
一种连退机组全炉段炉辊辊型曲线设定方法及系统.pdf

努力****振宇

1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种连退机组全炉段炉辊辊型曲线设定方法及系统.pdf
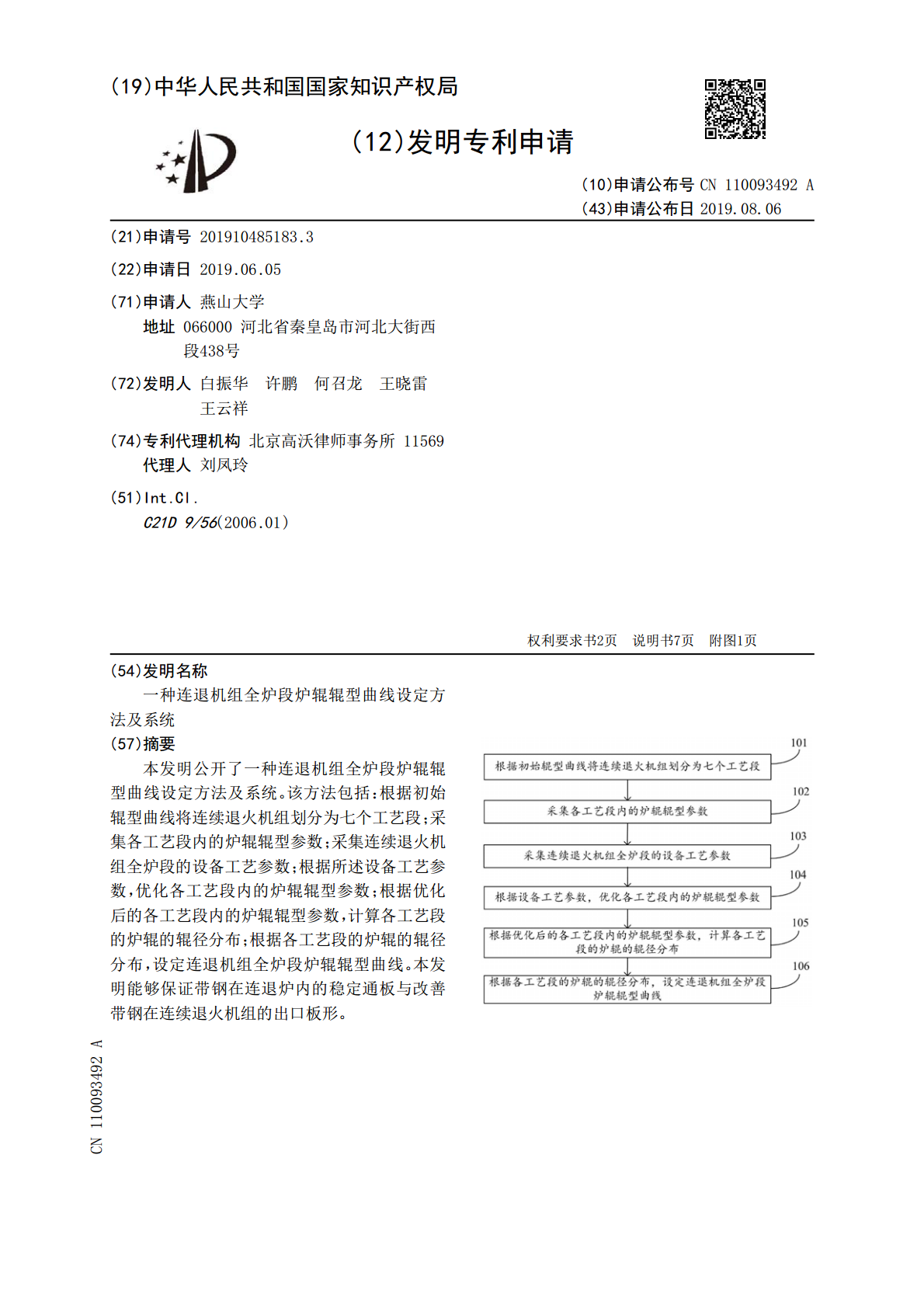
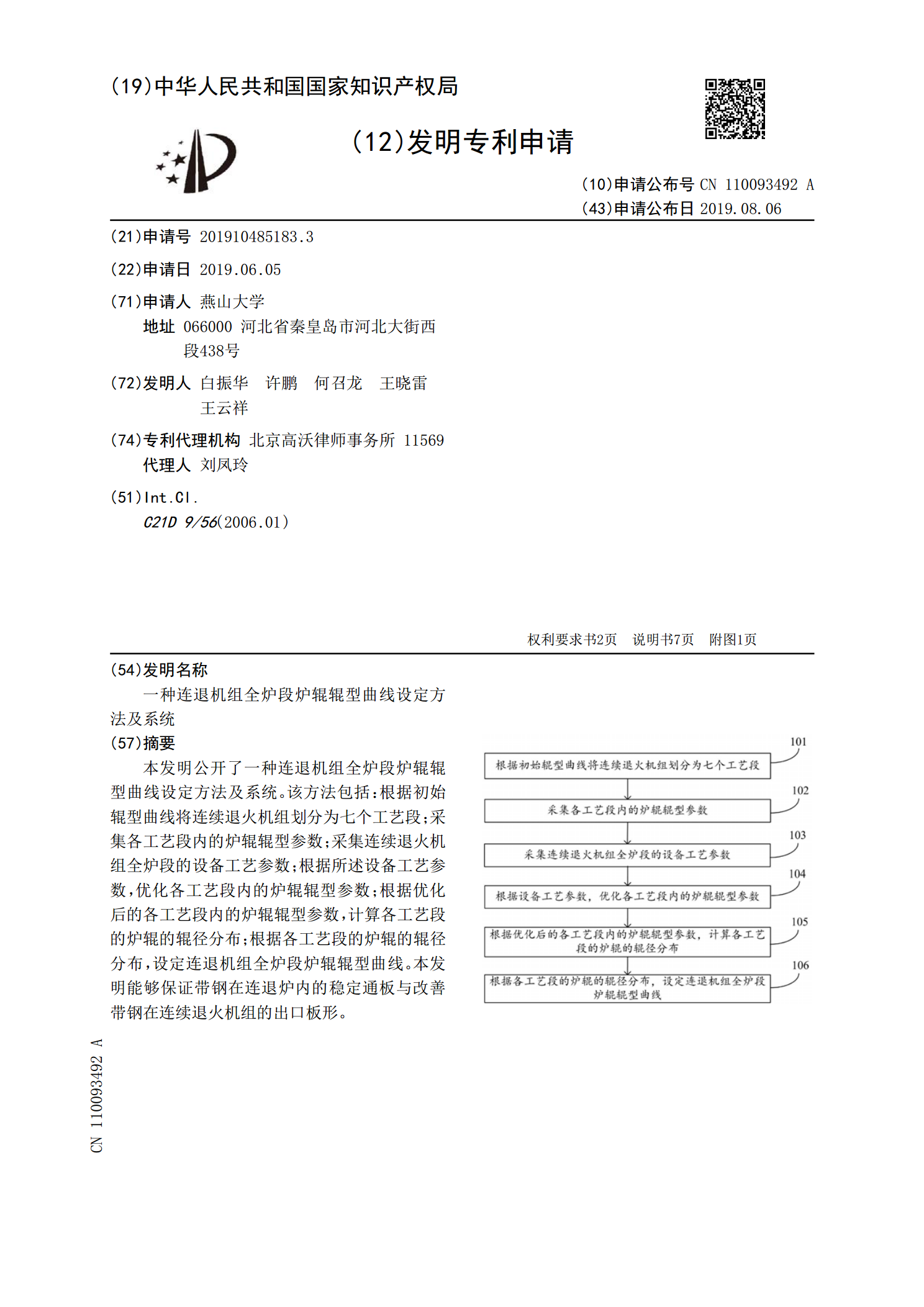
本发明公开了一种连退机组全炉段炉辊辊型曲线设定方法及系统。该方法包括:根据初始辊型曲线将连续退火机组划分为七个工艺段;采集各工艺段内的炉辊辊