
一种汽车齿轮冷挤压工艺.pdf

岚风****55

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车齿轮冷挤压工艺.pdf
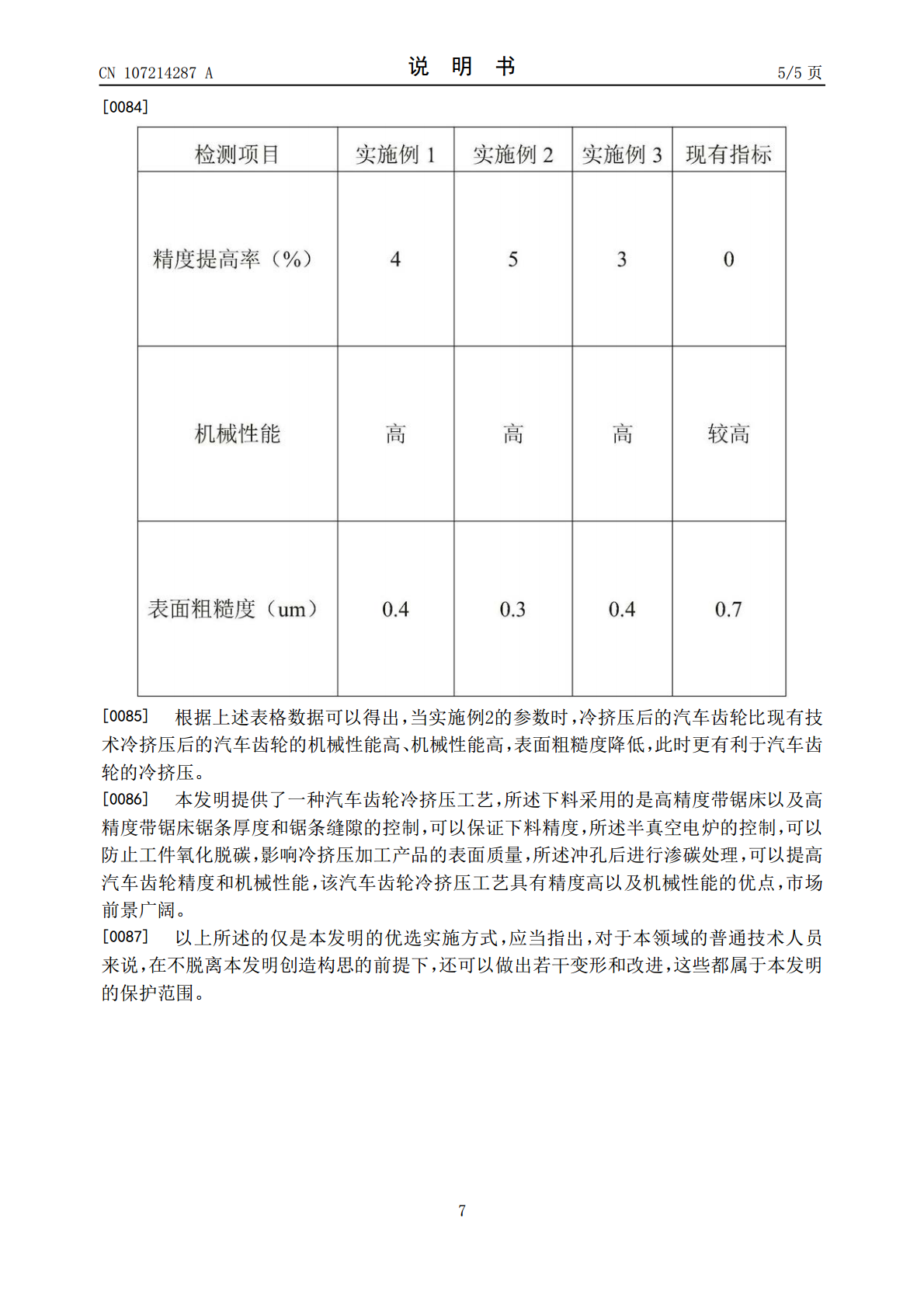
本发明公开了一种汽车齿轮冷挤压工艺,所述下料采用的是高精度带锯床以及高精度带锯床锯条厚度和锯条缝隙的控制,可以保证下料精度,所述半真空电炉的控制,可以防止工件氧化脱碳,影响冷挤压加工产品的表面质量,所述冲孔后进行渗碳处理,可以提高汽车齿轮精度和机械性能,该汽车齿轮冷挤压工艺具有精度高以及机械性能的优点,市场前景广阔。

