
一种冷拔用热轧钢带及其生产方法.pdf

傲丝****账号


1/8

2/8

3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷拔用热轧钢带及其生产方法.pdf
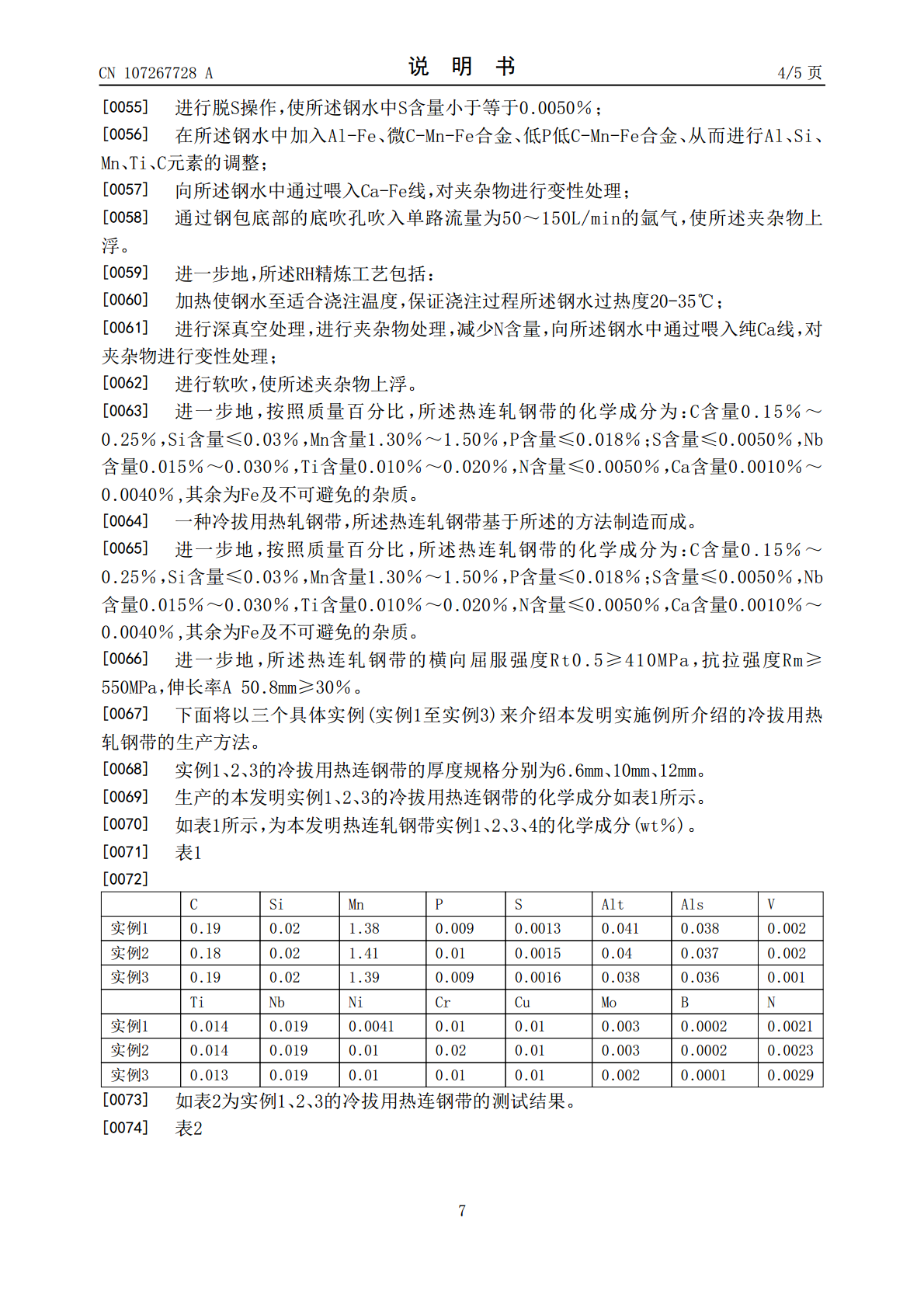
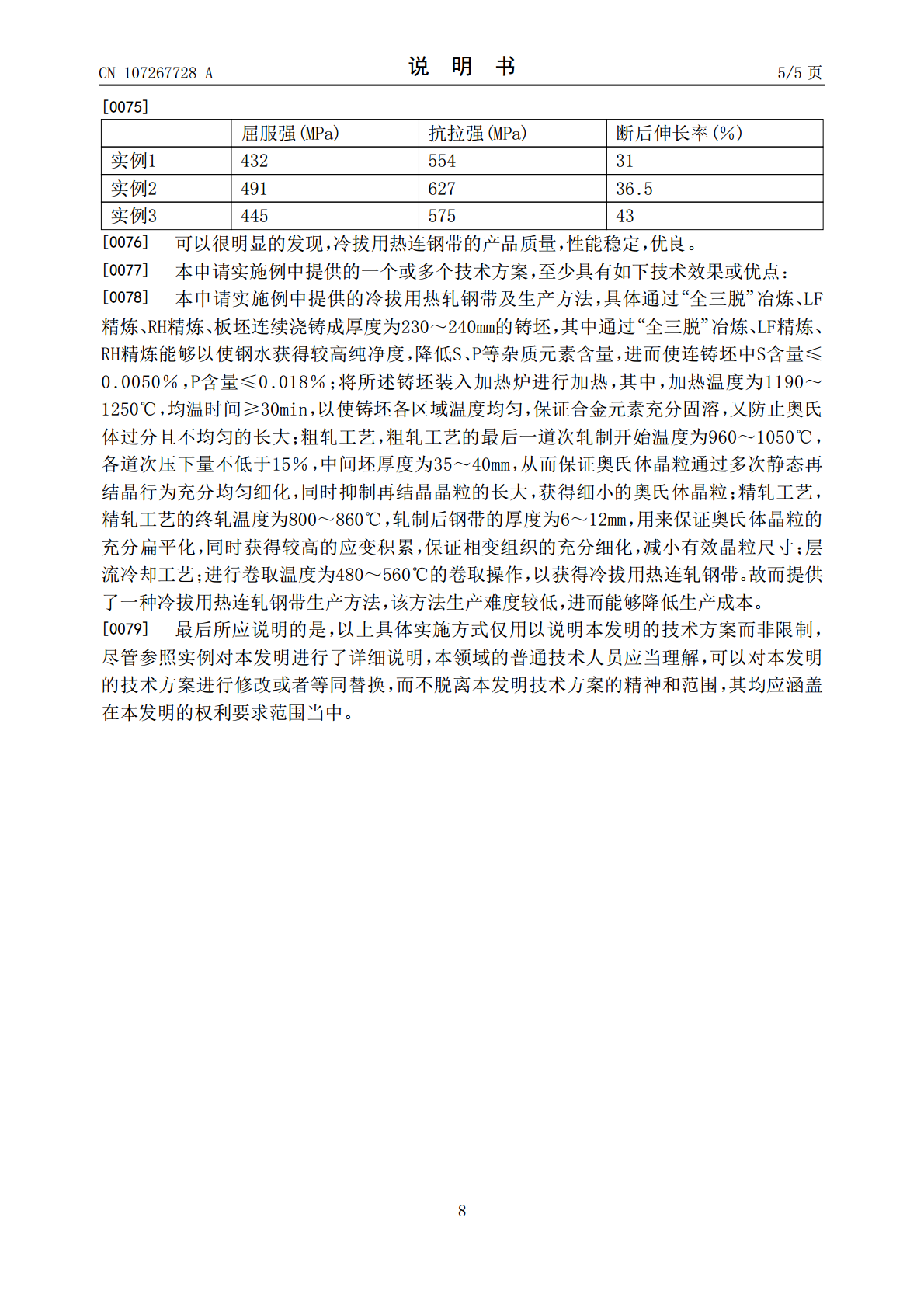
本发明属于热连轧钢带技术领域,公开了一种冷拔用热轧钢带及生产方法;方法包括:依次通过全三脱工艺、钢包精炼炉LF精炼工艺、RH精炼工艺以及板坯皮连铸得到铸坯;铸坯的厚度230~240mm;加热铸坯;加热温度为1190℃~1250℃,且保持均温时间大于等于30min;将加热后的铸坯进行粗轧;其中,粗轧的最后一道次轧制结束温度为960℃~1060℃,压下量控制在19%~22%,中间坯厚度控制为35mm~40mm;将粗轧后的铸坯进行精轧;其中,精轧的终轧温度控制在800℃~860℃,轧制后钢带的厚度为6mm~10

