
一种冷轧连退炉加热段导向辊热凸度电机转速设定方法.pdf

一吃****瀚文

1/10

2/10

3/10
4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种冷轧连退炉加热段导向辊热凸度电机转速设定方法.pdf
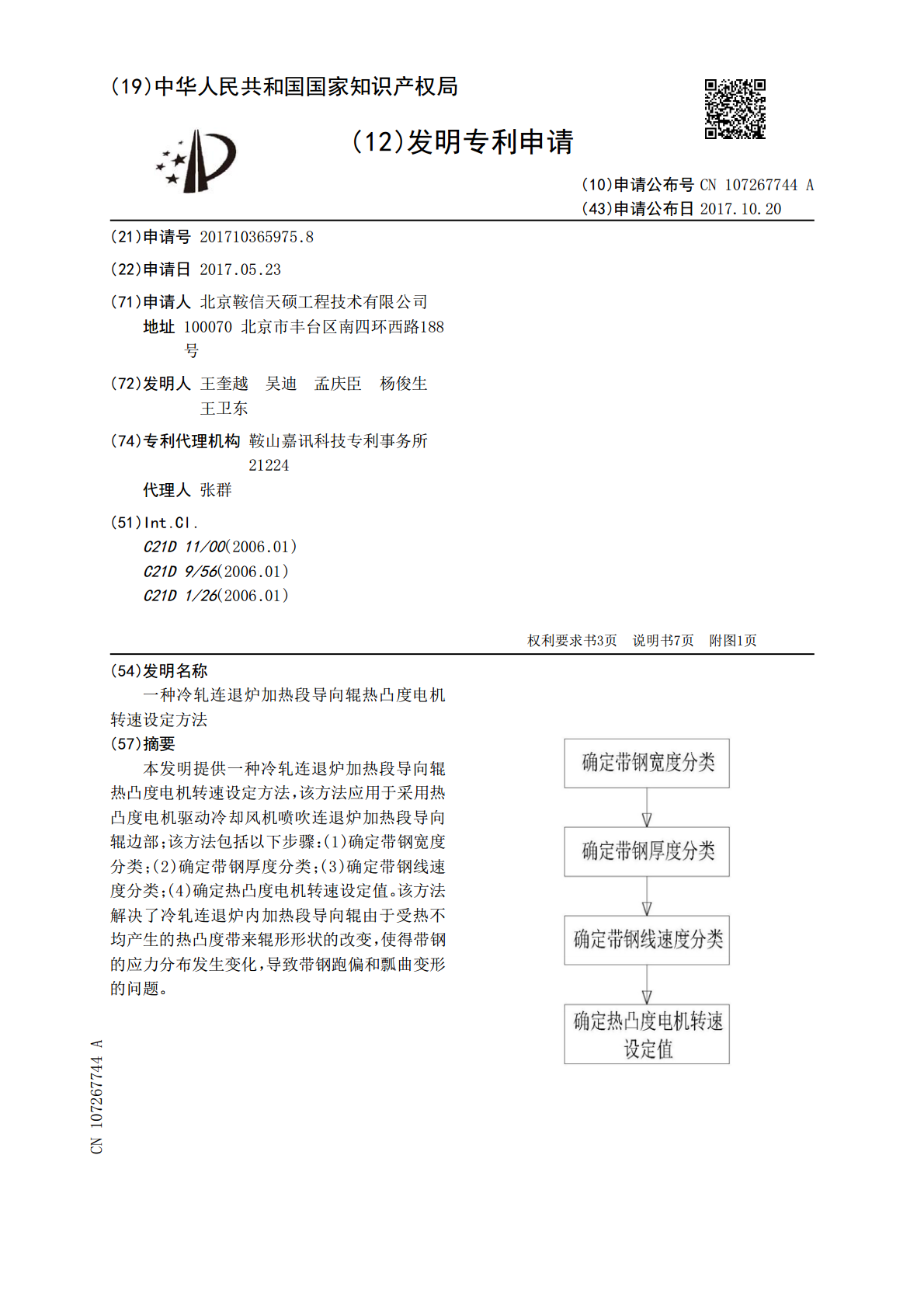
本发明提供一种冷轧连退炉加热段导向辊热凸度电机转速设定方法,该方法应用于采用热凸度电机驱动冷却风机喷吹连退炉加热段导向辊边部;该方法包括以下步骤:(1)确定带钢宽度分类;(2)确定带钢厚度分类;(3)确定带钢线速度分类;(4)确定热凸度电机转速设定值。该方法解决了冷轧连退炉内加热段导向辊由于受热不均产生的热凸度带来辊形形状的改变,使得带钢的应力分布发生变化,导致带钢跑偏和瓢曲变形的问题。