型参数;采集连续退火机组全炉段的设备工艺参数;根据所述设备工艺参数,优化各工艺段内的炉辊辊型参数;根据优化后的各工艺段内的炉辊辊型参数,计算各工艺段的炉辊的辊径分布;根据各工艺段的炉辊的辊径分布,设定连退机组全炉段炉辊辊型曲线。本发明能够保证带钢在连退炉内的稳定通板与改善带钢在连续退火机组的出口板形。
连退机组炉子段炉辊辊型的设计方法.pdf
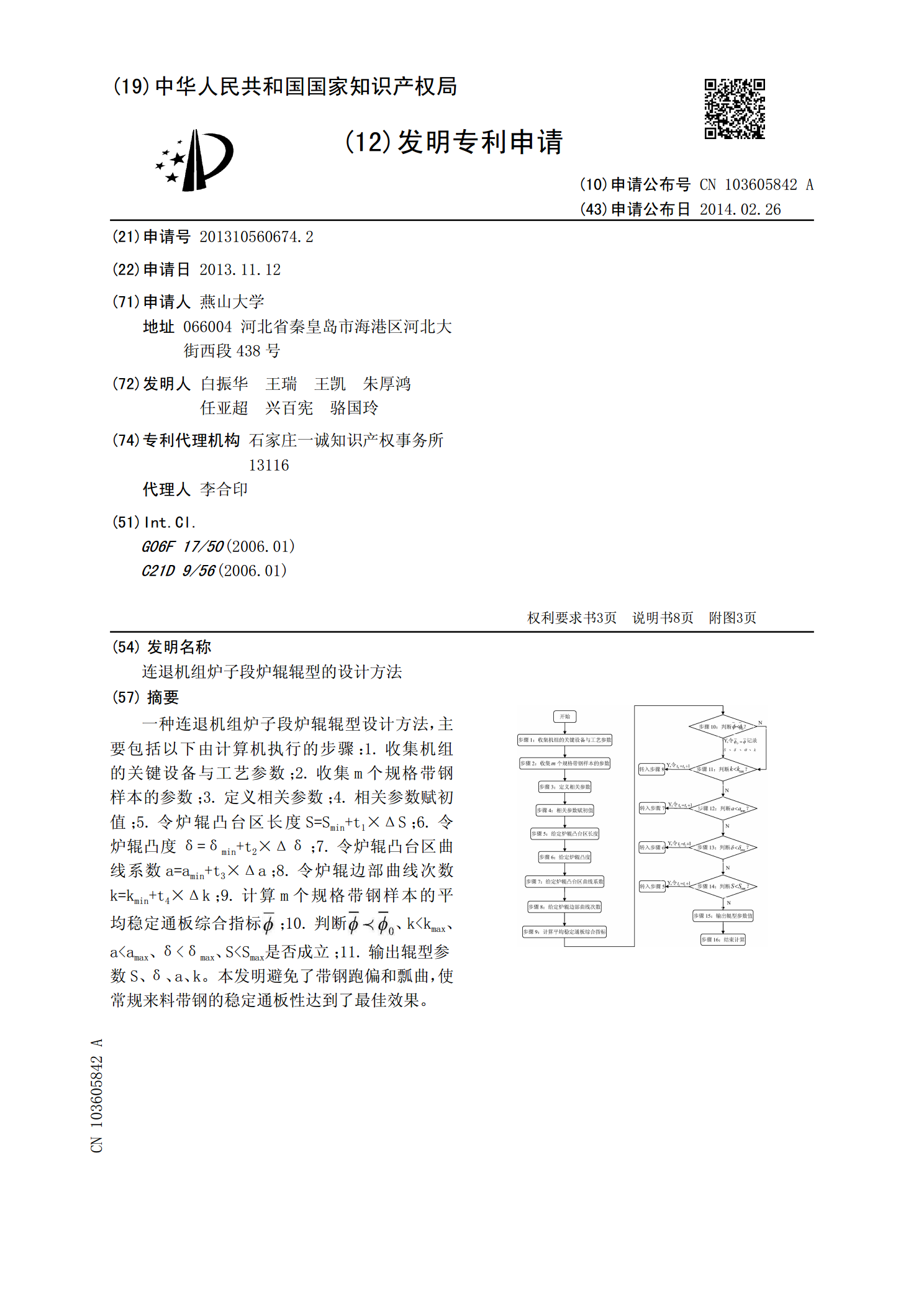
一种连退机组炉子段炉辊辊型设计方法,主要包括以下由计算机执行的步骤:1.收集机组的关键设备与工艺参数;2.