
一种小齿轮锻造工艺.pdf

是你****晨呀

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种小齿轮锻造工艺.pdf
本发明涉及锻造领域,具体是一种小齿轮锻造工艺,包括以下步骤:加热坯料至1200℃,保温3小时,使用上下砧块,坯料经过一次镦粗、一次拔长、二次镦粗、二次拔长滚圆至直径φ330mm,595mm长;根据两端小台阶尺寸,进行分料,并回炉;将上下平砧块换成斜面锻造工装;拔出φ220±8mm端台阶;换面,拔出φ282±8mm端台阶,完成后对坯料进行回炉;使用上下模具夹持两端台阶,进模对中间面进行镦粗,将中间齿面厚度271±4mm锻造到位;脱模,对中间齿面直径进行滚圆,至要求外径尺寸;再进上下模进行最终整形,得到成品毛
一种小齿轮加工工艺.pdf
本发明公开了一种小齿轮加工工艺,其特征在于,材料选用22CrNi2MoNbH钢,其加工工艺包含以下步骤:锻造毛坯—毛坯等温退火—初精加工齿轮—齿轮渗碳—高温回火—齿轮加工—齿轮淬火—齿轮低温回火—精磨齿轮。本发明的一种小齿轮加工工艺,采用22CrNi2MoNbH钢材料,并通过改变小齿轮内部组织结构,提高齿轮的抗弯曲疲劳能力、抗接触疲劳能力、齿轮的啮合强度。
一种小齿轮高频淬火工艺.pdf
本发明涉及金属热处理技术领域,具体涉及一种小齿轮高频淬火工艺,采用全固态高频感应加热设备对小齿轮进行加工,包括:步骤一:对渗碳后的小齿轮高频淬火,温度为60℃,淬火介质为浓度10-15%的AQ251水溶液,淬火时间2h;步骤二:回火,温度200℃,时间3h;步骤三:对小齿轮进行探伤检查。本发明所公开的一种小齿轮高频淬火工艺,工艺路线设计合理,能够保证加工齿轮的服役要求,使小齿轮具有较强的刚度、耐磨性和疲劳强度。
一种齿轮锻造炉及其锻造工艺.pdf
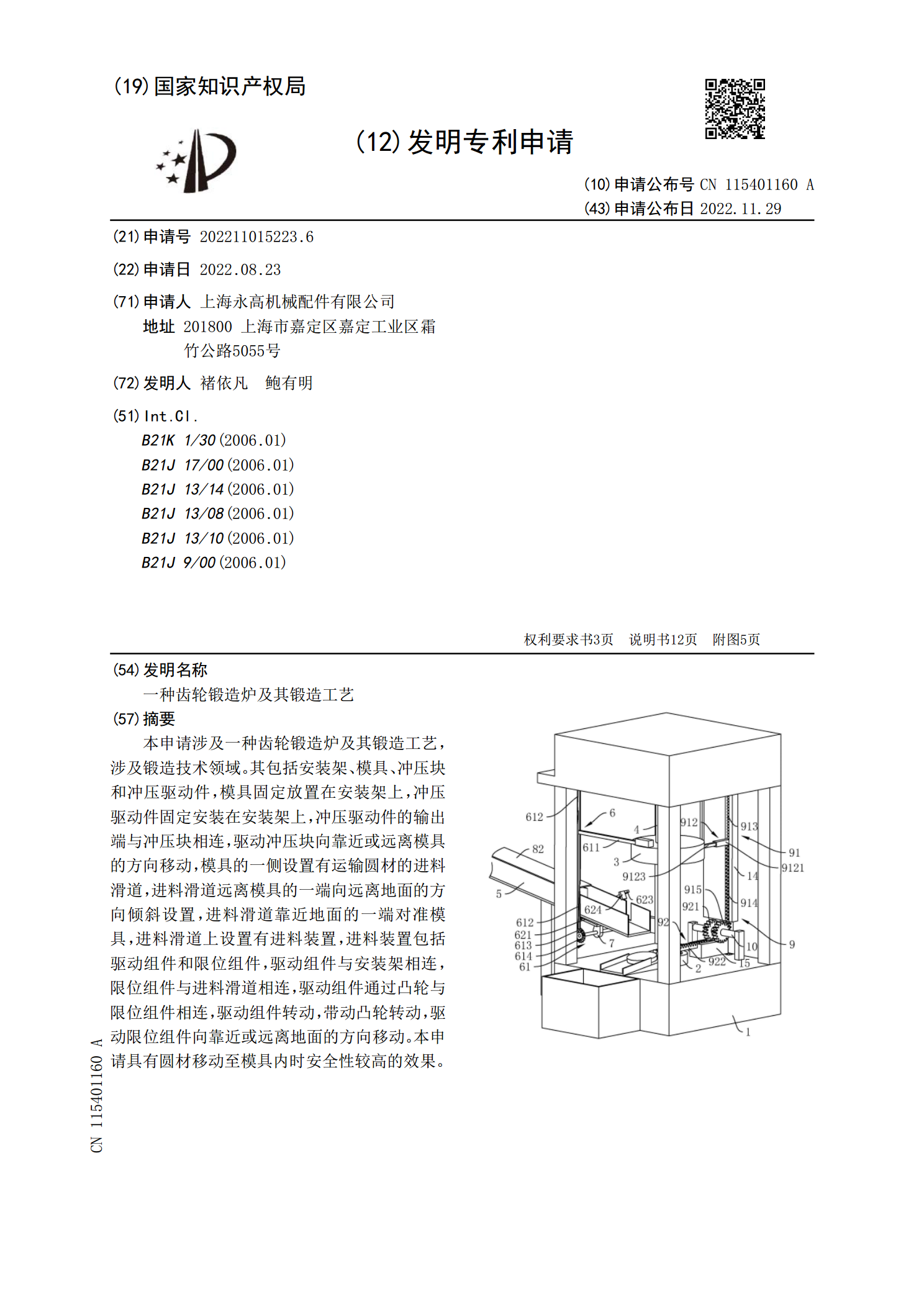
本申请涉及一种齿轮锻造炉及其锻造工艺,涉及锻造技术领域。其包括安装架、模具、冲压块和冲压驱动件,模具固定放置在安装架上,冲压驱动件固定安装在安装架上,冲压驱动件的输出端与冲压块相连,驱动冲压块向靠近或远离模具的方向移动,模具的一侧设置有运输圆材的进料滑道,进料滑道远离模具的一端向远离地面的方向倾斜设置,进料滑道靠近地面的一端对准模具,进料滑道上设置有进料装置,进料装置包括驱动组件和限位组件,驱动组件与安装架相连,限位组件与进料滑道相连,驱动组件通过凸轮与限位组件相连,驱动组件转动,带动凸轮转动,驱动限位组

一种锻造齿轮模具及其锻造工艺.pdf
本发明公开了一种锻造齿轮模具,涉及一种模具,具体包括底座和工作台以及下模和上模,所述底座上通过支撑脚安装工作台,工作台上安装有用于齿轮锻造的下模,工作台的顶面四角处分别通过一根支撑杆与顶板的底面固定连接,顶板的底面中部通过液压缸安装有用于进行锻造工作的冲锤,顶板的四角处均滑动安装有竖直的连接杆,连接杆的顶端分别与升降板的底面四角处固定连接,连接杆的底端分别与安装板的顶面四角处固定连接,安装板位于冲锤的下方,安装板的底面安装有用于锻造齿轮的上模。本发明在实施过程中,通过上模和下模以及滑块的配合作用使齿轮能够