
锅炉受热面耐高温腐蚀的合金涂层及其制备方法.pdf

Ma****57

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
锅炉受热面耐高温腐蚀的合金涂层及其制备方法.pdf
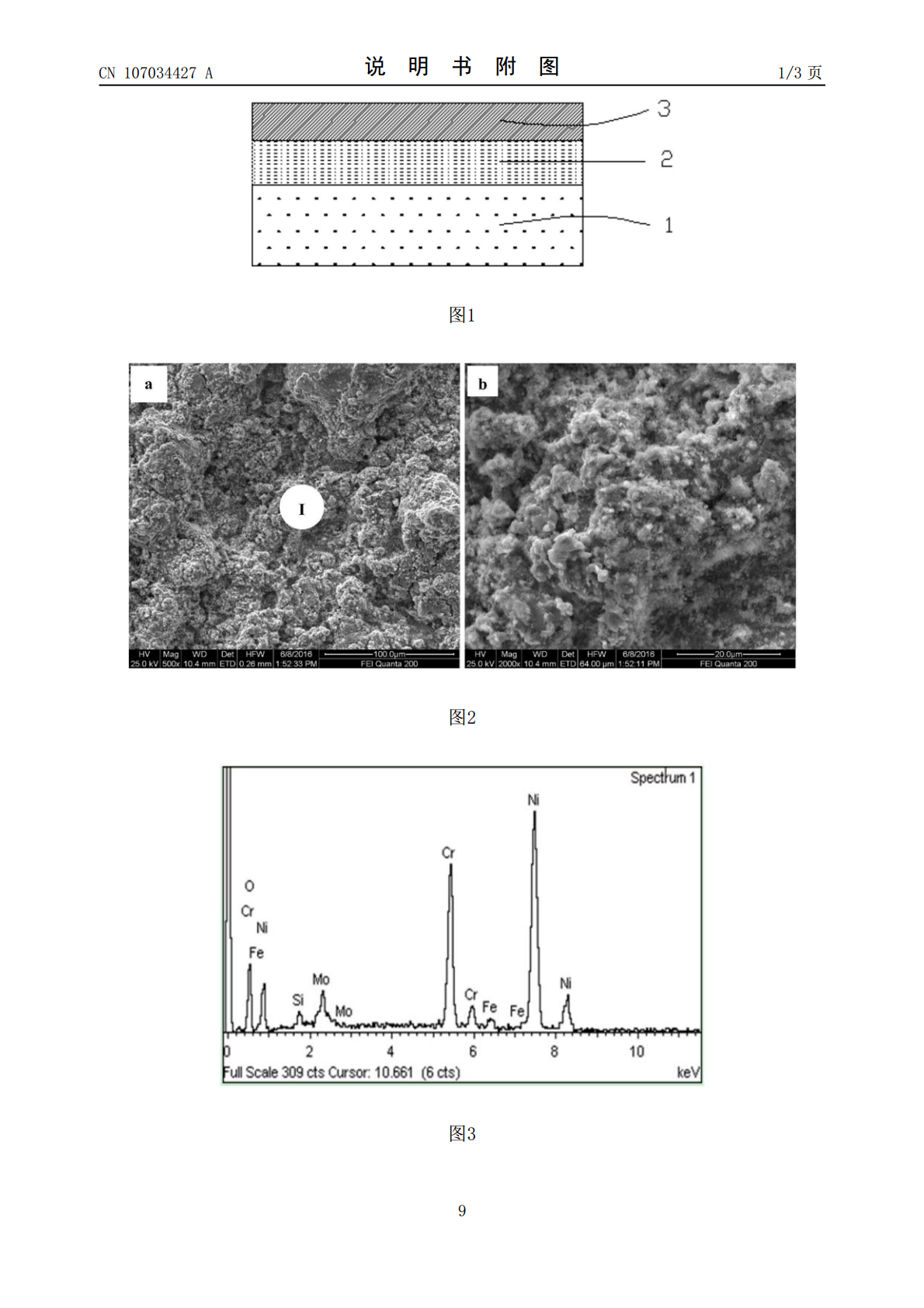
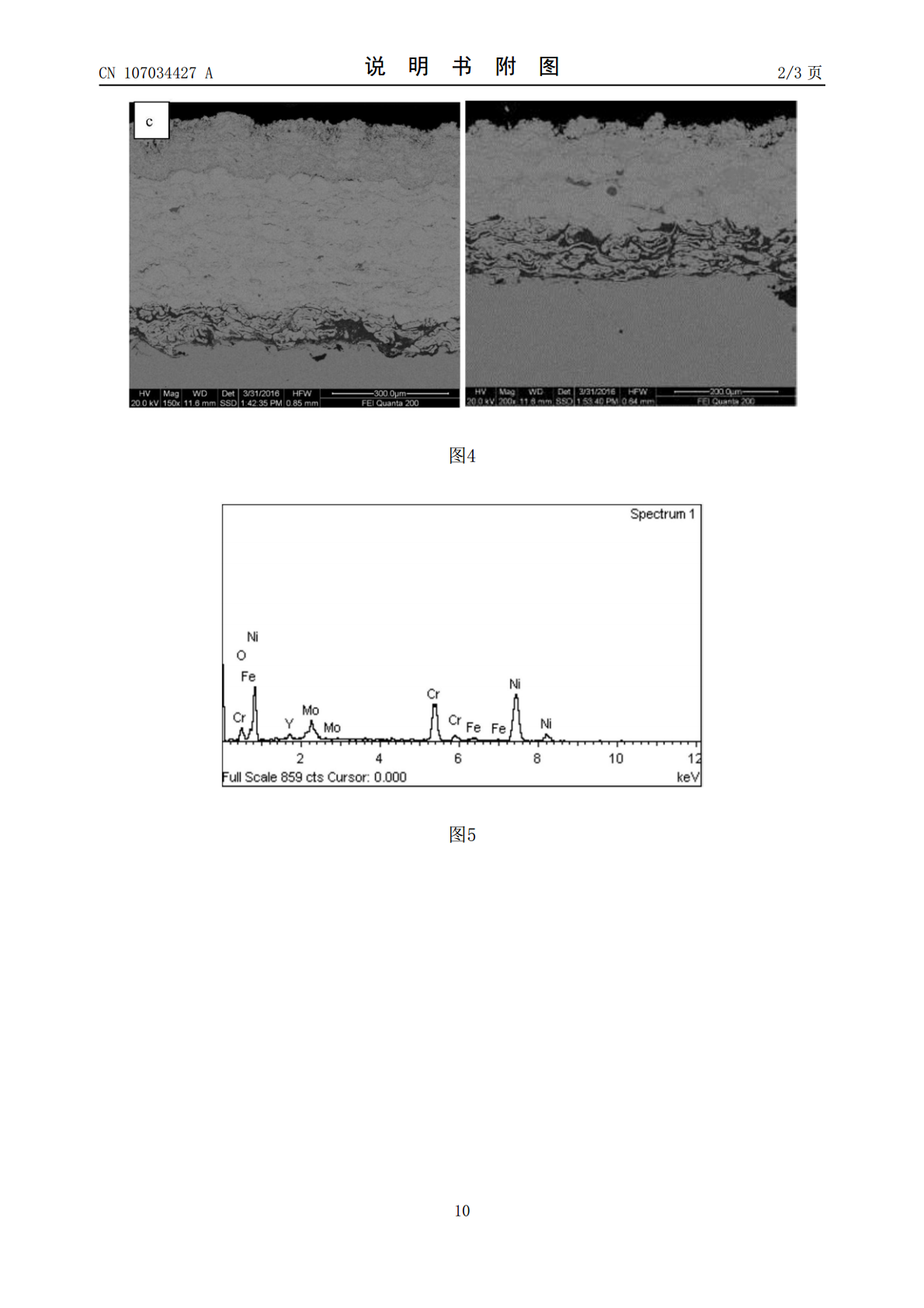
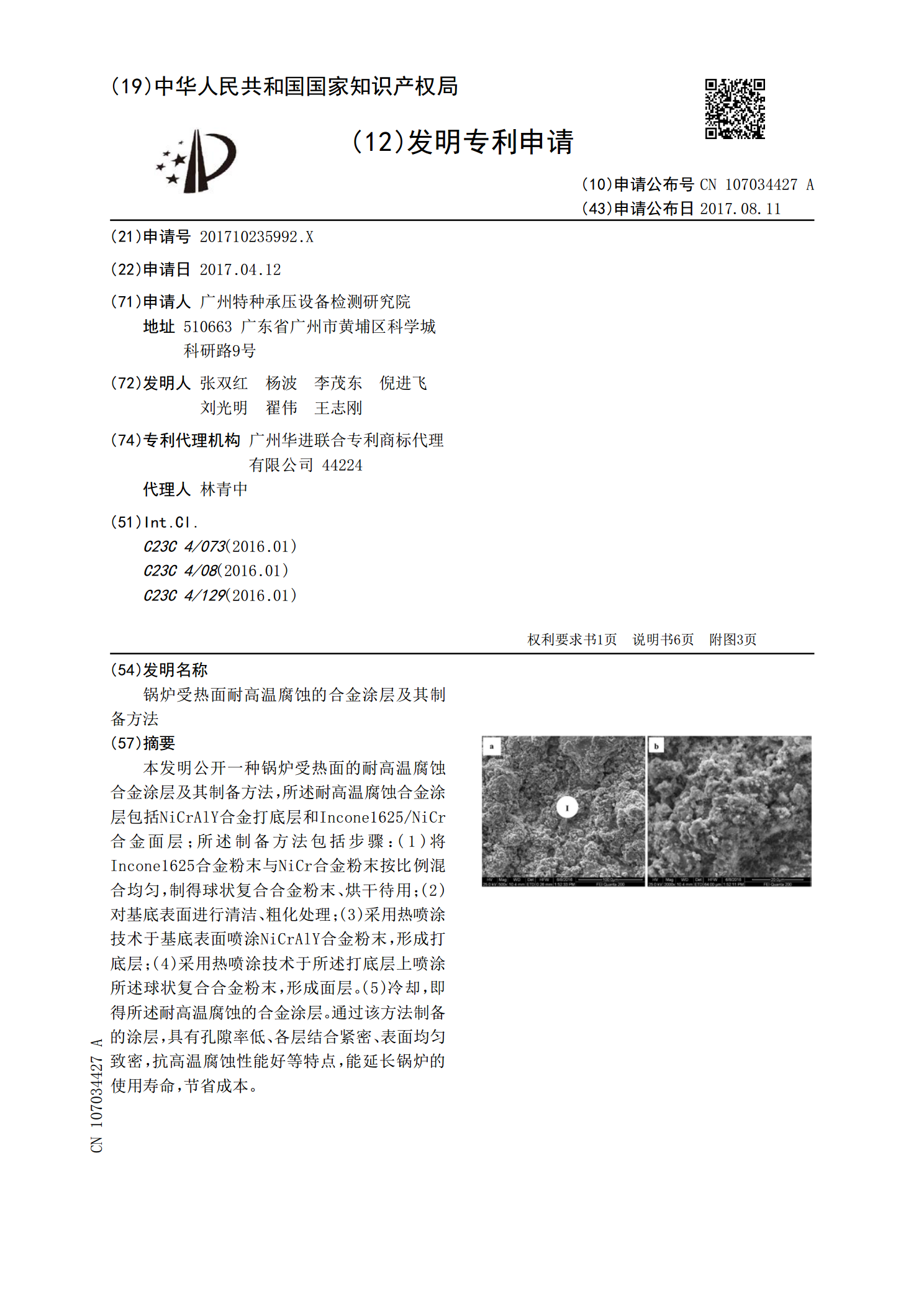
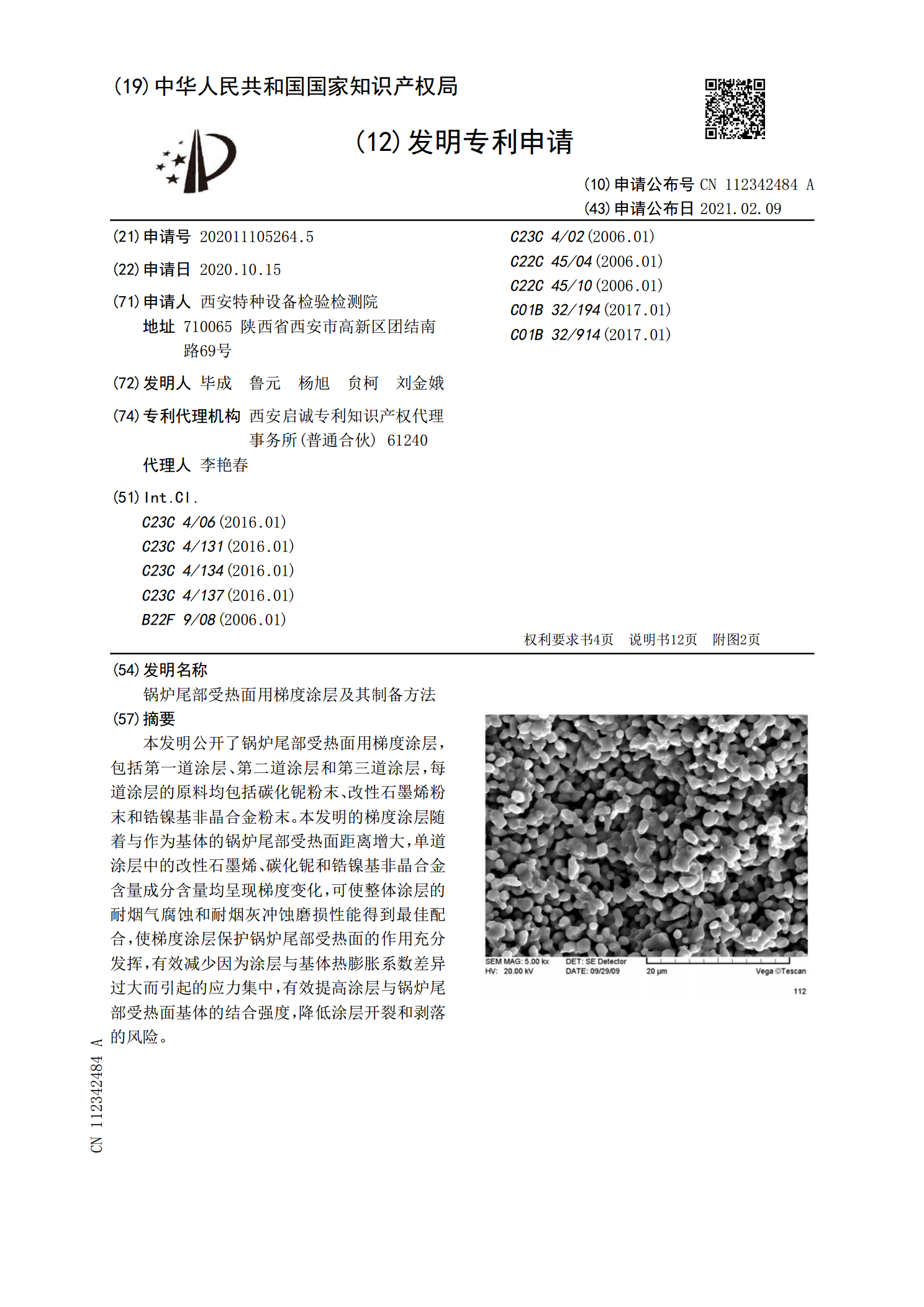
