
煤化工含硫、含氨废气处理工艺.pdf

努力****妙风

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
煤化工含硫、含氨废气处理工艺.pdf
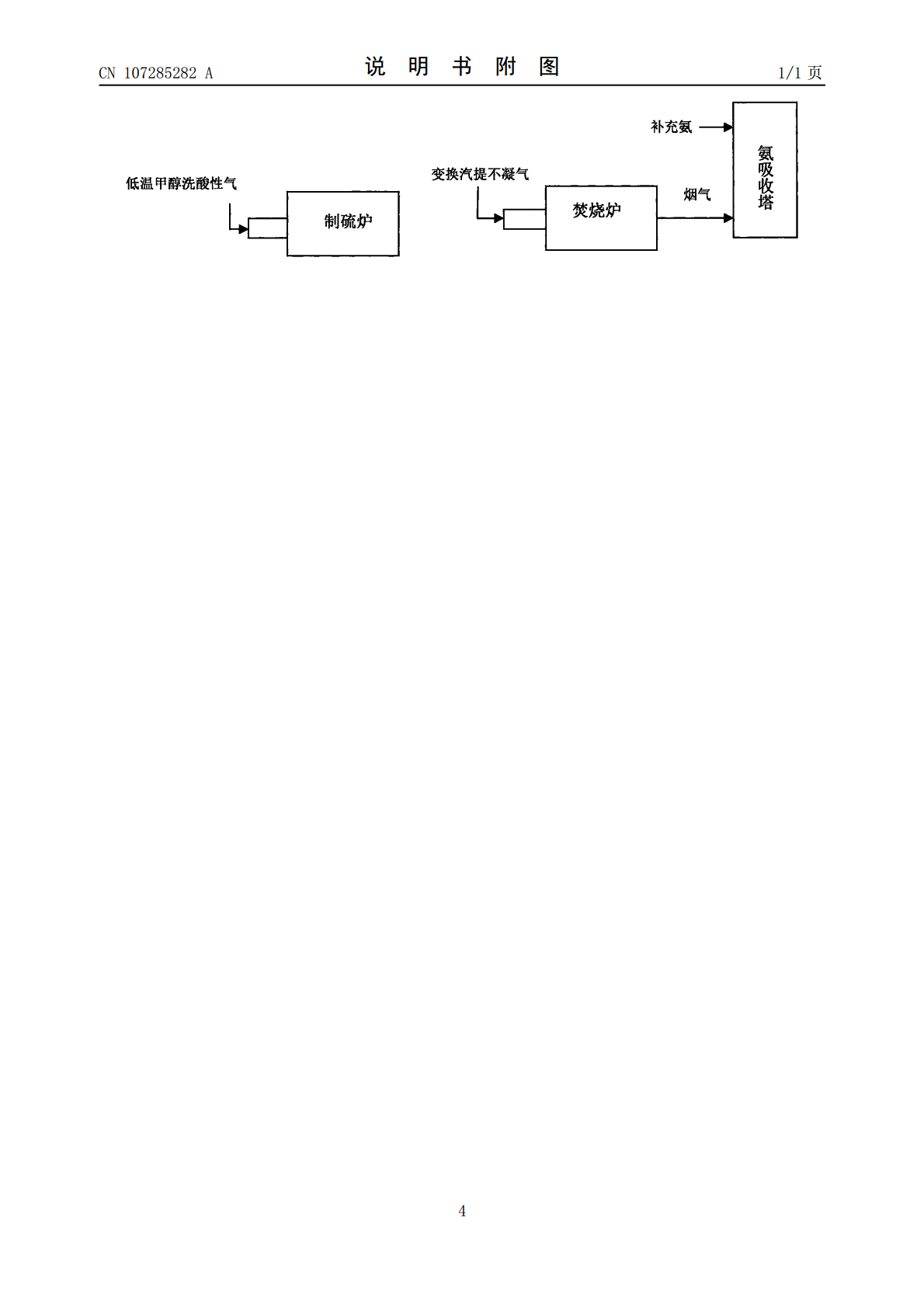
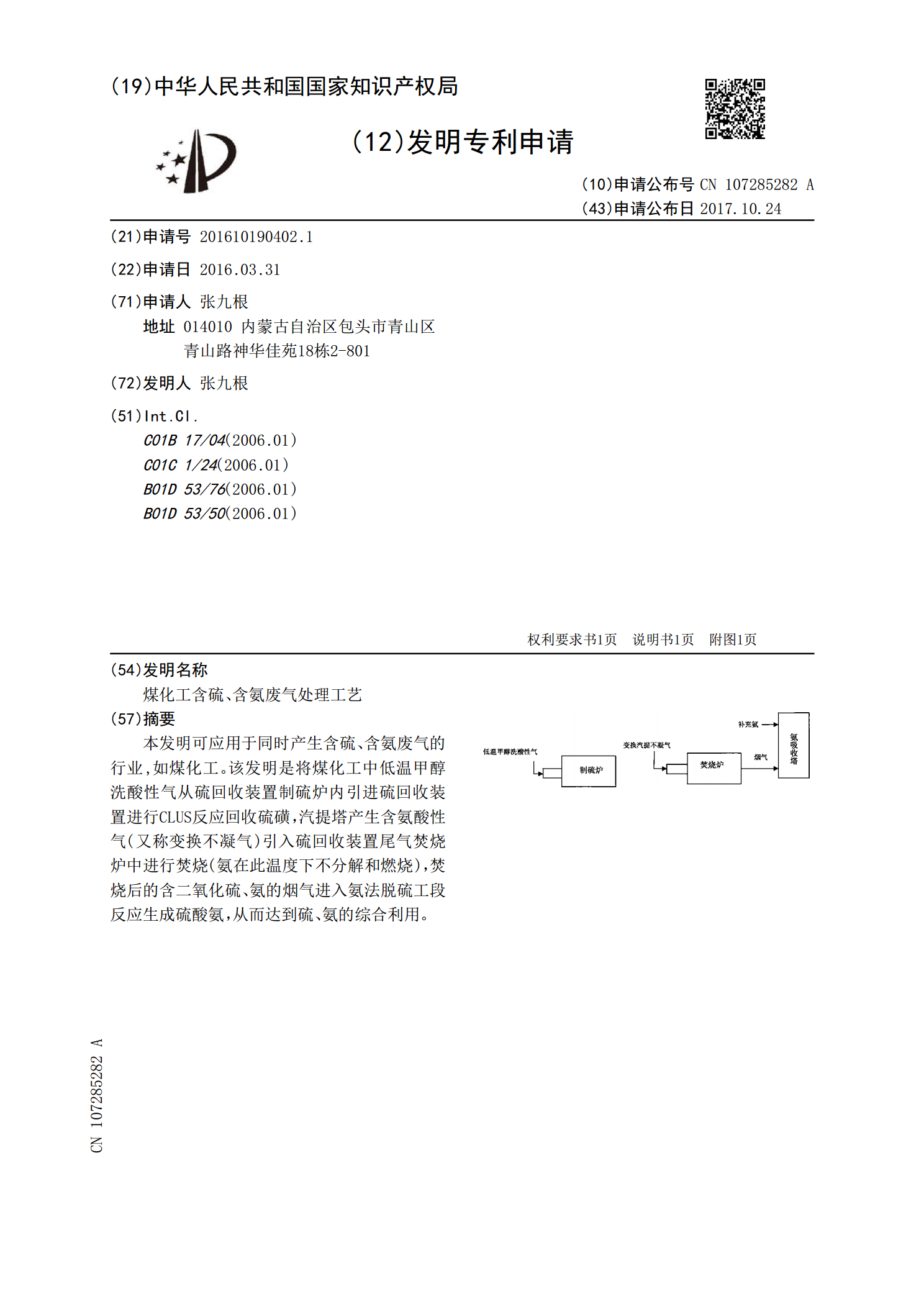
本发明可应用于同时产生含硫、含氨废气的行业,如煤化工。该发明是将煤化工中低温甲醇洗酸性气从硫回收装置制硫炉内引进硫回收装置进行CLUS反应回收硫磺,汽提塔产生含氨酸性气(又称变换不凝气)引入硫回收装置尾气焚烧炉中进行焚烧(氨在此温度下不分解和燃烧),焚烧后的含二氧化硫、氨的烟气进入氨法脱硫工段反应生成硫酸氨,从而达到硫、氨的综合利用。

