
一种玻璃包覆金属丝生产设备及工艺.pdf

一吃****海逸

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种玻璃包覆金属丝生产设备及工艺.pdf
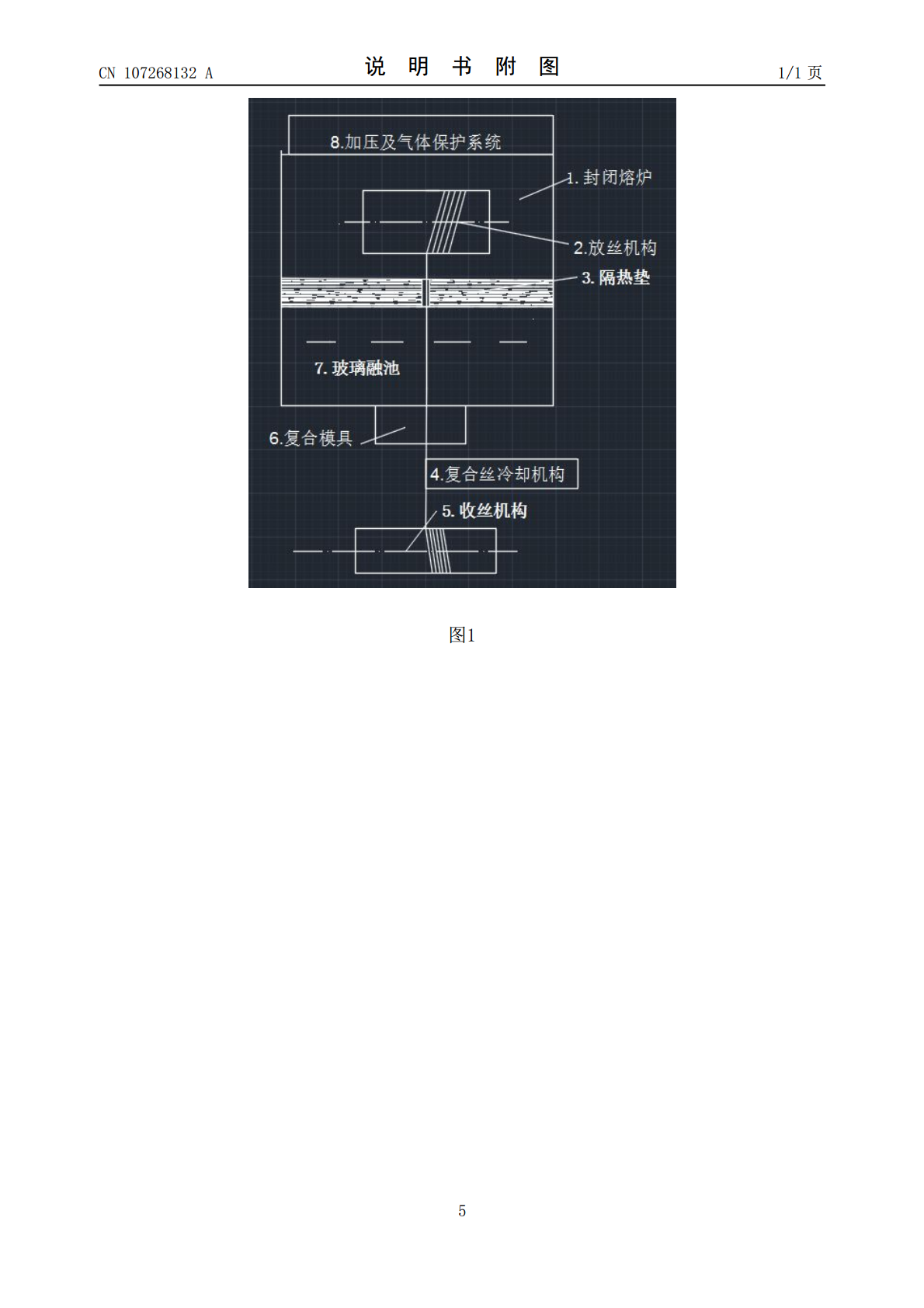
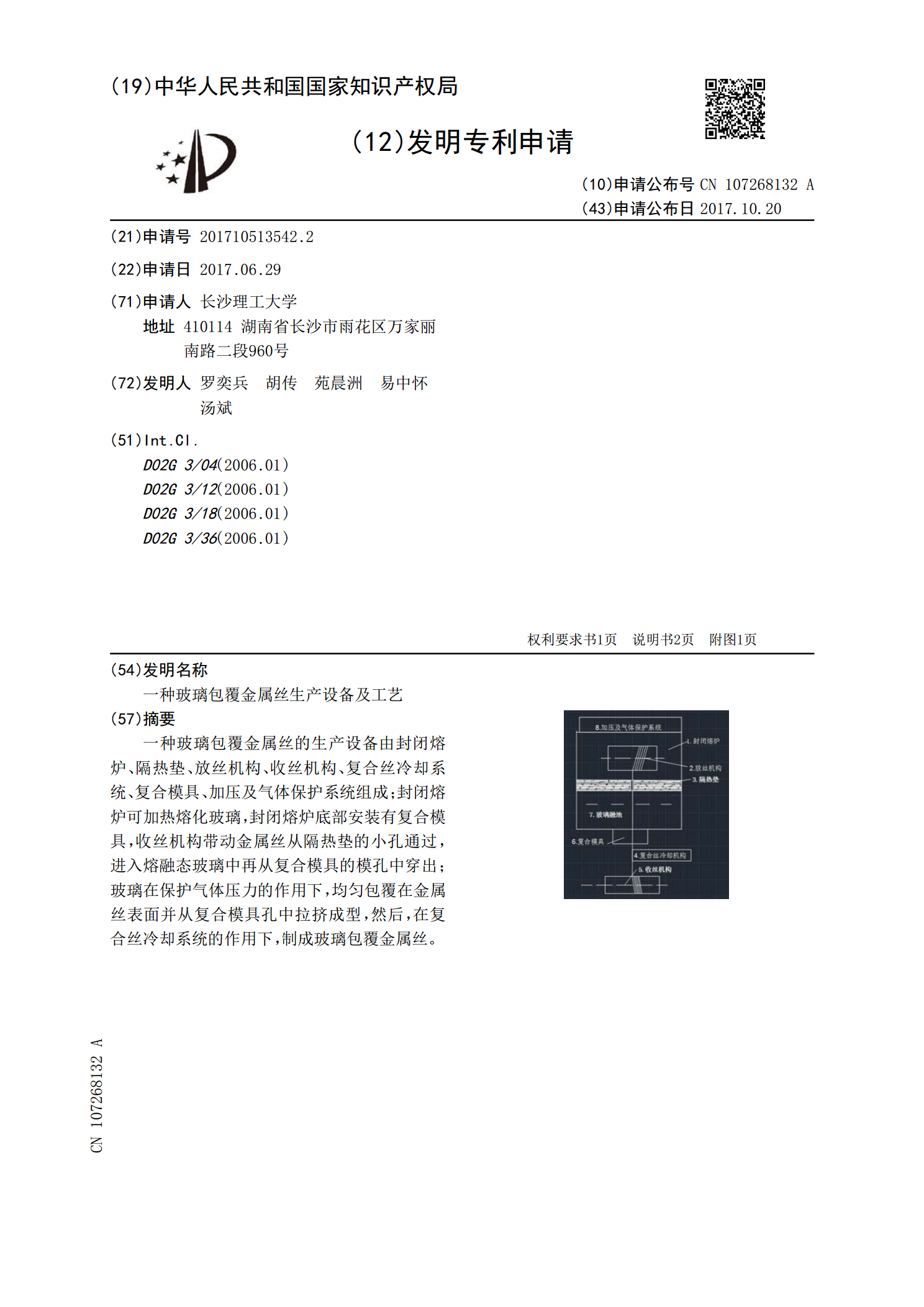
一种玻璃包覆金属丝的生产设备由封闭熔炉、隔热垫、放丝机构、收丝机构、复合丝冷却系统、复合模具、加压及气体保护系统组成;封闭熔炉可加热熔化玻璃,封闭熔炉底部安装有复合模具,收丝机构带动金属丝从隔热垫的小