
四辊炉卷可逆轧机自动厚度控制装置更换工艺.pdf

一吃****天材

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
四辊炉卷可逆轧机自动厚度控制装置更换工艺.pdf
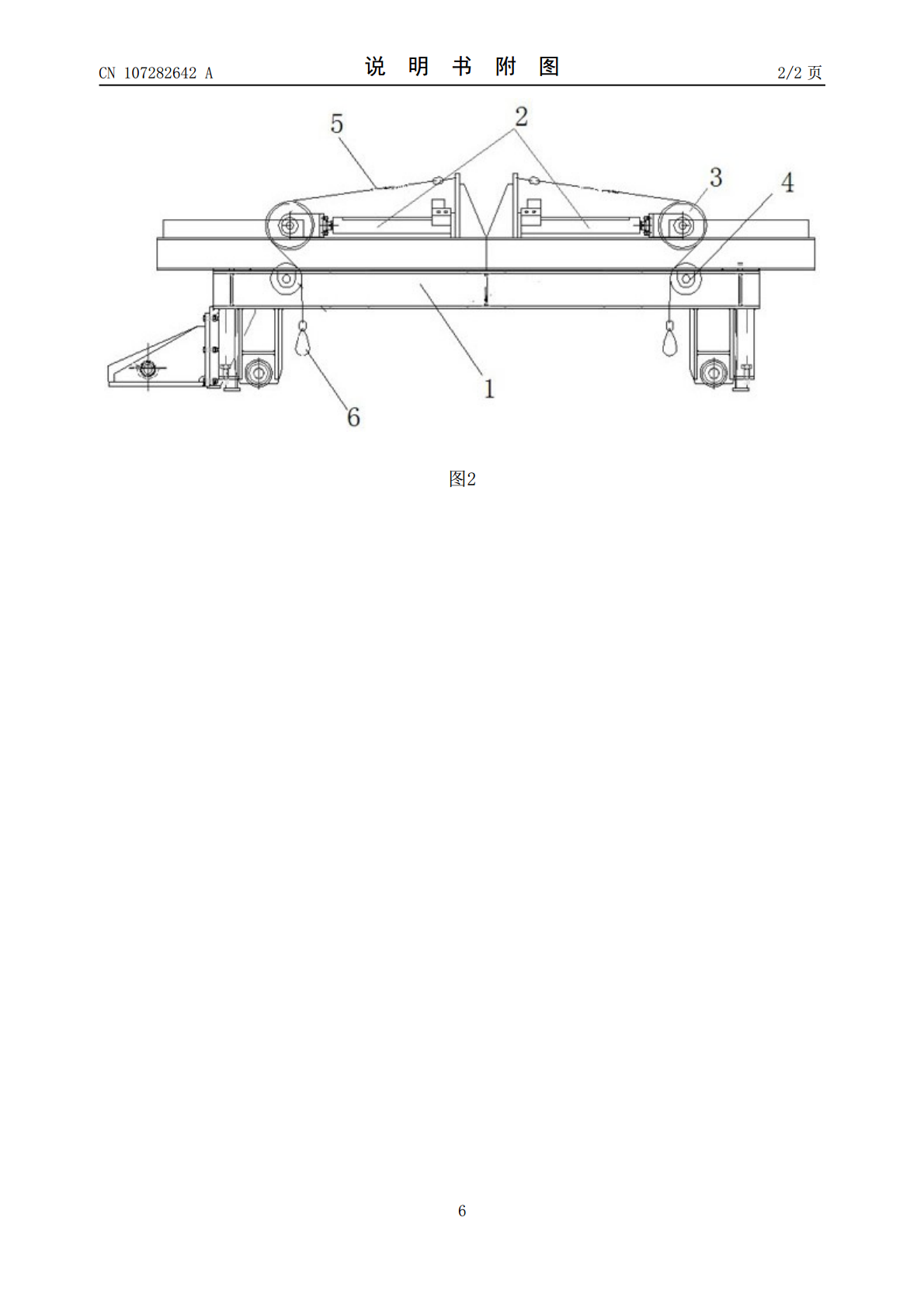
本发明涉及一种四辊炉卷可逆轧机自动厚度控制装置更换工艺,更换工艺的具体步骤为:1)抽出下支撑辊,拆除安装在AGC油缸上方的阶梯调整垫;2)拆除AGC油缸供油的油管及传感器,先拆除传感器,再拆除传感器的外架及传感器连杆;3)拆除AGC油缸;4)安装新的AGC油缸。本发明工艺进行了改进,改传统的人力起重工艺为电力起重工艺,同时通过特制的装卸小车来拆装AGC油缸,与传统的拆装方法相比,本工艺极大减少作业员工数量和降低劳动强度,同时提高了作业效率和作业安全性。
可逆式四辊轧机的机架辊更换工装及换辊方法.pdf
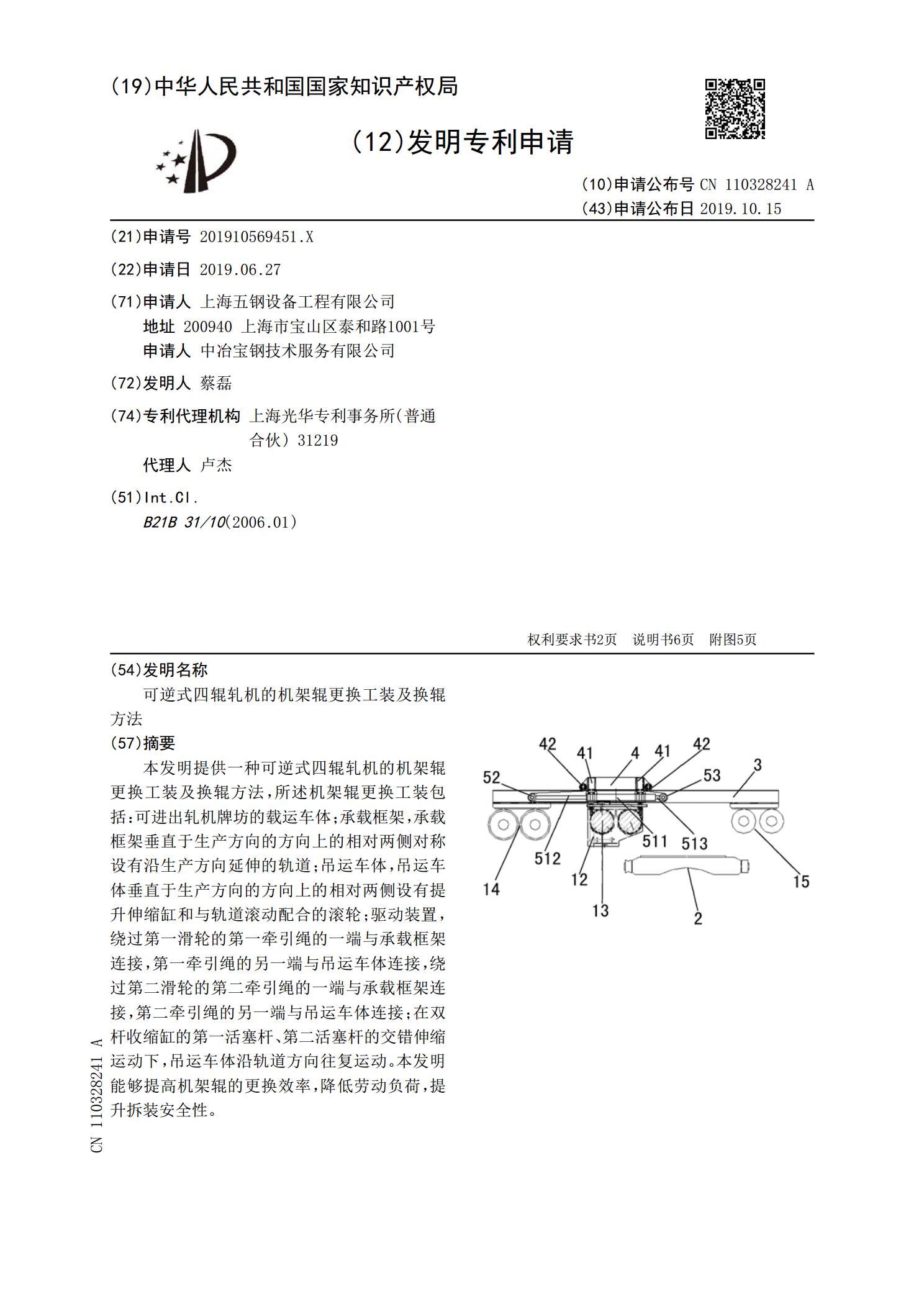
本发明提供一种可逆式四辊轧机的机架辊更换工装及换辊方法,所述机架辊更换工装包括:可进出轧机牌坊的载运车体;承载框架,承载框架垂直于生产方向的方向上的相对两侧对称设有沿生产方向延伸的轨道;吊运车体,吊运车体垂直于生产方向的方向上的相对两侧设有提升伸缩缸和与轨道滚动配合的滚轮;驱动装置,绕过第一滑轮的第一牵引绳的一端与承载框架连接,第一牵引绳的另一端与吊运车体连接,绕过第二滑轮的第二牵引绳的一端与承载框架连接,第二牵引绳的另一端与吊运车体连接;在双杆收缩缸的第一活塞杆、第二活塞杆的交错伸缩运动下,吊运车体沿轨