煤化工含硫、含氨工艺废气零排放工艺.pdf
本发明应用于煤化工领域的硫磺回收装置制硫尾气的处理。主要解决煤化工领域中硫磺回收装置制硫尾气的处理。该发明是将制硫尾气(CLUS尾气)通过加氢反应将单质硫、二氧化硫还原成硫化氢,水洗冷却脱除加氢尾气中的水和杂质,通过压缩机增压后一部分作为气化炉引压管、看火孔保护气进入气化炉,其余直接进入气化炉,若是用于粉煤加料苍密相输送介质,需要在压缩机前加气柜,对粉煤加料均压排放的废气进行回收循环使用,避免排放造成污染环境。从而实现煤化工含硫、含氨工艺废气零排放的目标。
煤化工含硫废气的处理方法.pdf
本发明属于涉及一种煤化工含硫废气的处理方法,包括以下步骤:来自煤化工的含硫气体进入酸气燃烧炉内燃烧,调节空气比例进行燃烧;从燃烧炉出来的混合气体经两级冷却温度降至90℃以下,析出液硫,液硫用于生产固体硫磺;降温后分离出硫的混合气体进入脱硫塔中,煤化工废水经调节池均质后也进入脱硫塔内,废水中的碱性物与含硫气体中和反应,气体脱硫净化达标后排放,烟尘混入水中经脱硫塔出水口流入灰水分离器,经沉淀分离后的水流入吸附过滤池,经吸附过滤达标后回用。本发明的含硫气体可达标排放,而反应后的废水及滤料回用,达到了以废治废的目
高含氨含硫尾气的处理工艺.pdf
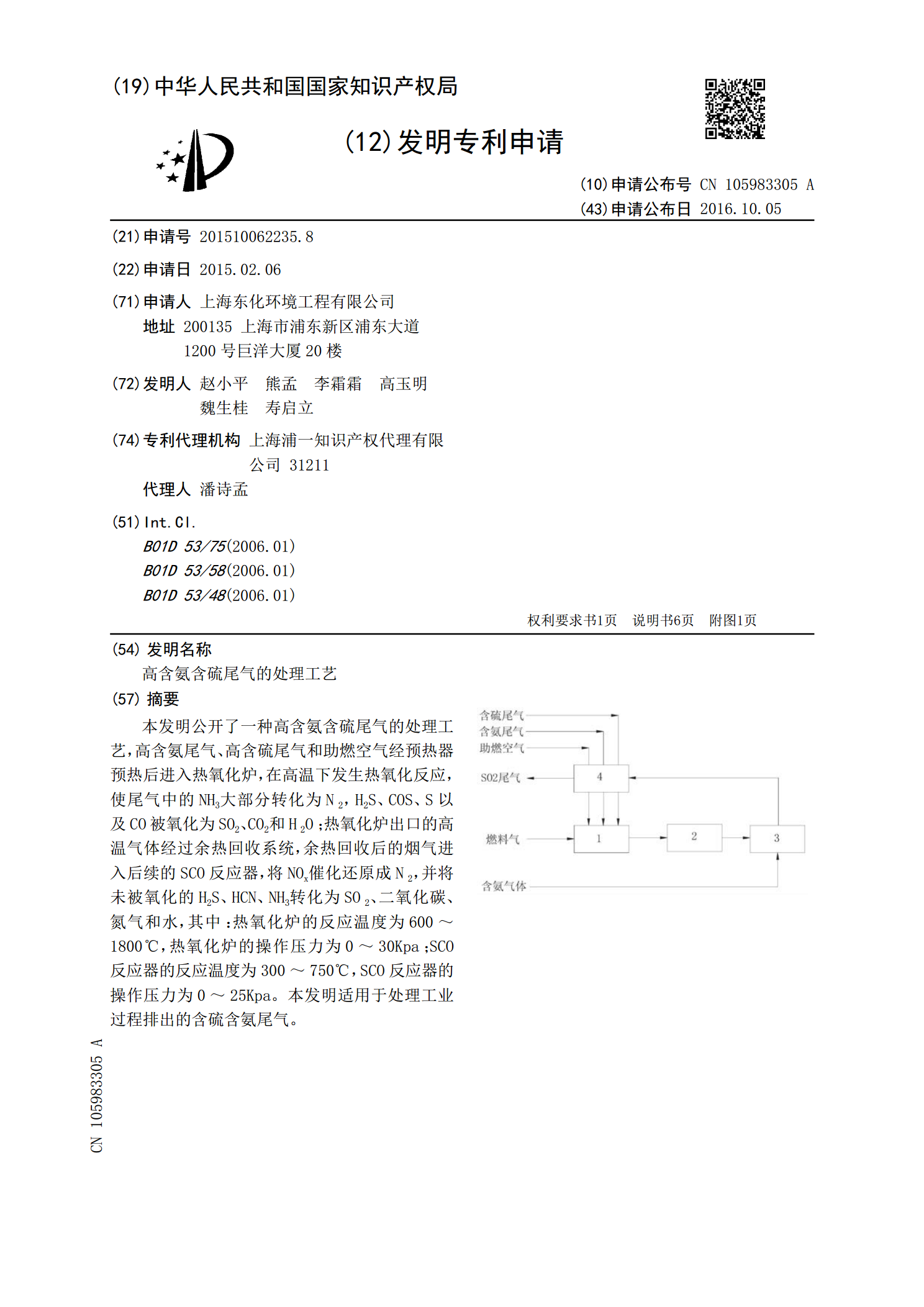
本发明公开了一种高含氨含硫尾气的处理工艺,高含氨尾气、高含硫尾气和助燃空气经预热器预热后进入热氧化炉,在高温下发生热氧化反应,使尾气中的NH
