
微晶玻璃热弯成型晶化隧道炉及其生产微晶玻璃制品的方法.pdf

一只****签网


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
微晶玻璃热弯成型晶化隧道炉及其生产微晶玻璃制品的方法.pdf
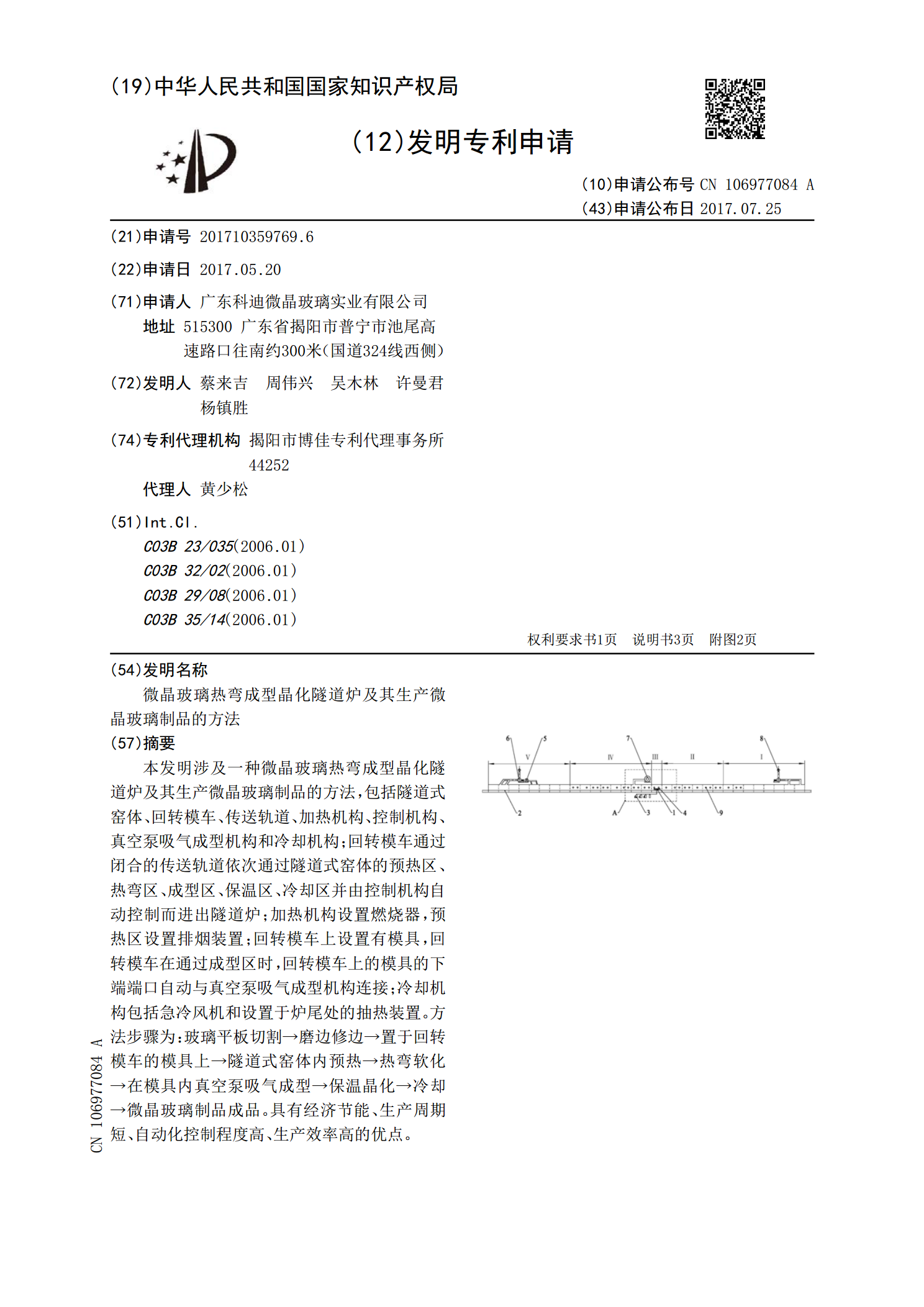
本发明涉及一种微晶玻璃热弯成型晶化隧道炉及其生产微晶玻璃制品的方法,包括隧道式窑体、回转模车、传送轨道、加热机构、控制机构、真空泵吸气成型机构和冷却机构;回转模车通过闭合的传送轨道依次通过隧道式窑体的预热区、热弯区、成型区、保温区、冷却区并由控制机构自动控制而进出隧道炉;加热机构设置燃烧器,预热区设置排烟装置;回转模车上设置有模具,回转模车在通过成型区时,回转模车上的模具的下端端口自动与真空泵吸气成型机构连接;冷却机构包括急冷风机和设置于炉尾处的抽热装置。方法步骤为:玻璃平板切割→磨边修边→置于回转模车的