孔通过,进入熔融态玻璃中再从复合模具的模孔中穿出;玻璃在保护气体压力的作用下,均匀包覆在金属丝表面并从复合模具孔中拉挤成型,然后,在复合丝冷却系统的作用下,制成玻璃包覆金属丝。
一种玻璃包覆铜丝的生产工艺.pdf
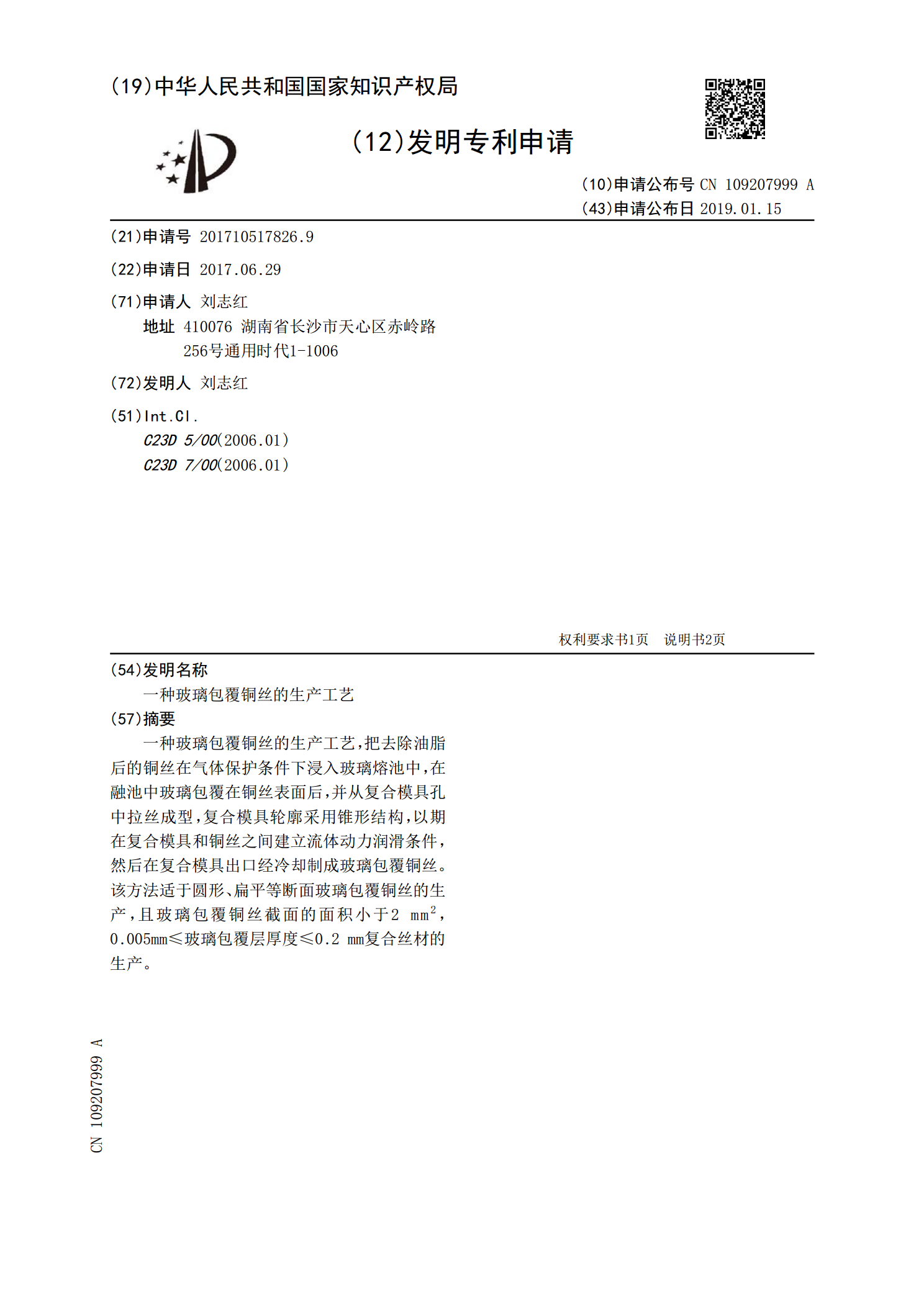
一种玻璃包覆铜丝的生产工艺,把去除油脂后的铜丝在气体保护条件下浸入玻璃熔池中,在融池中玻璃包覆在铜丝表面后,并从复合模具孔中拉丝成型,复合模具轮廓采用锥形结构,以期在复合模具和铜丝之间建立流体动力润滑条件,然后在复合模具出口经冷却制成玻璃包覆铜丝。该方法适于圆形、扁平等断面玻璃包覆铜丝的生产,且玻璃包覆铜丝截面的面积小于2mm
