
一种减小空腔零件对开扩散焊冷却变形的方法.pdf

小忆****ng


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减小空腔零件对开扩散焊冷却变形的方法.pdf
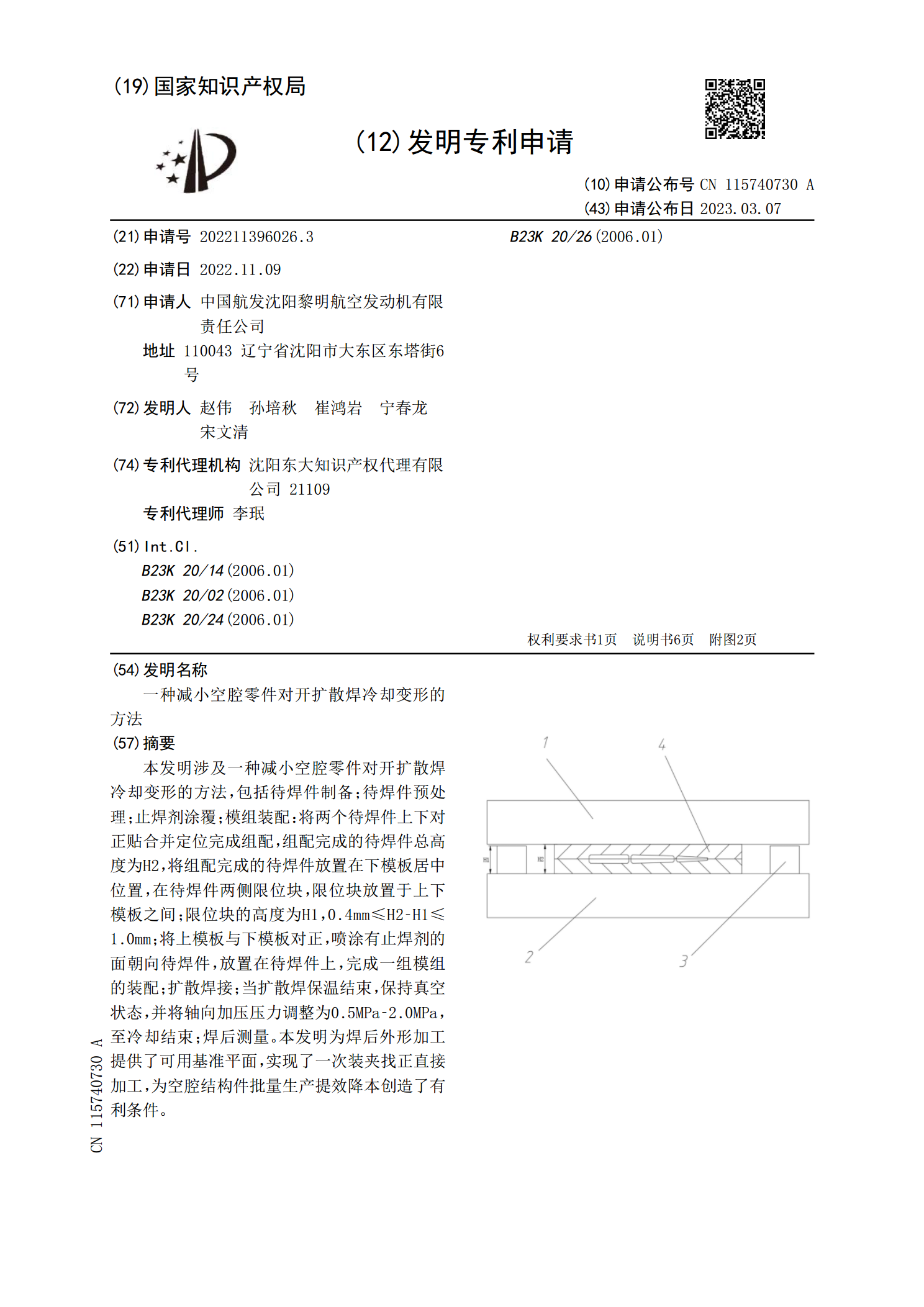
本发明涉及一种减小空腔零件对开扩散焊冷却变形的方法,包括待焊件制备;待焊件预处理;止焊剂涂覆;模组装配:将两个待焊件上下对正贴合并定位完成组配,组配完成的待焊件总高度为H2,将组配完成的待焊件放置在下模板居中位置,在待焊件两侧限位块,限位块放置于上下模板之间;限位块的高度为H1,0.4mm≤H2‑H1≤1.0mm;将上模板与下模板对正,喷涂有止焊剂的面朝向待焊件,放置在待焊件上,完成一组模组的装配;扩散焊接;当扩散焊保温结束,保持真空状态,并将轴向加压压力调整为0.5MPa‑2.0MPa,至冷却结束;焊后

一种提高对开扩散焊零件批量焊接尺寸精度的方法.pdf