一种冷轧带钢连退加热炉防跑偏张力设定方法.pdf
本发明公开了一种冷轧带钢连退加热炉防跑偏张力设定方法,包括以下步骤:监控生产线的跟踪数据,连退加热炉前张紧辊修正跟踪数据,当监测到带钢头部进入连退加热炉前50m的位置时,执行下一步骤;根据带钢厚度、带钢宽度、带钢加热温度来计算不同规格带钢对应的防跑偏张力目标参数;防跑偏张力目标参数存储到PLC的数据块中,待到带钢头部进入入口处前时触发判断,根据炉内带钢生产情况来选择执行逻辑;PLC执行逻辑判断作业,在各自区域的触发时刻执行张力切换逻辑,当带钢尾部离开终冷段之后,完成本卷带钢的张力设定规程。本发明能提高产品
一种连退机组全炉段炉辊辊型曲线设定方法及系统.pdf
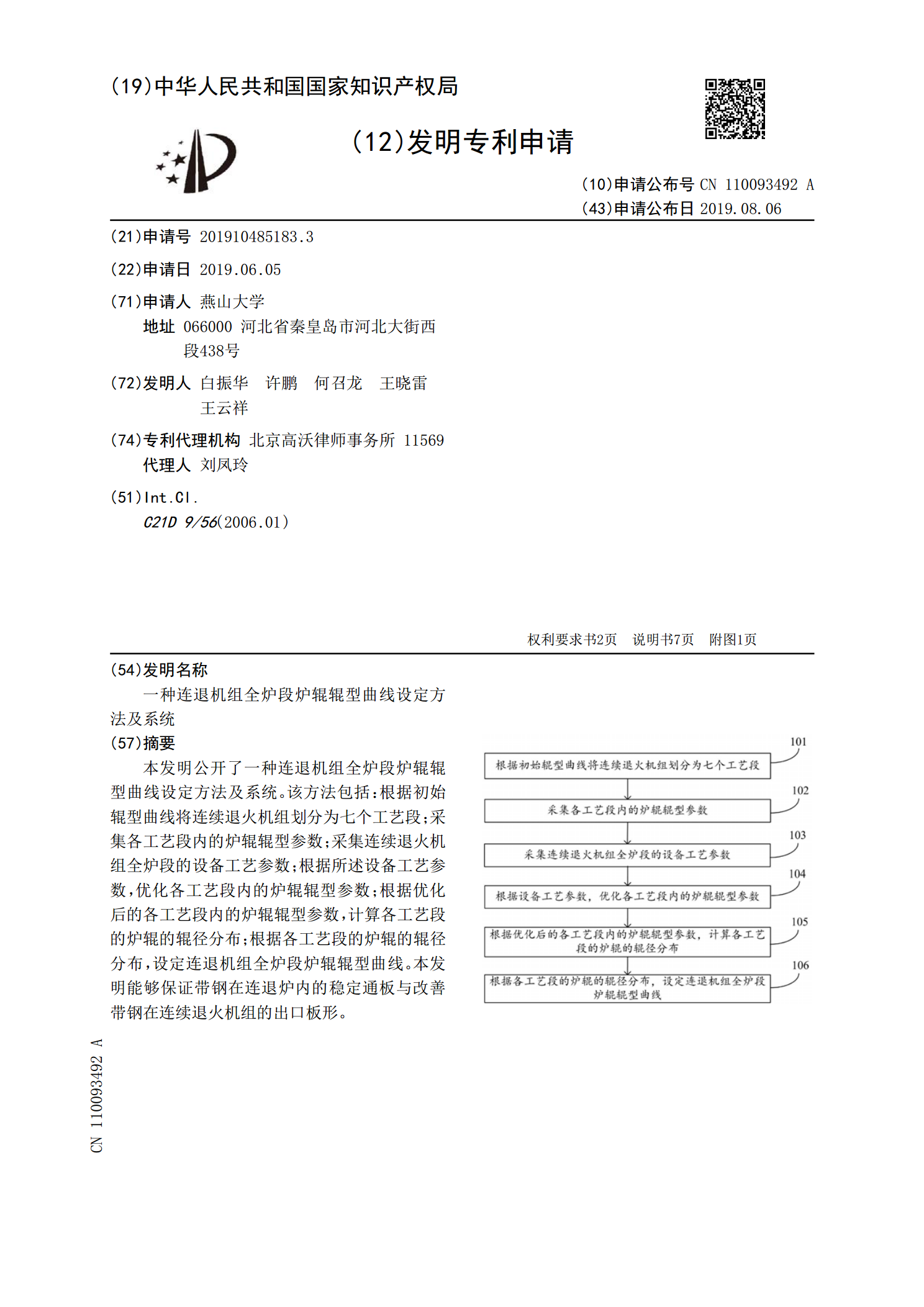