一种微晶玻璃的晶化炉及其晶化方法.pdf
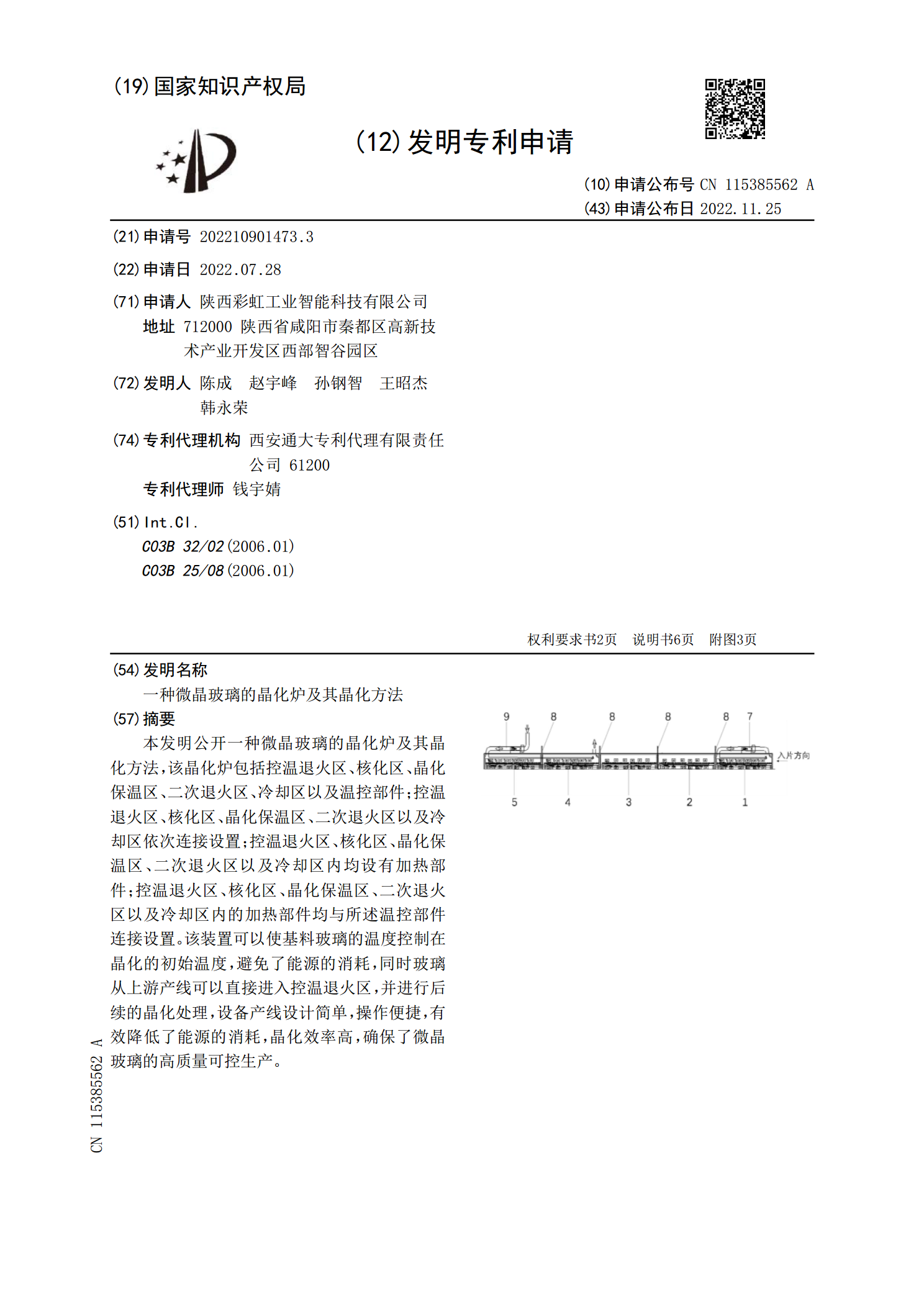
本发明公开一种微晶玻璃的晶化炉及其晶化方法,该晶化炉包括控温退火区、核化区、晶化保温区、二次退火区、冷却区以及温控部件;控温退火区、核化区、晶化保温区、二次退火区以及冷却区依次连接设置;控温退火区、核化区、晶化保温区、二次退火区以及冷却区内均设有加热部件;控温退火区、核化区、晶化保温区、二次退火区以及冷却区内的加热部件均与所述温控部件连接设置。该装置可以使基料玻璃的温度控制在晶化的初始温度,避免了能源的消耗,同时玻璃从上游产线可以直接进入控温退火区,并进行后续的晶化处理,设备产线设计简单,操作便捷,有效降

一种3D微晶玻璃及其制备方法、预晶化微晶玻璃.pdf