本发明涉及一种提高对开扩散焊零件批量焊接尺寸精度的方法,包括步骤一:待焊件制备;步骤二:工艺垫板制备;工艺垫板材料与TC4合金待焊件相比,具有等同或更强的抗变形能力,而与扩散焊夹具相比,工艺垫板的抗变形能力弱于扩散焊夹具;步骤三:待焊件预处理;步骤四:止焊剂涂覆;步骤五:组配堆垛;步骤六:扩散焊接;步骤七:焊后测量;步骤八:工艺垫板的校准;步骤九:批量评估。本发明通过在多层堆叠扩散焊中引入用于高度差补偿的工艺垫板,实现对多层堆叠夹具累积高度差的有效补偿,提高了单炉多层堆叠扩散焊时的毛坯尺寸精度。
一种减小复材零件变形的成型方法.pdf
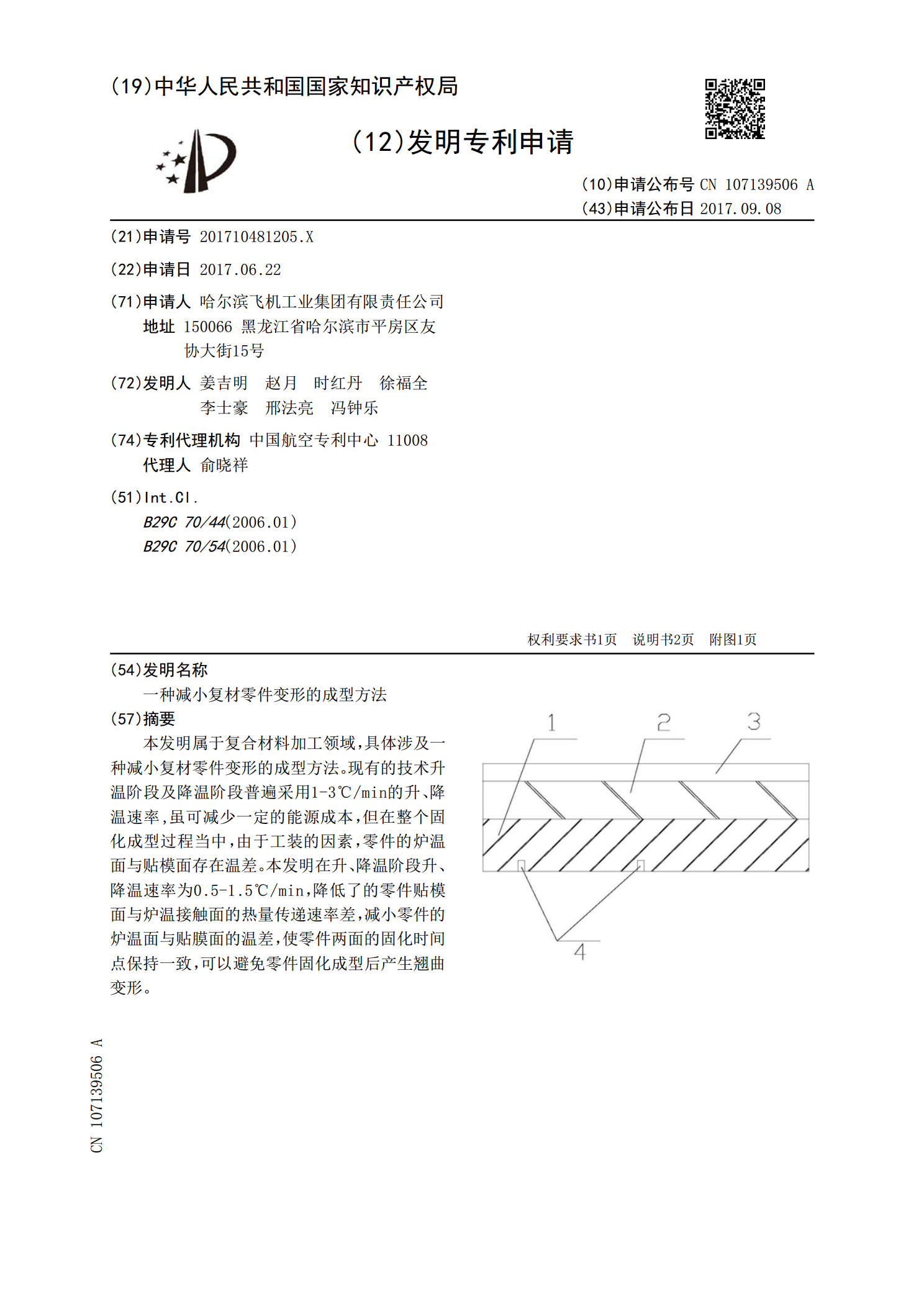
本发明属于复合材料加工领域,具体涉及一种减小复材零件变形的成型方法。现有的技术升温阶段及降温阶段普遍采用1‑3℃/min的升、降温速率,虽可减少一定的能源成本,但在整个固化成型过程当中,由于工装的因素,零件的炉温面与贴模面存在温差。本发明在升、降温阶段升、降温速率为0.5‑1.5℃/min,降低了的零件贴模面与炉温接触面的热量传递速率差,减小零件的炉温面与贴膜面的温差,使零件两面的固化时间点保持一致,可以避免零件固化成型后产生翘曲变形。

减小套类零件淬火变形的新方法.docx