收集m个规格带钢样本的参数;3.定义相关参数;4.相关参数赋初值;5.令炉辊凸台区长度S=Smin+t1×ΔS;6.令炉辊凸度δ=δmin+t2×Δδ;7.令炉辊凸台区曲线系数a=amin+t3×Δa;8.令炉辊边部曲线次数k=kmin+t4×Δk;9.计算m个规格带钢样本的平均稳定通板综合指标;10.判断、k

一种冷轧连退炉加热段导向辊热凸度电机转速设定方法.pdf
本发明提供一种冷轧连退炉加热段导向辊热凸度电机转速设定方法,该方法应用于采用热凸度电机驱动冷却风机喷吹连退炉加热段导向辊边部;该方法包括以下步骤:(1)确定带钢宽度分类;(2)确定带钢厚度分类;(3)确定带钢线速度分类;(4)确定热凸度电机转速设定值。该方法解决了冷轧连退炉内加热段导向辊由于受热不均产生的热凸度带来辊形形状的改变,使得带钢的应力分布发生变化,导致带钢跑偏和瓢曲变形的问题。
连退机组炉子段炉辊温度场与热辊型的预测方法.pdf
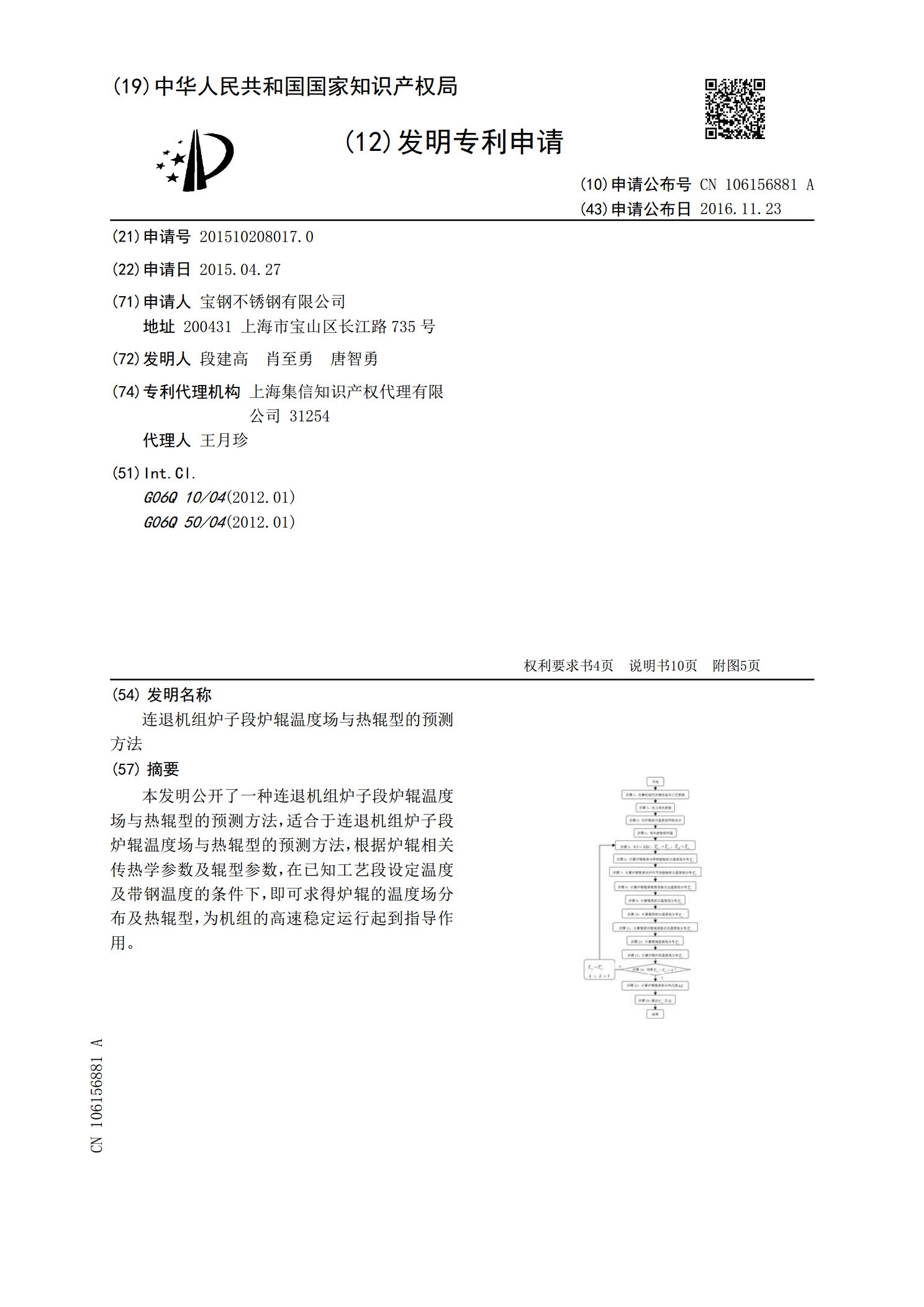
本发明公开了一种连退机组炉子段炉辊温度场与热辊型的预测方法,适合于连退机组炉子段炉辊温度场与热辊型的预测方法,根据炉辊相关传热学参数及辊型参数,在已知工艺段设定温度及带钢温度的条件下,即可求得炉辊的温度场分布及热辊型,为机组的高速稳定运行起到指导作用。