本发明公开了一种连退机组全炉段炉辊辊型曲线设定方法及系统。该方法包括:根据初始辊型曲线将连续退火机组划分为七个工艺段;采集各工艺段内的炉辊辊型参数;采集连续退火机组全炉段的设备工艺参数;根据所述设备工艺参数,优化各工艺段内的炉辊辊型参数;根据优化后的各工艺段内的炉辊辊型参数,计算各工艺段的炉辊的辊径分布;根据各工艺段的炉辊的辊径分布,设定连退机组全炉段炉辊辊型曲线。本发明能够保证带钢在连退炉内的稳定通板与改善带钢在连续退火机组的出口板形。
一种炉辊热凸度分布预测方法及装置.pdf
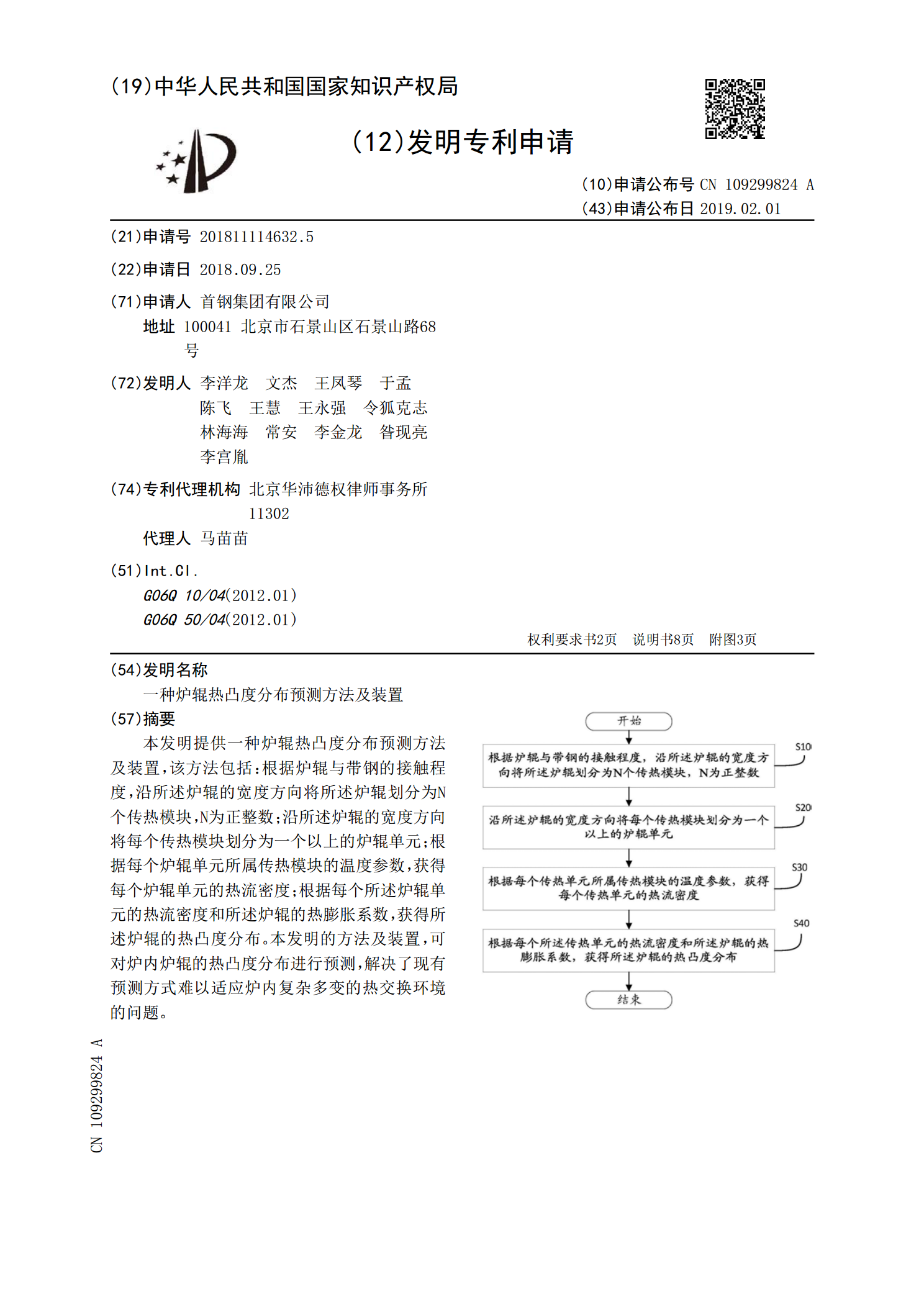
本发明提供一种炉辊热凸度分布预测方法及装置,该方法包括:根据炉辊与带钢的接触程度,沿所述炉辊的宽度方向将所述炉辊划分为N个传热模块,N为正整数;沿所述炉辊的宽度方向将每个传热模块划分为一个以上的炉辊单元;根据每个炉辊单元所属传热模块的温度参数,获得每个炉辊单元的热流密度;根据每个所述炉辊单元的热流密度和所述炉辊的热膨胀系数,获得所述炉辊的热凸度分布。本发明的方法及装置,可对炉内炉辊的热凸度分布进行预测,解决了现有预测方式难以适应炉内复杂多变的热交换环境的问题。

冷轧连退线防结露炉辊及其制备方法.pdf
本发明公开了一种冷轧连退线防结露炉辊及其制备方法,属于冶金轧钢机械领域。本发明的炉辊包括辊套,辊套的左右两端对称分布有左轴头和右轴头,辊套包括由外向内依次布置的外套、隔套和内套,外套与隔套之间,隔套与内套之间均采用间断焊接的方式,内套分别与左轴头、右轴头形成空冷结构。为保证炉辊运行稳定,延长使用寿命,本发明还公开了炉辊的制备方法,包括各零部件符合设计要求的制作及组装。本发明制备的炉辊包括双层冷却结构,即空冷结构和水冷结构,使炉辊内的冷却水被空冷结构隔离,炉辊内的辊面温度接近炉内温度,炉内气氛不易凝聚水珠而