
一种齿轮轴冷挤压模具及其挤压工艺.pdf

fu****级甜


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种齿轮轴冷挤压模具及其挤压工艺.pdf
本发明公开了一种齿轮轴冷挤压模具及其挤压工艺,所述冷挤压模具包括齿轮模,所述齿轮模的上方设置下盖模,所述下盖模上设置上模座,所述上模座内自上而下依次安装垫板、螺纹中径模以及方榫模,且所述方榫模与下盖模之间设置压管模,冷挤压工艺包括以下步骤:将原材料的头部镦粗;采用粗车或粗磨提高工件表面粗糙度,工件表面附着一层润滑膜,让工件与模具接触顺畅,挤齿:将头部的齿轮及中部的方榫一次挤压成型,上述冷挤压模具及其挤压工艺具有生产效率高、生产的零件精度及表面粗糙度高以及节省原材料的优点。

一种齿轮轴冷挤压工艺及模具.pdf
本发明公开了一种齿轮轴冷挤压工艺及模具,属于齿轮轴加工技术领域;在加工齿轮轴零件时通常采用切削的加工方法,其生产工艺较复杂,成本较高,效率较低,质量也不易保证,而且工人劳动强度大,为解决现有技术的不足,本发明提供一种齿轮轴冷挤压工艺及模具,工艺为:1、坯料形状和尺寸的确定,2、坯料的软化处理,3、坯料表面处理及润滑,4、冷挤压毛坯;模具主要由上底板、固定圈、模柄、上垫板、凸模、上螺杆、调节螺母、内层凹模、中加强圈、顶出杆、下底板、下螺杆、顶板、顶杆、顶出杆座套、齿形镶块凹模、下垫板、导柱、外加强圈和导套组

齿轮轴冷挤压工艺及模具设计.docx
齿轮轴冷挤压工艺及模具设计标题:齿轮轴冷挤压工艺及模具设计摘要:冷挤压是一种常用的金属成形工艺,在齿轮轴的生产过程中起着重要的作用。本文将首先介绍齿轮轴的冷挤压工艺原理及其优势,然后详细探讨相关的模具设计要点,以使读者对齿轮轴冷挤压工艺及模具设计有更全面的理解。关键词:齿轮轴;冷挤压;模具设计一、引言齿轮轴是一种常用的机械零部件,广泛应用于各种传动装置中。传统的齿轮轴制造方法通常采用切削加工,但这种方法存在工序繁多、成本高、材料利用率低等问题。相比之下,冷挤压工艺具有成本低、生产效率高以及材料利用率高的优