一种缓解连退炉炉辊结瘤的方法.pdf
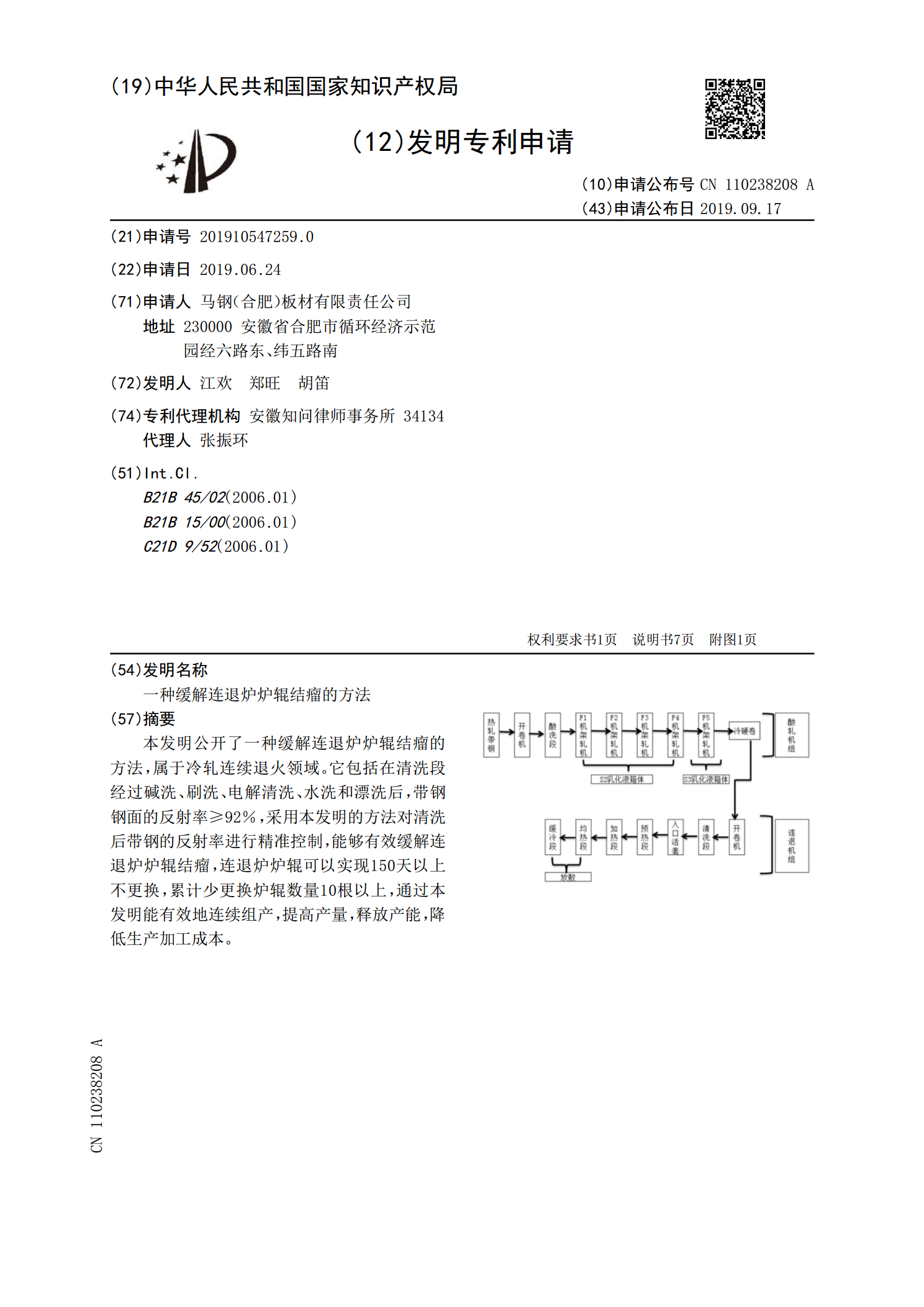
本发明公开了一种缓解连退炉炉辊结瘤的方法,属于冷轧连续退火领域。它包括在清洗段经过碱洗、刷洗、电解清洗、水洗和漂洗后,带钢钢面的反射率≥92%,采用本发明的方法对清洗后带钢的反射率进行精准控制,能够有效缓解连退炉炉辊结瘤,连退炉炉辊可以实现150天以上不更换,累计少更换炉辊数量10根以上,通过本发明能有效地连续组产,提高产量,释放产能,降低生产加工成本。