
一种复合板材轧制矫直成形装置及方法.pdf

Th****s3

1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种复合板材轧制矫直成形装置及方法.pdf
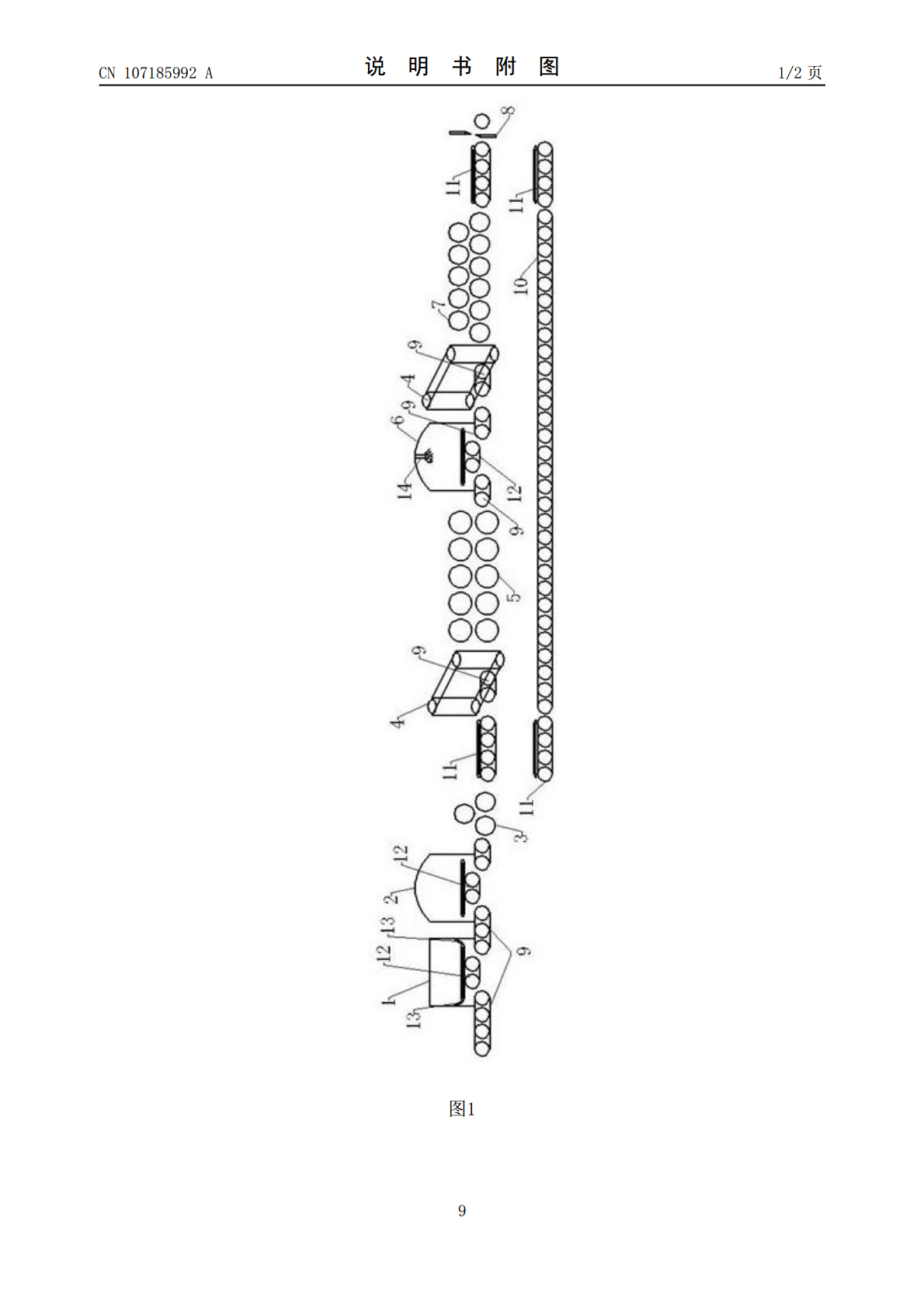
本发明公开了一种轧制矫直成形装置,特别是一种复合板材轧制矫直成形装置,属于新材料装置技术领域;该装置包括地上运输主辊道、地下运输主辊道,以及通过地上运输主辊道依次连接的真空室、加热炉、弯曲除磷装置、立辊定宽机、轧机组、冷却装置、矫直机和剪裁机,该弯曲除磷装置与立辊定宽机之间,以及矫直机与剪裁机之间还设置有可上下移动的地上地下衔接辅助辊道;本发明解决了传统装置占地面积大,轧制复合效果差的问题,不仅能增强两种金属板材结合面之间的复合强度,而且实现了往复轧制矫直流水线一体化,同时能提高板材的平直度并在一定程度上