一种高强无间隙原子钢带及其热轧生产方法.pdf
本发明涉及一种高强无间隙原子钢带的热轧方法,其化学成分及其重量百分比C:≤0.0050%;Si:0.10~0.30%;Mn:0.35~0.70%;P:0.045~0.085%;S:≤0.008%;Als:0.025~0.055%;Ti:0.050~0.070%;B:0.0005‑0.0015%;N:≤0.0050%,其余为铁和不可避免的微量元素。本发明是提供一种针对锰、磷、钛含量均较高的高强无间隙原子钢带的热轧方法,通过控制板坯在加热炉的停留时间、加热炉各段的炉温、除鳞时的板坯运行速度、热卷箱穿带和成卷速
一种耐大气腐蚀热轧钢带及其生产方法.pdf
本发明公开了一种耐大气腐蚀热轧钢带及其生产方法,所述热轧钢带化学成分组成及其重量百分含量为:C:0.04~0.07%,Si≤0.40%,Mn:0.30~0.50%,P≤0.015%,S≤0.005%,Cu:0.30~0.45%,Ni:0.25~0.35%,Cr:3.50~4.50%,Als≤0.05%,N≤0.006%,余量为Fe及不可避免的杂质元素;所述热轧钢带生产方法包括:转炉冶炼、LF精炼、真空处理、板坯连铸、板坯加热、控制轧制、控制层流冷却、卷取、平整工序。本发明利用微合金元素铜、镍、铬复合强化作
一种高强度含硼热轧钢带及其生产方法.pdf
本发明公开了一种高强度含硼热轧钢带,其化学成分质量百分比如下:C:0.12‑0.32%,Mn:1.1‑2.1%,S≤0.015%,P≤0.030%,Si:0.15‑0.30%,Ti:0.020‑0.060%,B:0.0015‑0.0060%,Cr:0.10‑0.55%,N≤60ppm,Al:0.015‑0.050%,余量为铁和不可避免的杂质;其生产方法包括下述步骤:冶炼连铸、加热炉加热、粗轧前除磷、粗轧、精轧、层流冷却、卷曲机卷曲。本发明的高强度含硼热轧钢带在经过热处理后,材料的强度能够达到1500MPa
一种780MPa级热轧酸洗高扩孔钢带及其生产方法.pdf
本发明公开了一种780MPa级热轧酸洗高扩孔钢带及其生产方法,所述钢带化学成分组成及其质量百分含量为:C:0.05~0.08%,Mn≤1.60%,Als:0.2~0.6%,S≤0.015%,P≤0.025%,Si≤0.10%,Nb:0.01~0.04%,Ti:0.05~0.10%,Cr≤0.70%,其它为Fe及不可避免的杂质元素;所述生产方法包括转炉冶炼、LF精炼、RH精炼、连铸、热轧、冷却、卷取、平整、酸洗工序。本发明采用高铝、高锰、铌、钛、铬微合金化的成分设计及合理的热轧、冷却、酸洗工艺,得到780M