一种汽车齿轮冷挤压装置.pdf
本发明公开了一种汽车齿轮冷挤压装置,包括机床支撑台、上安装板,包括下模座、下浮动模组、锥形块、下模顶杆、上模座、上浮动模组、上模、下模、支座、连杆,与现有技术相比,将材料切割成合适的尺寸,将切割好的材料放置在下模中,上模与下模合并,从而完成挤压加工,从而达到一次性将齿轮加工成型,成型后,用脚往下踩动连杆,从而推动锥形块,使得顶杆将工件顶出下模,由于该装置是采用上浮动模座与下浮动模组组成的双浮动挤压成型,即实现了无飞边双向挤压,提高了材料的利用率,该装置结构简单,通过一次性冷挤压成型提高了加工效率。

一种齿轮轴冷挤压工艺及模具.pdf
本发明公开了一种齿轮轴冷挤压工艺及模具,属于齿轮轴加工技术领域;在加工齿轮轴零件时通常采用切削的加工方法,其生产工艺较复杂,成本较高,效率较低,质量也不易保证,而且工人劳动强度大,为解决现有技术的不足,本发明提供一种齿轮轴冷挤压工艺及模具,工艺为:1、坯料形状和尺寸的确定,2、坯料的软化处理,3、坯料表面处理及润滑,4、冷挤压毛坯;模具主要由上底板、固定圈、模柄、上垫板、凸模、上螺杆、调节螺母、内层凹模、中加强圈、顶出杆、下底板、下螺杆、顶板、顶杆、顶出杆座套、齿形镶块凹模、下垫板、导柱、外加强圈和导套组

一种内齿轮的冷挤压成形工艺及模具.pdf
本发明提供的是一种内齿轮的冷挤压精密成形工艺及模具技术,具体涉及冷挤压成形的贯通圆柱直齿内齿轮的成形工艺及模具。其工艺步骤为:下料制坯—冷挤压成形—退料—脱模—修整。贯通内齿轮冷挤压成形模具主要由齿形冲头、凹模和退料环等组件组成。齿形冲头上部连接一个冲头座以便于挤压时压力机压块向下运动:齿形冲头设计由导向部分和齿形成形部分组成,导向部分的长度与坯料的高度相仿,直径略小于坯料内径,齿形成形部分设计有45°的导向角;退料环的上端设计有45°的斜面。模具的顶料圈和顶块能实现内齿轮的快速脱模。本发明的优点是:加工

一种齿轮轴冷挤压模具及其挤压工艺.pdf
本发明公开了一种齿轮轴冷挤压模具及其挤压工艺,所述冷挤压模具包括齿轮模,所述齿轮模的上方设置下盖模,所述下盖模上设置上模座,所述上模座内自上而下依次安装垫板、螺纹中径模以及方榫模,且所述方榫模与下盖模之间设置压管模,冷挤压工艺包括以下步骤:将原材料的头部镦粗;采用粗车或粗磨提高工件表面粗糙度,工件表面附着一层润滑膜,让工件与模具接触顺畅,挤齿:将头部的齿轮及中部的方榫一次挤压成型,上述冷挤压模具及其挤压工艺具有生产效率高、生产的零件精度及表面粗糙度高以及节省原材料的优点。