本发明公开了一种3D微晶玻璃及其制备方法、预晶化微晶玻璃,属于微晶玻璃领域。本发明通过控制核化、晶化处理得到预晶化微晶玻璃,再将所述预晶化微晶玻璃进行3D热弯处理,制备得到3D微晶玻璃。通过先控制预晶化微晶玻璃的晶相结构,继而可以控制3D热弯过程中玻璃相与晶相结构上的差异变化,获得尺寸精度更高、翘曲更低的3D微晶玻璃。本发明的3D微晶玻璃的制备方法加工难度小、加工成本低,节约时间成本,同时节约了热处理的能源,实现了3D热弯时的晶化过程,热弯后的3D微晶玻璃尺寸精度高、翘曲低,经过化学强化后具有优良的抗跌落

一种微晶玻璃制品的生产方法.pdf
本发明公开了一种微晶玻璃制品的生产方法,该方法包括如下步骤:按照工艺原料配比,对原材料进行称重,倒入混合机中混合至均匀;将均匀的配合料送入玻璃熔炉内熔化,形成玻璃液;熔化的玻璃液,经过成球设备得到所需相同和/或不相同直径的的玻璃球和/或玻璃半球;将产出的玻璃球和/或玻璃半球装入模具,一起送入晶化炉中进行热处理、核化和晶化处理;转入退火炉中进行退火,制得微晶玻璃制品。