
短流程轧制合金化镀层热成形钢及其制造方法.pdf

悠柔****找我

1/7

2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
短流程轧制合金化镀层热成形钢及其制造方法.pdf
本发明公开了一种短流程轧制合金化镀层热成形钢的方法,包括电炉或转炉冶炼、精炼、中薄板坯连铸、铸坯均热、轧制、层流冷却、卷取、合金化热浸镀、光整、落料、加热奥氏体化和模具冲压成形淬火的步骤。本发明还公开了上述方法制备得到的短流程轧制合金化镀层热成形钢。本发明相对现有技术减少了冷连轧工序,其工艺流程大大缩短,钢水经连续浇铸成中薄板坯后经短暂加热后直接轧制成薄板,工序成本大幅降低,且带钢的板形良好,厚度精度高,能实现“以热代冷”目的。另外,本发明表面氧化铁皮粒度细小可控,厚度在5μm左右,从而突破了现有技术所生
短流程轧制锌铝镁镀层热成形钢及其制造方法.pdf
本发明公开了一种短流程轧制锌铝镁镀层热成形钢的方法,包括铁水脱硫、电炉(或转炉)冶炼、精炼、连铸、均热炉、轧制、层流冷却、卷取、热浸镀、光整、落料、奥氏体化和模具冲压成形淬火的步骤。本发明还公开了上述方法制备得到的短流程轧制锌铝镁镀层热成形钢。本发明相对现有技术减少了冷连轧工序,其工艺流程大大缩短,钢水经连续浇铸成中薄板坯后经短暂加热后直接轧制成薄板,工序成本大幅降低。通过较高的氢气还原和两段露点控制,可使钢板基体表面,形成细小致密的FeO和少量的Fe

直接轧制对热成形钢GA镀层性能的影响的任务书.docx
直接轧制对热成形钢GA镀层性能的影响的任务书任务书:直接轧制对热成形钢GA镀层性能的影响一、研究背景热成形钢(HotStampingSteel,HSS)是一种新型的汽车用钢材料,具有高强度、高硬度、高延展性和高耐腐蚀性等优点,广泛应用于汽车车身组件和安全部件等领域。GA钢是一种普通的低碳钢,在热成形钢中得到广泛应用。GA钢具有优异的成型性、焊接性和表面性能,但强度和硬度较低,不适用于要求高强度和高硬度的车身组件。为了提高GA钢的强度和硬度,通常采用热成形技术和涂层技术相结合的方法来改进其性能。在这种方法中

