
一种玻璃包覆不锈钢丝的生产工艺.pdf

夏萍****文章


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种玻璃包覆不锈钢丝的生产工艺.pdf
一种玻璃包覆不锈钢丝的生产工艺,把去除油脂后的不锈钢丝在气体保护条件下浸入玻璃熔池中,在融池中玻璃包覆在不锈钢丝表面后,并从复合模具孔中拉丝成型,复合模具轮廓采用锥形结构,以期在复合模具和不锈钢丝之间建立流体动力润滑条件,然后在复合模具出口经冷却制成玻璃包覆不锈钢丝。该工艺适于圆形、扁平等断面玻璃包覆不锈钢丝的生产,且玻璃包覆不锈钢丝截面面积小于2mm
一种玻璃包覆铜丝的生产工艺.pdf
一种玻璃包覆铜丝的生产工艺,把去除油脂后的铜丝在气体保护条件下浸入玻璃熔池中,在融池中玻璃包覆在铜丝表面后,并从复合模具孔中拉丝成型,复合模具轮廓采用锥形结构,以期在复合模具和铜丝之间建立流体动力润滑条件,然后在复合模具出口经冷却制成玻璃包覆铜丝。该方法适于圆形、扁平等断面玻璃包覆铜丝的生产,且玻璃包覆铜丝截面的面积小于2mm

一种薄板包覆型材的生产工艺.pdf
本发明相比现有技术突出且有益的技术效果是:提供一种薄板包覆型材的生产工艺,通过智能干燥及温控系统保证包覆材与型材能够很好地通过胶水粘接,以达到提升美观度和档次,同时节约生产成本的目的,有效的解决了采用铝、铜、不锈钢等金属制造门框成本高的问题,同时解决了传统包覆工艺涂胶不均及在胶水粘接过程中缺乏温度控制导致包覆材与型材之间粘接不牢固、脱胶等问题,满足市场需求,同时节约生产成本。
一种铜合金贯通地线生产线包覆机组包覆轮生产工艺.pdf
本发明涉及一种铜合金贯通地线生产线包覆机组包覆轮生产工艺,其特征在于毛坯制作时选用W18Cr4V材质的圆钢,热锻镦粗成形;并在860-880℃下退火2小时,在730-750℃下保温2小时,并炉冷至室温;粗加工后淬火处理;将包覆轮加热至1270±10℃并保温30min后,浸入淬冷油中快速冷却;再在550-570℃下回火三次;渗氮处理;包覆轮在560℃温度下渗氮8小时,出炉后油冷,渗入层深度0.13-0.18mm,维氏硬度HV780-820。选择高硬度材料作为毛坯,经过热处理和渗氮等多工序处理,增加其他原子压
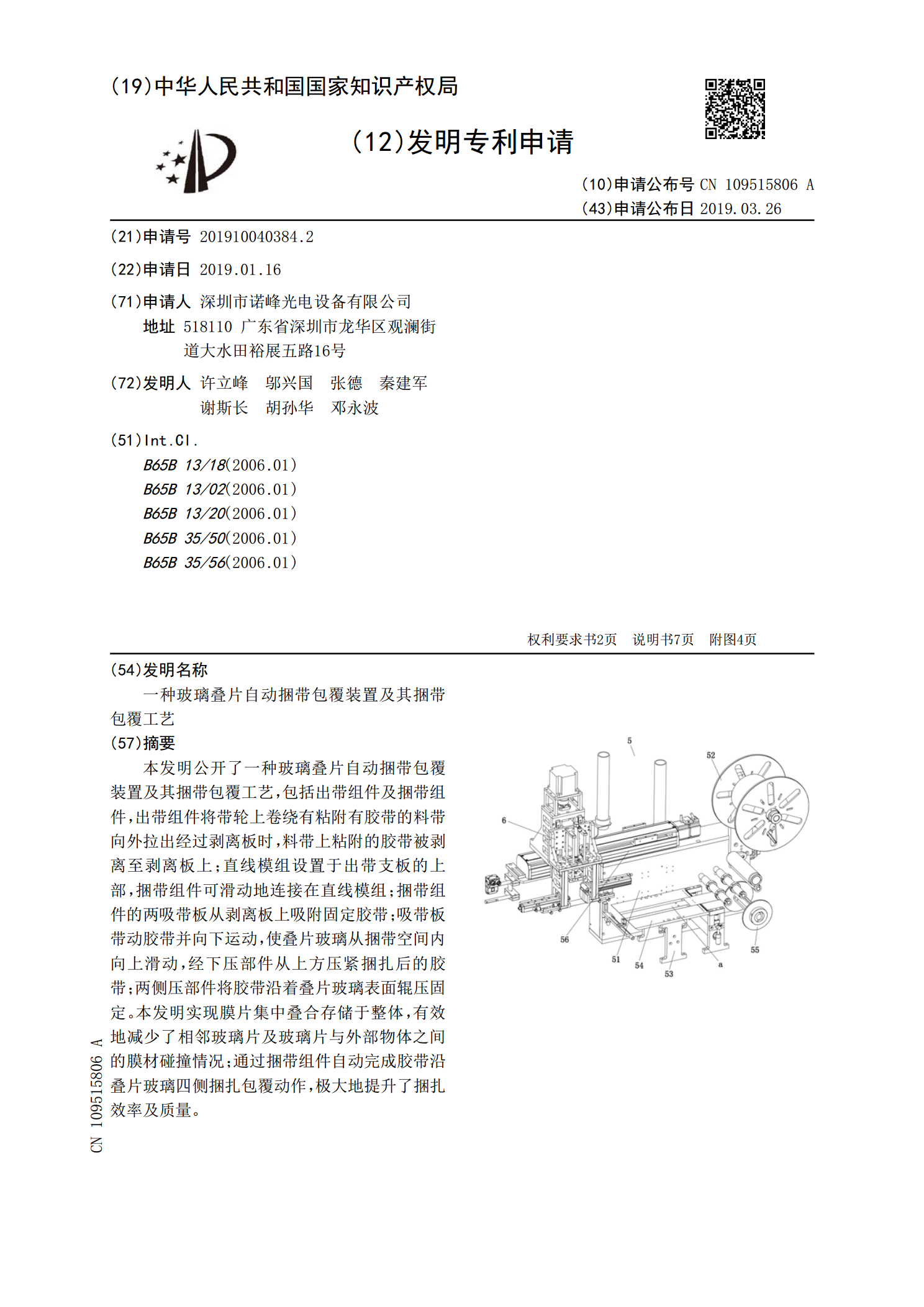
一种玻璃叠片自动捆带包覆装置及其捆带包覆工艺.pdf
本发明公开了一种玻璃叠片自动捆带包覆装置及其捆带包覆工艺,包括出带组件及捆带组件,出带组件将带轮上卷绕有粘附有胶带的料带向外拉出经过剥离板时,料带上粘附的胶带被剥离至剥离板上;直线模组设置于出带支板的上部,捆带组件可滑动地连接在直线模组;捆带组件的两吸带板从剥离板上吸附固定胶带;吸带板带动胶带并向下运动,使叠片玻璃从捆带空间内向上滑动,经下压部件从上方压紧捆扎后的胶带;两侧压部件将胶带沿着叠片玻璃表面辊压固定。本发明实现膜片集中叠合存储于整体,有效地减少了相邻玻璃片及玻璃片与外部物体之间的膜材碰撞情况;通