含硫废气处理方法.pdf
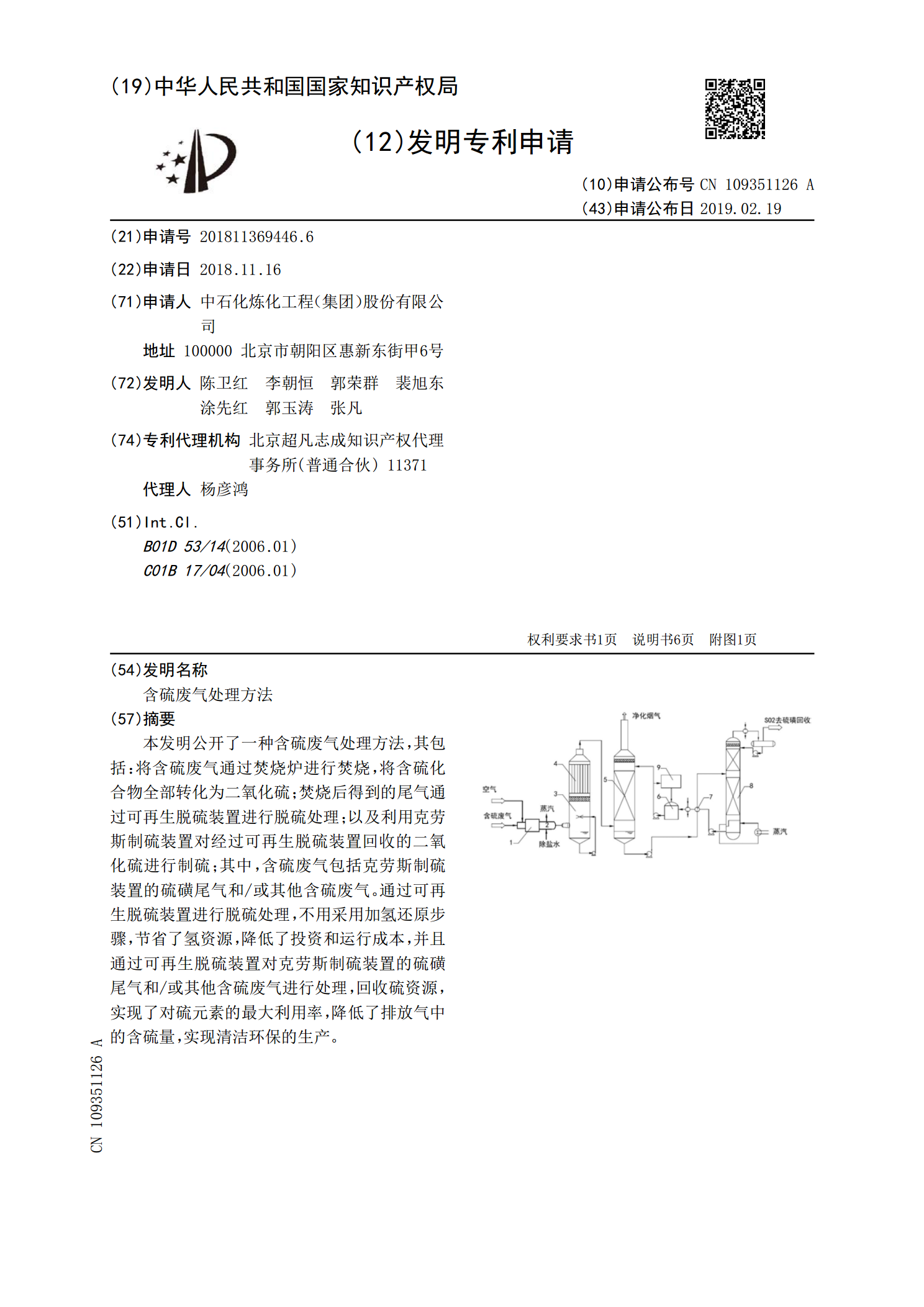
本发明公开了一种含硫废气处理方法,其包括:将含硫废气通过焚烧炉进行焚烧,将含硫化合物全部转化为二氧化硫;焚烧后得到的尾气通过可再生脱硫装置进行脱硫处理;以及利用克劳斯制硫装置对经过可再生脱硫装置回收的二氧化硫进行制硫;其中,含硫废气包括克劳斯制硫装置的硫磺尾气和/或其他含硫废气。通过可再生脱硫装置进行脱硫处理,不用采用加氢还原步骤,节省了氢资源,降低了投资和运行成本,并且通过可再生脱硫装置对克劳斯制硫装置的硫磺尾气和/或其他含硫废气进行处理,回收硫资源,实现了对硫元素的最大利用率,降低了排放气中的含硫量,