与吊具形状适配的存放架、支撑于所述底架底部的若干车轮,所述存放架上设有可对所述吊具上部施以夹紧力的夹紧装置。这样,采用本发明的吊具存放车即可实现乏燃料运输容器垂直吊具的摆放,由于设有车轮,也便于通过驱动装置或者人力的驱动搬运吊具;同时,夹紧装置可使吊具保持预设姿态,从而能够实现对吊具的保护;另外,由于夹紧装置可调,也使吊具存放车的通用性大大增强。