一种玻璃包覆不锈钢丝的生产工艺.pdf
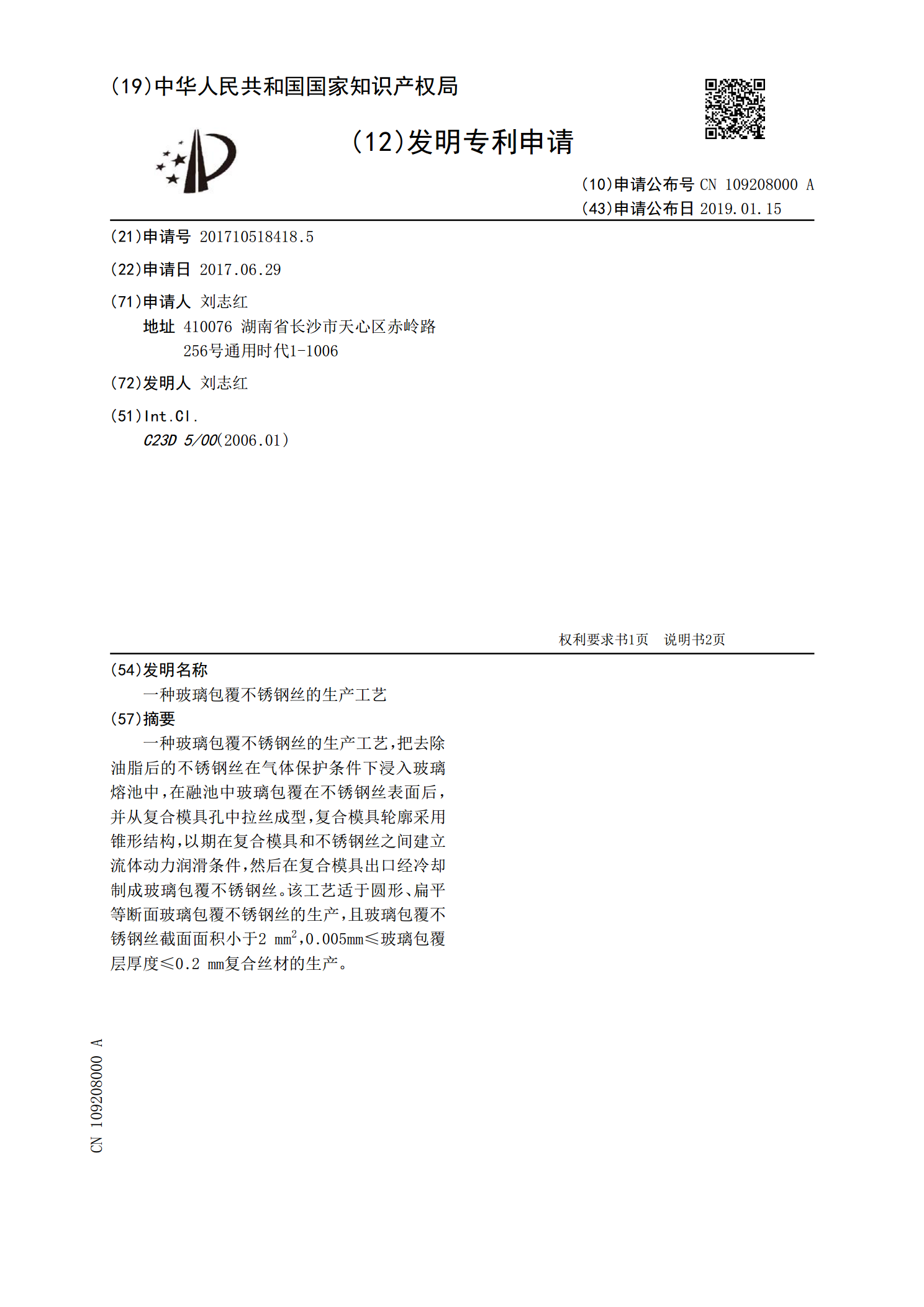
一种玻璃包覆不锈钢丝的生产工艺,把去除油脂后的不锈钢丝在气体保护条件下浸入玻璃熔池中,在融池中玻璃包覆在不锈钢丝表面后,并从复合模具孔中拉丝成型,复合模具轮廓采用锥形结构,以期在复合模具和不锈钢丝之间建立流体动力润滑条件,然后在复合模具出口经冷却制成玻璃包覆不锈钢丝。该工艺适于圆形、扁平等断面玻璃包覆不锈钢丝的生产,且玻璃包覆不锈钢丝截面面积小于2mm
一种玻璃叠片自动捆带包覆装置及其捆带包覆工艺.pdf