本发明公开一种锅炉受热面的耐高温腐蚀合金涂层及其制备方法,所述耐高温腐蚀合金涂层包括NiCrAlY合金打底层和Incone1625/NiCr合金面层;所述制备方法包括步骤:(1)将Incone1625合金粉末与NiCr合金粉末按比例混合均匀,制得球状复合合金粉末、烘干待用;(2)对基底表面进行清洁、粗化处理;(3)采用热喷涂技术于基底表面喷涂NiCrAlY合金粉末,形成打底层;(4)采用热喷涂技术于所述打底层上喷涂所述球状复合合金粉末,形成面层。(5)冷却,即得所述耐高温腐蚀的合金涂层。通过该方法制备的涂
锅炉尾部受热面用梯度涂层及其制备方法.pdf
本发明公开了锅炉尾部受热面用梯度涂层,包括第一道涂层、第二道涂层和第三道涂层,每道涂层的原料均包括碳化铌粉末、改性石墨烯粉末和锆镍基非晶合金粉末。本发明的梯度涂层随着与作为基体的锅炉尾部受热面距离增大,单道涂层中的改性石墨烯、碳化铌和锆镍基非晶合金含量成分含量均呈现梯度变化,可使整体涂层的耐烟气腐蚀和耐烟灰冲蚀磨损性能得到最佳配合,使梯度涂层保护锅炉尾部受热面的作用充分发挥,有效减少因为涂层与基体热膨胀系数差异过大而引起的应力集中,有效提高涂层与锅炉尾部受热面基体的结合强度,降低涂层开裂和剥落的风险。
一种用于锅炉受热面抗高温氯腐蚀涂层及制备方法.pdf
本发明涉及一种用于锅炉受热面抗高温氯腐蚀涂层及制备方法。该涂层包括内层过渡层和外层保护层,过渡层为全氢聚硅氮烷先驱体复合陶瓷涂层,保护层为有机聚硅氮烷先驱体复合陶瓷涂层。过渡层由按体积份为60~70%全氢聚硅氮烷、10~20%石墨粉和10~20%乙酸丁脂组成的涂料喷涂在钢基体表面后,在200℃下高温固化而成。