一种用于板材的电磁-多点复合成形装置及其成形方法.pdf
本发明公开了一种用于板材的电磁‑多点复合成形装置,包括上冲头和下冲头,多个所述上冲头阵列形成所述凸模,多个所述下冲头阵列形成所述凹模,所述凸模和/或凹模内设置有可上下位移的线圈支撑杆,所述线圈支撑杆的靠近所述板材的一端设置有可对所述板材成形的电磁线圈。本发明一方面可以将计算机控制上冲头和下冲头的位置形成形状可变的“柔性模具”,从而实现不同形状的板材的快速成形;另一方面通过电磁成形实现板材,回弹的大幅度降低甚至完全消除,提升了板材成形的质量。
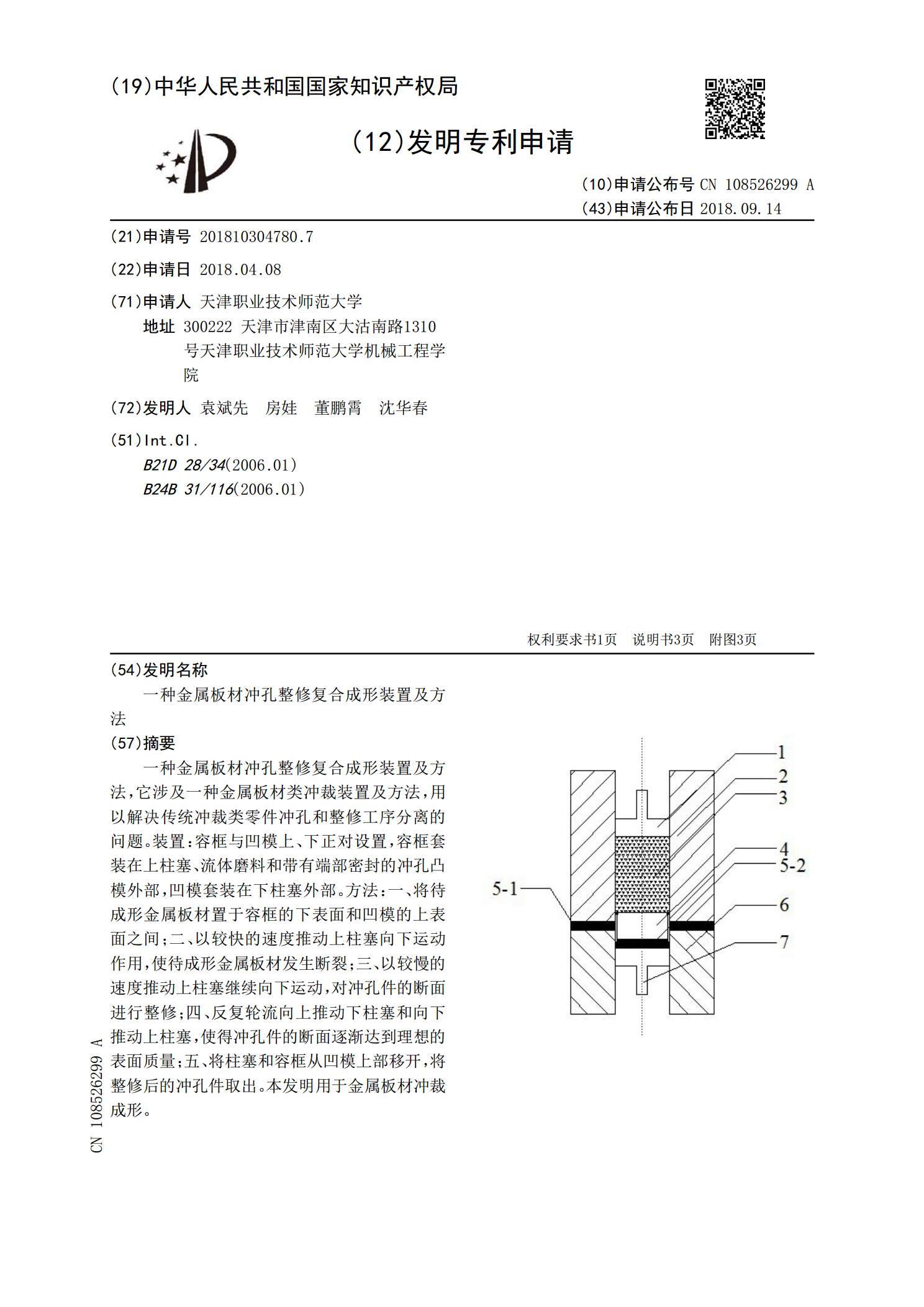
一种金属板材冲孔整修复合成形装置及方法.pdf
一种金属板材冲孔整修复合成形装置及方法,它涉及一种金属板材类冲裁装置及方法,用以解决传统冲裁类零件冲孔和整修工序分离的问题。