
一种锻钢活塞激光焊连接装置及工艺.pdf

羽沫****魔王


1/7

2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种锻钢活塞激光焊连接装置及工艺.pdf
本发明涉及一种锻钢活塞激光焊连接装置及工艺。该装置主要由激光器、中频感应加热装置、可调变速旋转装置、活塞夹持装置、底座和支撑构件组成;工艺步骤:1、表面预处理:活塞表面用机械方法处理后,放入丙酮溶液中超声波清洗;2、装配:精确定位后,启动活塞夹持装置固定活塞,范围(Φ)为100‑150mm;3、预热:接通中频感应加热装置电源,预热活塞,预热温度为350‑500℃,预热时间为1‑3min;4、焊接:关闭中频感应加热装置电源,启动可调变速旋转装置,活塞旋转速度为0.5‑0.9m/min;启动激光器焊接活塞,激

CA6DM2锻钢活塞摩擦焊接工艺.docx
CA6DM2锻钢活塞摩擦焊接工艺摩擦焊接是一种常用的金属焊接方法,通过施加一定的摩擦力和压力,在工件接触面处产生热量来实现焊接。CA6DM2锻钢是一种常见的工程材料,具有良好的机械性能和耐磨性,广泛应用于汽车、航空航天和船舶等领域。本文将探讨CA6DM2锻钢活塞的摩擦焊接工艺,包括原理、工艺参数的选择和焊接接头的性能评估。一、摩擦焊接原理摩擦焊接利用工件的相对运动产生的摩擦热使接触面温度升高,并施加一定的压力使工件接触面处发生塑性变形,最终形成均匀致密的焊缝。其主要包括以下几个阶段:1.热传导阶段:工件接
新型激光焊接锻钢结构活塞.pdf
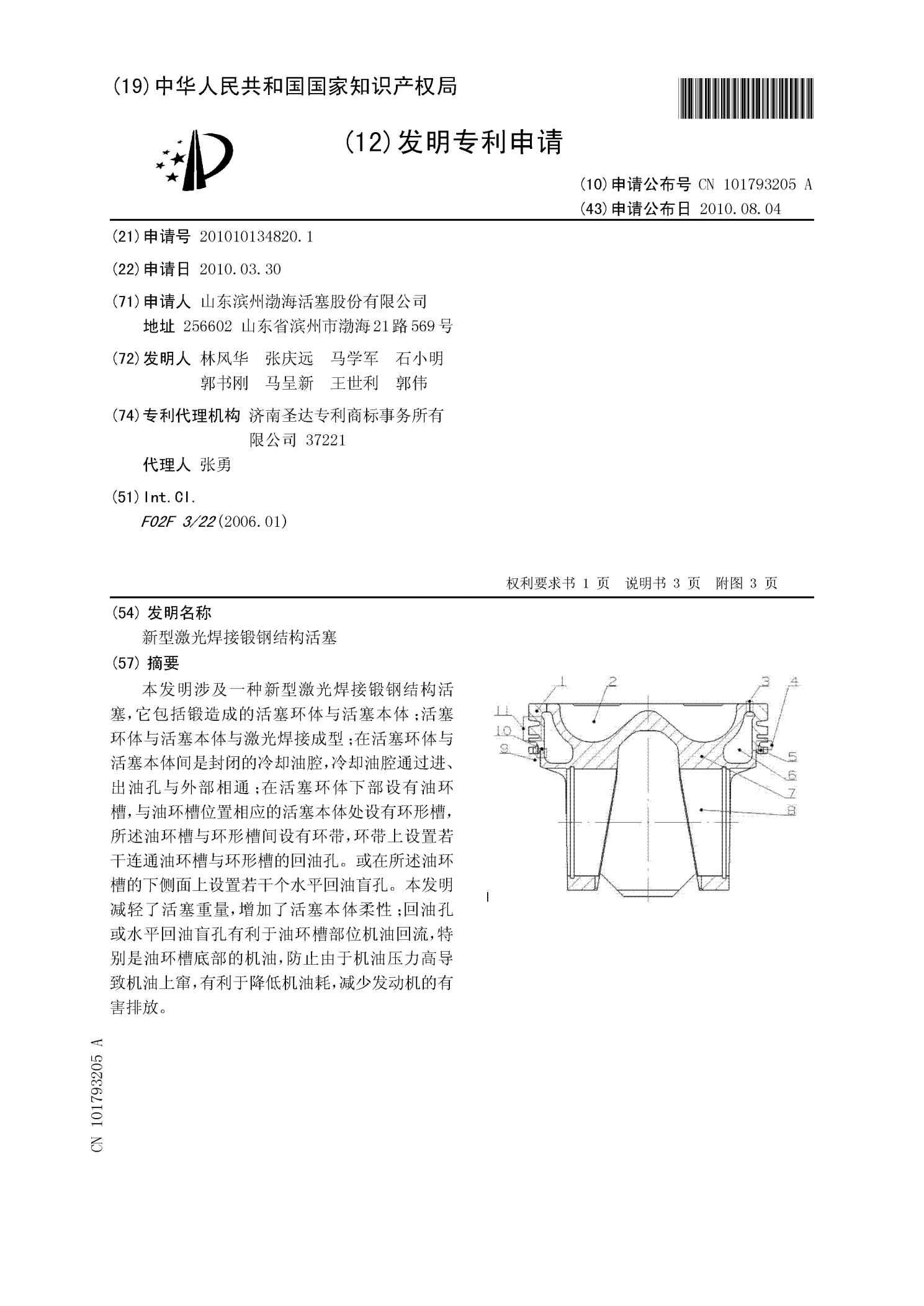
本发明涉及一种新型激光焊接锻钢结构活塞,它包括锻造成的活塞环体与活塞本体;活塞环体与活塞本体与激光焊接成型;在活塞环体与活塞本体间是封闭的冷却油腔,冷却油腔通过进、出油孔与外部相通;在活塞环体下部设有油环槽,与油环槽位置相应的活塞本体处设有环形槽,所述油环槽与环形槽间设有环带,环带上设置若干连通油环槽与环形槽的回油孔。或在所述油环槽的下侧面上设置若干个水平回油盲孔。本发明减轻了活塞重量,增加了活塞本体柔性;回油孔或水平回油盲孔有利于油环槽部位机油回流,特别是油环槽底部的机油,防止由于机油压力高导致机油上窜