减小套类零件淬火变形的新方法标题:减小套类零件淬火变形的新方法摘要:套类零件在工业制造中广泛应用,而由于淬火过程中的热应力和冷却不均引起的变形问题一直困扰着制造行业。本论文提出了一种新方法,旨在减小套类零件淬火变形。通过调整淬火工艺参数、优化夹具设计以及应用热处理预调变形技术,可以有效降低套类零件的淬火变形。1.引言套类零件是制造行业中常见的机械零件,其性能要求高,尤其对尺寸精度要求严格。然而,在淬火过程中,由于热应力和冷却速率的不均匀分布,套类零件容易发生变形,导致产品的质量下降。因此,减小套类零件淬火
一种减小钛合金零件离子氮化变形的退火工艺方法.pdf
本发明属于钛合金热处理技术,具体涉及一种减小钛合金零件离子氮化变形的退火工艺方法。本发明减小钛合金零件离子氮化变形的退火工艺方法,在离子氮化前,对钛合金零件采用900±50℃的高温退火处理,并在该高温下保温2~8h,然后以30~80℃/min速率降温至200℃以下出炉。本发明工艺方法通过抬高退火温度,并进行阶梯温度控制整个退火过程,可以有效改善后续钛合金零件氮化变形,经实验证明,处理后的变形量可以比常规工艺减少50%,具有较大的实际应用价值。