装置:容框与凹模上、下正对设置,容框套装在上柱塞、流体磨料和带有端部密封的冲孔凸模外部,凹模套装在下柱塞外部。方法:一、将待成形金属板材置于容框的下表面和凹模的上表面之间;二、以较快的速度推动上柱塞向下运动作用,使待成形金属板材发生断裂;三、以较慢的速度推动上柱塞继续向下运动,对冲孔件的断面进行整修;四、反复轮流向上推动下柱塞和向下推动上柱塞,使得冲孔件的断面逐渐达到理想的表面质量;
一种金属板轧制复合方法、轧制成型复合板材和轧辊.pdf
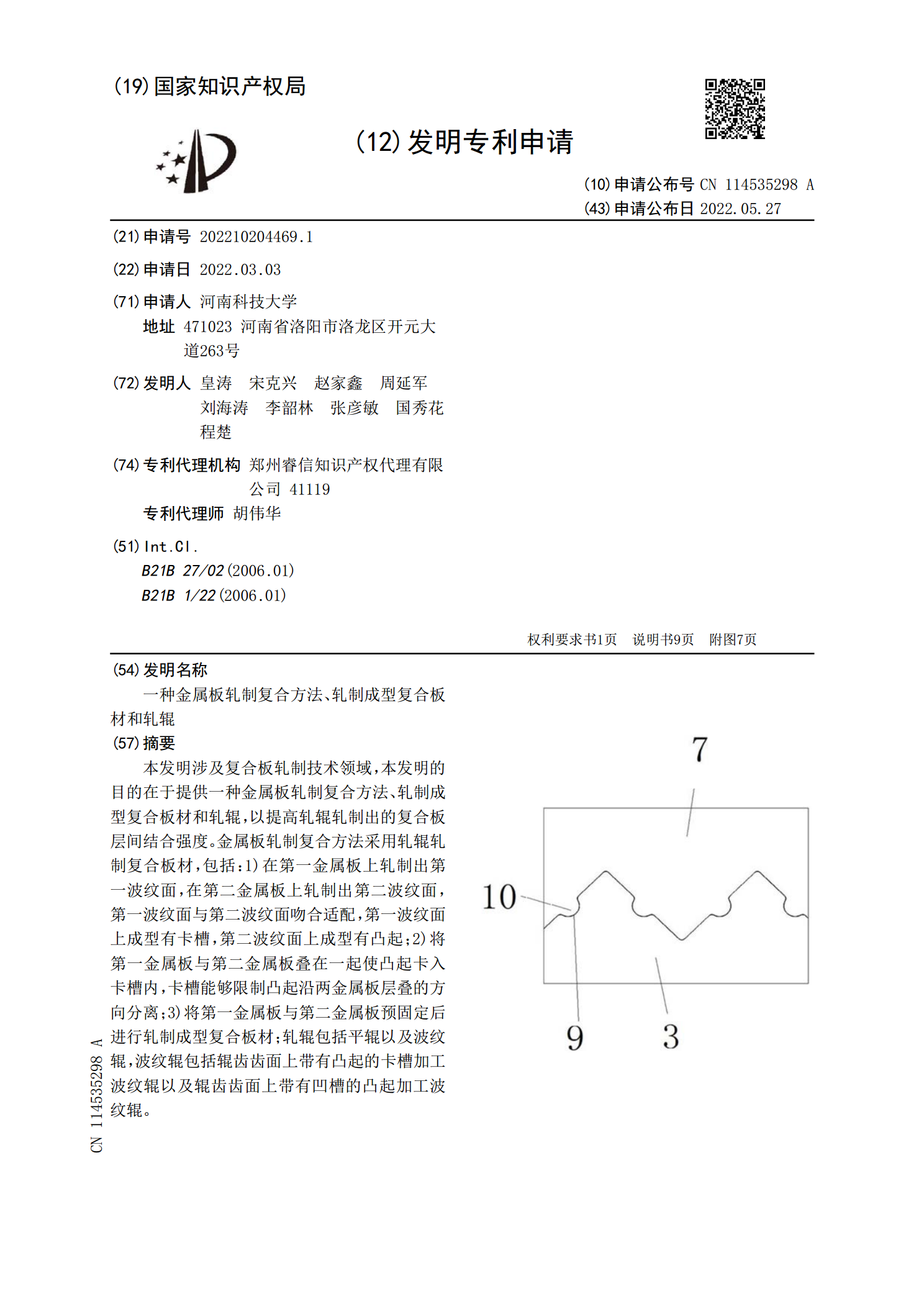
本发明涉及复合板轧制技术领域,本发明的目的在于提供一种金属板轧制复合方法、轧制成型复合板材和轧辊,以提高轧辊轧制出的复合板层间结合强度。金属板轧制复合方法采用轧辊轧制复合板材,包括:1)在第一金属板上轧制出第一波纹面,在第二金属板上轧制出第二波纹面,第一波纹面与第二波纹面吻合适配,第一波纹面上成型有卡槽,第二波纹面上成型有凸起;2)将第一金属板与第二金属板叠在一起使凸起卡入卡槽内,卡槽能够限制凸起沿两金属板层叠的方向分离;3)将第一金属板与第二金属板预固定后进行轧制成型复合板材;轧辊包括平辊以及波纹辊,波
一种钛钢复合板材的轧制方法.pdf
本发明提供了一种钛钢复合板材的轧制方法,包括以下步骤:一、选取上层为钛板、下层为钢板的钛钢复合板材;二、进行表面预处理;三、置于加热炉中进行加热和均热处理;四、在热轧机上轧制,并用高压水进行除鳞及冷却。本发明根据钛板与钢板在高温状态下的不同物理特性,通过设定适当的加热和均热工艺,并在轧制过程中采用高压水进行除鳞和冷却,不仅大大减少了钛钢复合板表面的氧化皮,而且清除了钛钢复合板表面的杂物,同时采用不同水流量为钛板和钢板冷却以达到钛板与钢板变形程度相当的功效,有效防止了钛钢复合板在轧制过程中的扣头或上翘现象,