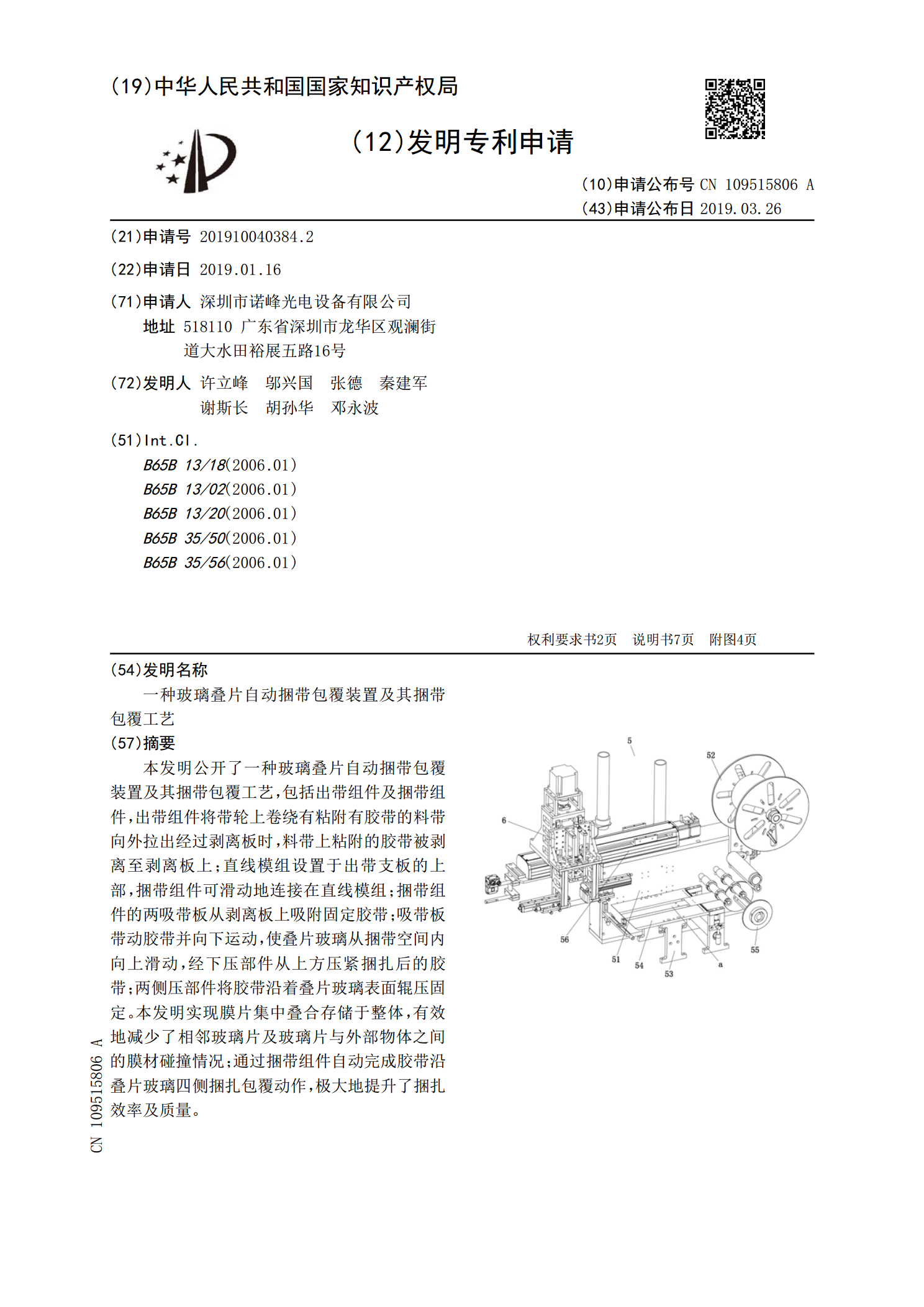
本发明公开了一种玻璃叠片自动捆带包覆装置及其捆带包覆工艺,包括出带组件及捆带组件,出带组件将带轮上卷绕有粘附有胶带的料带向外拉出经过剥离板时,料带上粘附的胶带被剥离至剥离板上;直线模组设置于出带支板的上部,捆带组件可滑动地连接在直线模组;捆带组件的两吸带板从剥离板上吸附固定胶带;吸带板带动胶带并向下运动,使叠片玻璃从捆带空间内向上滑动,经下压部件从上方压紧捆扎后的胶带;两侧压部件将胶带沿着叠片玻璃表面辊压固定。本发明实现膜片集中叠合存储于整体,有效地减少了相邻玻璃片及玻璃片与外部物体之间的膜材碰撞情况;通

汽车内饰件包覆设备及包覆工艺.pdf
本发明提供了一种汽车注塑件包覆设备,其包括机架,操作板固定于机架上,操作板开设有上料孔,操作板上设有与外部抽真空装置连接的抽气孔,机架上还设有检测装置;上料机构包括转盘,以及设于转盘上用于将内饰板提升至上料孔处的提升单元,转盘部分穿设在机架上,检测装置用于检测提升单元的位置,并因转盘的转动,在提升单元对准上料孔时,检测装置使转盘停止;送料机构,包括转动布置于机架两侧的放卷辊和收卷辊;还包括整合机构。本发明的汽车注塑件包覆设备,通过上料机构中的转盘和置物板,能够将内饰件送至上料孔处进行包覆,随后通过裁切单元