一种锻钢活塞自动化加工设备.pdf
本发明适用于热模锻造技术领域,提供了一种锻钢活塞自动化加工设备,包括:压力机;自动步进梁驱动装置,安装在所述压力机的两侧机架上;摆动收料器,用于传送坯料;自动步进梁传送装置,与所述自动步进梁驱动装置相连接,所述自动步进梁传送装置的抓取位置与摆动收料器的传送到达位置相一致,用于传递坯料;活塞五工位模具,安装在所述压力机的工作台上,用于对坯料进行锻造;冷却润滑装置,位于所述压力机的后侧,与所述活塞五工位模具相对应,用于对活塞五工位模具进行冷却润滑。本发明设置自动步进梁驱动装置和自动步进梁传送装置,空间布局上结
一种超高强钢激光拼焊板及其成形工艺.pdf
本发明涉及一种超高强钢激光拼焊板及其成形工艺,将超高强钢与高强钢根据所需形状激光拼焊,然后将所得的焊板送进有保护气体的炉中加热到920~940℃,至少持续5分钟,充分奥氏体化,再将奥氏体化后的焊板转移到压力机快速合模、成形,然后保压淬火冷却至100-150℃,随室温冷却制得所需零件。本发明激光拼焊板热冲压工艺兼有激光拼焊板成形和热冲压成形的双重优势,同时解决了超高强钢难以以激光拼焊板的形式应用于汽车结构件/骨架件生产中的难题。