热成形钢的制造方法.pdf
本发明公开了一种热成形钢的制造方法,该热成形钢通过电炉或者转炉冶炼、精炼、中薄板坯连铸、铸坯均热、轧制、层流冷却、卷取、酸洗、合金化热镀锌、落料、加热奥氏体化和模具冲压成形淬火制造而成,本发明在保证热成形钢性能的情况下,采用热轧+酸洗+镀锌的工艺,节省了冷轧工序,生产成本较低。该方法生产的热成形钢在后续的热成形过程中镀层不会发生开裂,有效提高热成形钢镀层表面质量。本发明克服现有工艺存在的不足,不增加额外的设施和投入,本发明投资少、见效快,操作方便。
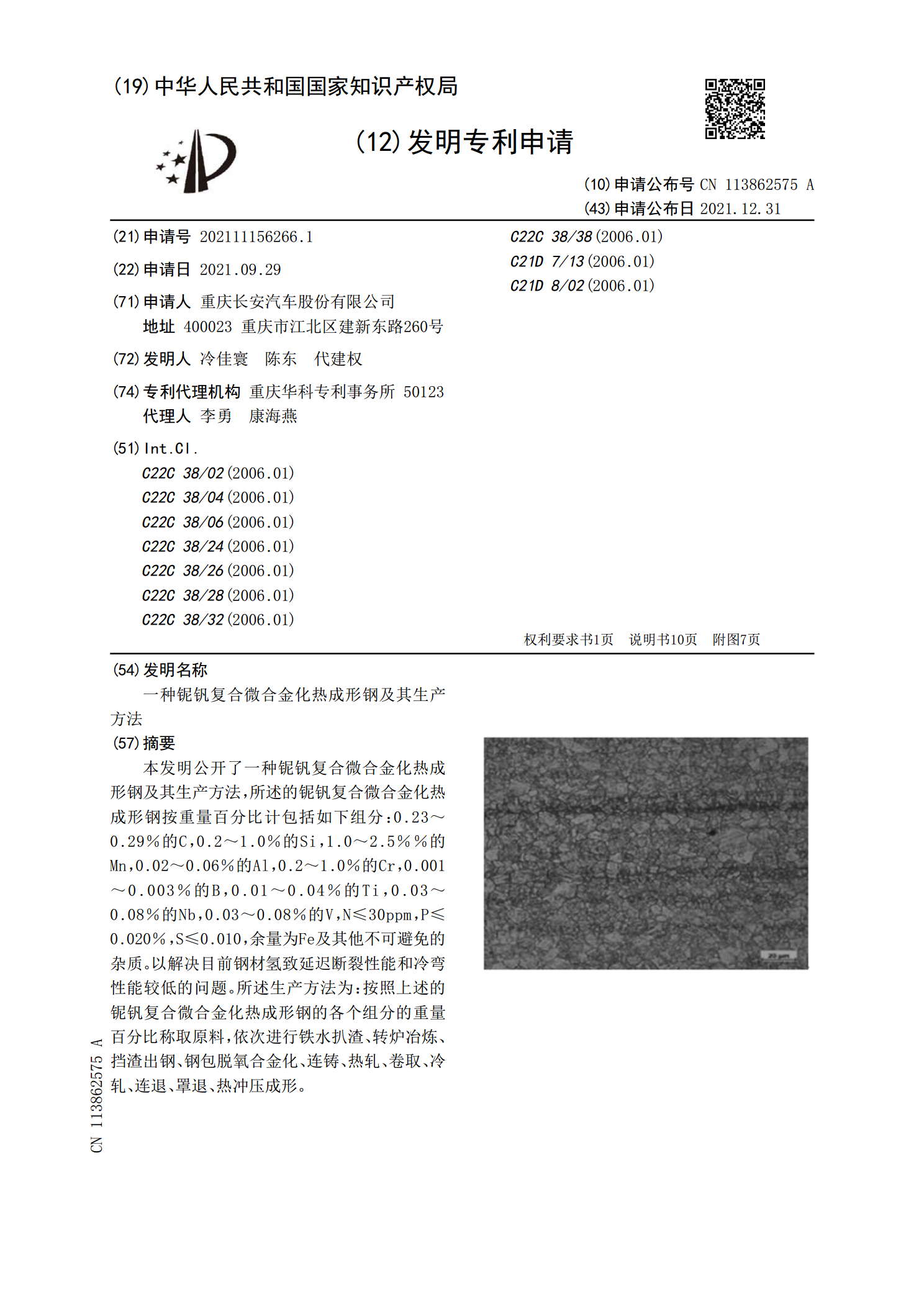
一种铌钒复合微合金化热成形钢及其生产方法.pdf
本发明公开了一种铌钒复合微合金化热成形钢及其生产方法,所述的铌钒复合微合金化热成形钢按重量百分比计包括如下组分:0.23~0.29%的C,0.2~1.0%的Si,1.0~2.5%%的Mn,0.02~0.06%的Al,0.2~1.0%的Cr,0.001~0.003%的B,0.01~0.04%的Ti,0.03~0.08%的Nb,0.03~0.08%的V,N≤30ppm,P≤0.020%,S≤0.010,余量为Fe及其他不可避免的杂质。以解决目前钢材氢致延迟断裂性能和冷弯性能较低的问题。所述生产方法为:按照上述