冷挤压工艺与模具 PPT.ppt
冷挤压工艺与模具冷挤压分类1.正挤压2.反挤压3.复合挤压4.径向挤压1-坯料;2-挤压件;3-凹模;4-凸模1坯料;2-挤压件;3-顶杆;4-凹模;5-凸模1坯料;2-挤压件;3-凹模;4-凸模1-坯料;2-上模;3-凸模;4-挤压件;5-下模;6—顶杆径向挤压零件大家应该也有点累了,稍作休息镦挤法成形零件冷挤压特点:(1)坯料变形区塑性好,变形抗力大;(2)冷挤压零件质量高,其尺寸公差一般可以达到IT7级,表面粗糙度Ra可以达到1.6~0.2μm;(3)生产效率高;(4)节约原材料。加工工艺比较1.冷
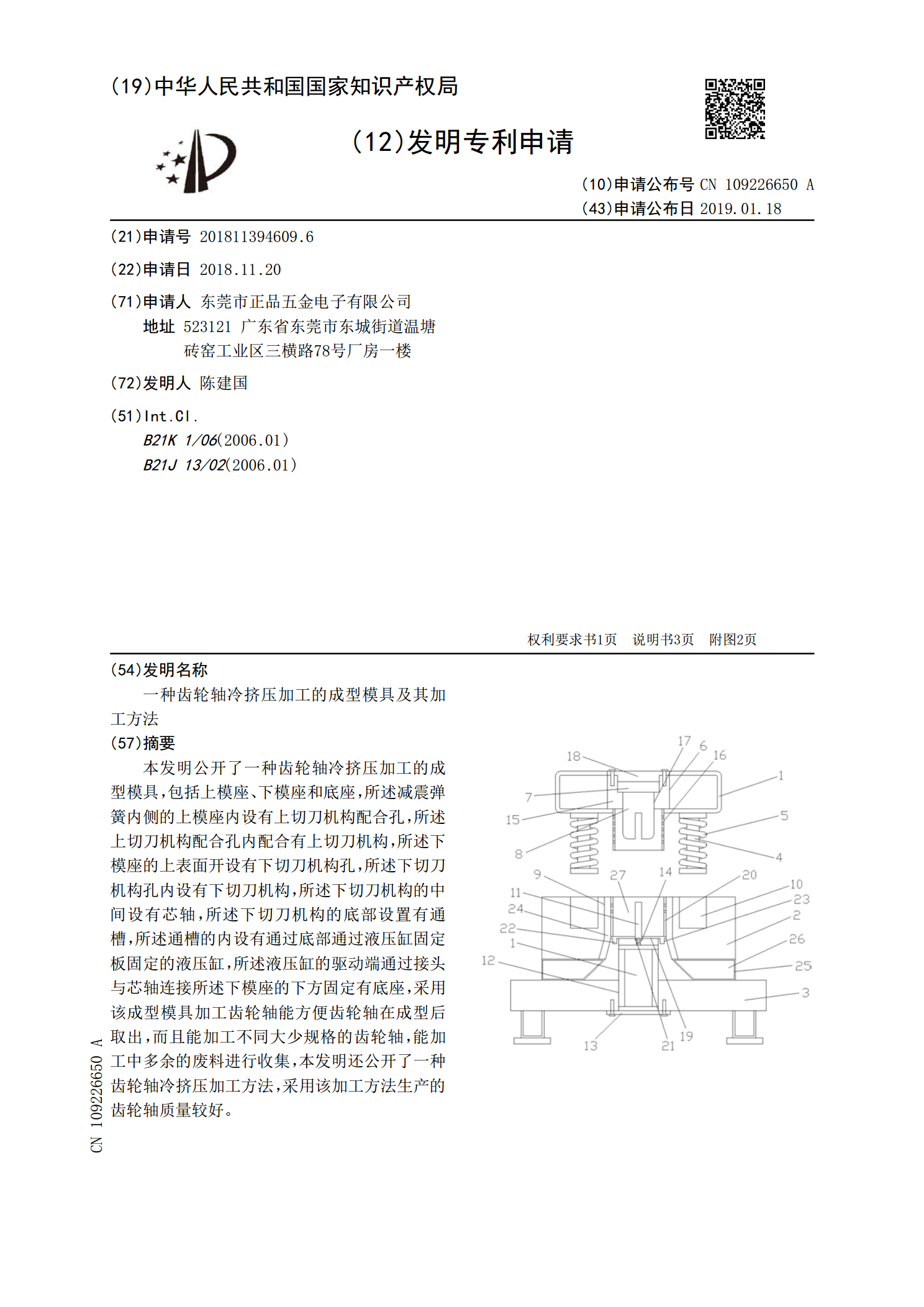
一种齿轮轴冷挤压加工的成型模具及其加工方法.pdf
本发明公开了一种齿轮轴冷挤压加工的成型模具,包括上模座、下模座和底座,所述减震弹簧内侧的上模座内设有上切刀机构配合孔,所述上切刀机构配合孔内配合有上切刀机构,所述下模座的上表面开设有下切刀机构孔,所述下切刀机构孔内设有下切刀机构,所述下切刀机构的中间设有芯轴,所述下切刀机构的底部设置有通槽,所述通槽的内设有通过底部通过液压缸固定板固定的液压缸,所述液压缸的驱动端通过接头与芯轴连接所述下模座的下方固定有底座,采用该成型模具加工齿轮轴能方便齿轮轴在成型后取出,而且能加工不同大少规格的齿轮轴,能加工中多余的废料