
一种超高强钢激光拼焊板及其成形工艺.pdf

一只****ua


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超高强钢激光拼焊板及其成形工艺.pdf
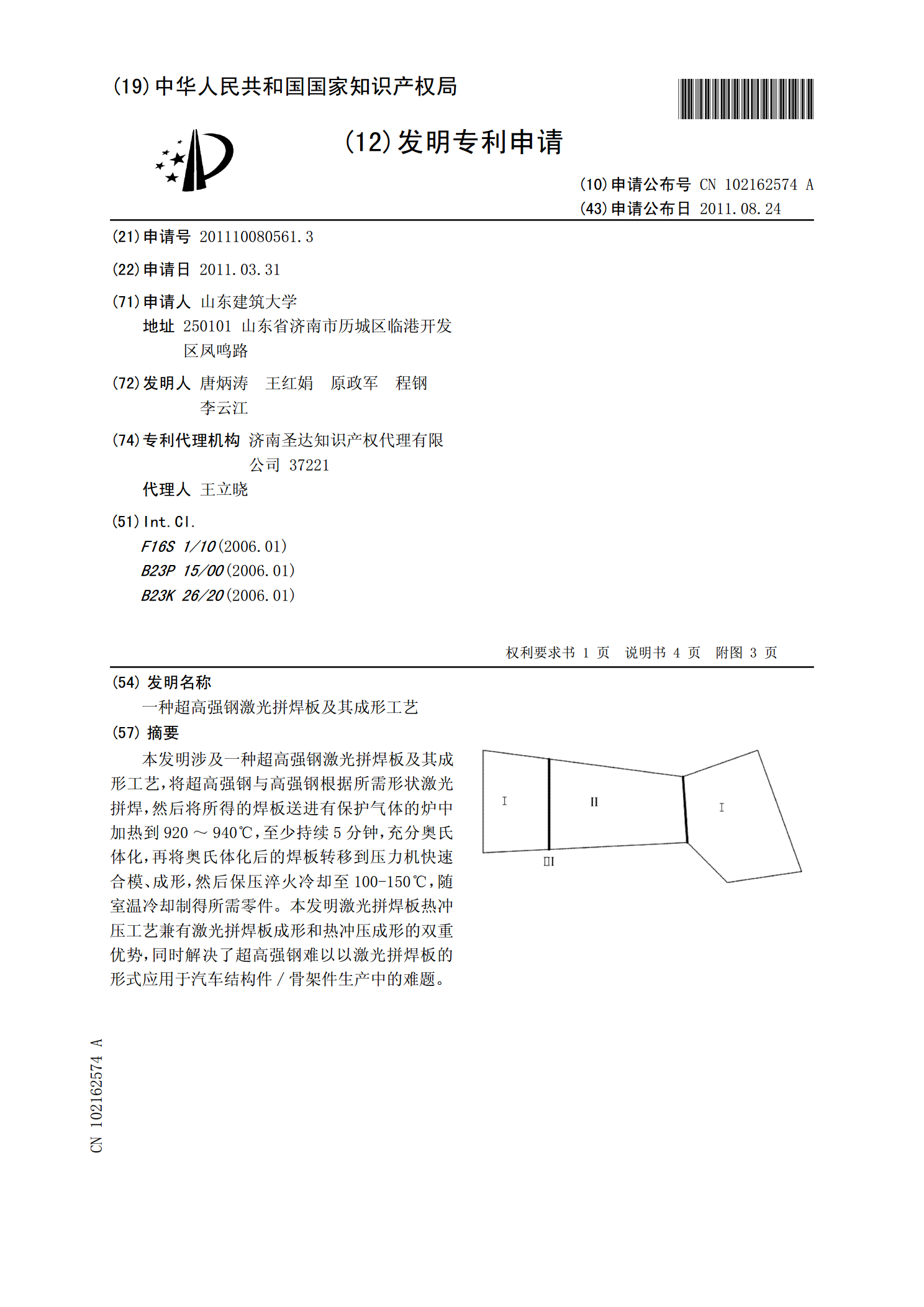
本发明涉及一种超高强钢激光拼焊板及其成形工艺,将超高强钢与高强钢根据所需形状激光拼焊,然后将所得的焊板送进有保护气体的炉中加热到920~940℃,至少持续5分钟,充分奥氏体化,再将奥氏体化后的焊板转移到压力机快速合模、成形,然后保压淬火冷却至100-150℃,随室温冷却制得所需零件。本发明激光拼焊板热冲压工艺兼有激光拼焊板成形和热冲压成形的双重优势,同时解决了超高强钢难以以激光拼焊板的形式应用于汽车结构件/骨架件生产中的难题。

不等厚高强钢拼焊板成形性能研究.docx
不等厚高强钢拼焊板成形性能研究随着钢结构的逐渐广泛应用,高强度钢板材在建筑、桥梁、海洋平台和机械制造等领域中越来越受到青睐。然而,在实际应用过程中,单一厚度的高强度钢板无法满足所有的工程要求,因此出现了不等厚高强钢拼焊板。本文将研究不等厚高强钢拼焊板的成形性能。一、不等厚高强钢拼焊板的组成不等厚高强钢拼焊板是由两种或以上厚度不同的高强度钢板拼接而成的,通过焊接工艺将钢板拼接在一起,形成新的板材。该板材可以具有较高的抗拉强度、韧性和抗疲劳性能。二、不等厚高强钢拼焊板的成形性能研究不等厚度高强度钢拼焊板的成形

高强度铝合金激光拼焊板冲压成形工艺研究.docx
高强度铝合金激光拼焊板冲压成形工艺研究摘要本文以高强度铝合金作为研究对象,研究激光拼焊板冲压成形工艺。通过对不同厚度的铝合金板材进行激光拼焊处理,得到了较为理想的焊接接头。同时,通过对板材进行冲压成形,得到了符合要求的板件。本文探讨了激光焊接与板材冲压的优化参数,以及所需要的设备和工具。关键词:高强度铝合金,激光拼焊,板材冲压成形,优化参数,设备与工具。引言高强度铝合金因其强度高、重量轻、优良的耐腐蚀性,被广泛应用于航空航天、汽车、海洋等领域。激光拼焊是一种被广泛应用于铝合金板材焊接的方法,与传统焊接方法
激光拼焊板渐进成形工艺与回弹控制研究.doc
分类号TG306单位代码10618密级公开学号2120990001专业硕士学位论文激光拼焊板渐进成形工艺与回弹控制研究研究生姓名:郭秋华导师姓名及职称:安治国副教授

激光拼焊板渐进成形工艺与回弹控制研究.docx
激光拼焊板渐进成形工艺与回弹控制研究激光拼焊板渐进成形工艺与回弹控制研究摘要:针对现代汽车、飞机等一些轻量化结构的零部件,不仅需要保证强度和刚度,还需要满足重量小,成本低等要求。此时,激光拼焊是一种重要的焊接工艺。但在激光拼焊过程中,由于热效应、应力效应等问题,会导致工件产生回弹,从而影响其形状精度和尺寸精度。因此,研究激光拼焊板渐进成形工艺与回弹控制,对提高激光拼焊工艺的精度和质量具有重要意义。本文分析了激光拼焊板的特点和回弹机理,提出了一种渐进成形工艺,并控制回弹的方法,最终实现了激光拼焊板的高精度成