保护层由按体积份为20~25%有机聚硅氮烷、25~30%钡玻璃粉、15~20%氧化锆、5~10%铝粉和20~30%乙酸丁脂组成的涂料喷涂在过渡层上,经700℃高温固化而成。该涂层制备工艺简单,成本较低

一种锅炉配件的耐高温耐腐蚀涂层及其制备方法.pdf
本发明公开了一种锅炉配件的耐高温耐腐蚀涂层的制备方法,具体制作方法包括以下步骤,S1,首先对锅炉配件进行充分清洗,然后将其外部采用微弧氧化处理在基底表面生成陶瓷复合涂层;S2,将Al和Cr材料磁控溅射的方式均匀喷涂至陶瓷复合涂层的外部,形成单元系涂层;S3,用活性燃烧高速燃气喷涂工艺将FeCrAlY和NiCoCrAlY构成的混合物喷涂至单元系涂层的外部;S4,再将单元系涂层的外部添加Pt‑Al涂层;S5,将形成涂层的配件整体进行二次清洗,再干燥处理,即完成加工。本发明采用多种涂层进行复合而成,即使脱落一个

一种用于锅炉受热面防高温腐蚀少孔隙缺陷涂层及制备方法.pdf
本发明公开了一种用于锅炉受热面防高温腐蚀少孔隙缺陷涂层及制备方法。此涂层由按照体积份为40~50%钾水玻璃、50~60%粒径为5~10微米的单分散性球形氧化锆颗粒和1~10%平均粒径为0.4倍球形氧化锆颗粒粒径的单分散性硼玻璃粉组成。涂料喷涂在喷砂活化处理后的钢基表面上,经过600℃高温固化而成。本涂层孔隙少,寿命长。且制备简单,成本低廉,适用于防护各种固体燃料锅炉受热面受到高温腐蚀。