该生产方法是一种适合生产大尺寸、复杂构型的微晶玻璃制品的方法,具有快速、节能的优点,且制备得到的微晶玻璃制品具有致密度高、吸水率低、气孔率低、
节能环保微晶玻璃生产方法及微晶玻璃熔窑.pdf
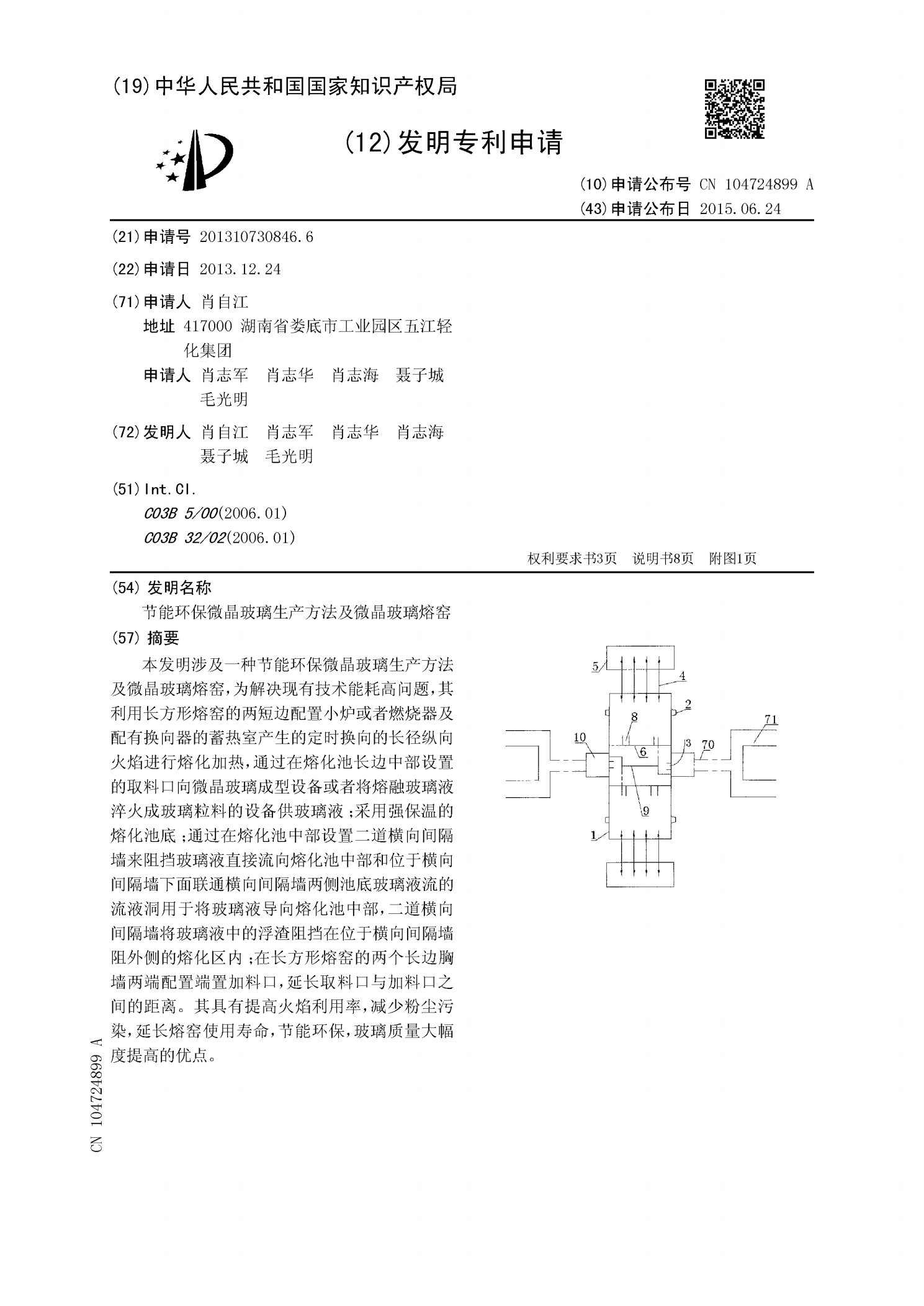
本发明涉及一种节能环保微晶玻璃生产方法及微晶玻璃熔窑,为解决现有技术能耗高问题,其利用长方形熔窑的两短边配置小炉或者燃烧器及配有换向器的蓄热室产生的定时换向的长径纵向火焰进行熔化加热,通过在熔化池长边中部设置的取料口向微晶玻璃成型设备或者将熔融玻璃液淬火成玻璃粒料的设备供玻璃液;采用强保温的熔化池底;通过在熔化池中部设置二道横向间隔墙来阻挡玻璃液直接流向熔化池中部和位于横向间隔墙下面联通横向间隔墙两侧池底玻璃液流的流液洞用于将玻璃液导向熔化池中部,二道横向间隔墙将玻璃液中的浮渣阻挡在位于横向间隔墙阻外侧的