一种炉卷轧机厚度控制工艺.pdf
本发明公开了一种炉卷轧机厚度控制工艺,特点是在连铸板坯装入加热炉后,通过二级过程控制系统数学模型计算出精轧机各道次的目标厚度、辊缝、压下率、轧制力、速度等控制参数,然后将计算结果发送至一级自动控制系统,在预定的时点完成对精轧机设备设定,精轧机实际轧制过程中,厚度自动控制系统实时调整厚度偏差。本发明根据实际生产情况灵活调整,实现前端道次头尾厚度偏薄压延,解决炉卷轧机头尾厚度控制在订单公差范围内,减少后端道次压下大对轧辊的损伤,其中头尾厚度不良长度下降60%,整体成材率提高1.6~2.1%。
卷炉轧机热轧带钢头尾部的厚度控制工艺.pdf
本发明公开了一种避免头尾部强压区过压保护轧辊不被损坏的带钢头尾部的厚度控制工艺,包括如下步骤,带钢轧制过程中,带钢先进入轧机的那端为头部,后进入的那端为尾部,压延时在带钢头尾部设定一强压区,强压区的长度设定为0~30m,实际辊缝设定为S~S-2.5mm,带钢在最后一道轧制过程中时,头部强压下量减小,尾部在轧制时,当尾部长度余下10~18m时,将实际辊缝逐步调节到S+0.5mm~S+1.5mm,S为目标辊缝,目标辊缝指轧机上下工作辊之间根据计算指令设定的辊缝。本发明的优点是:对带钢的头尾部进行强压下,这样既

四辊可逆钨钼热轧机压下回松装置.pdf
本发明公开了一种四辊可逆钨钼热轧机压下回松装置,包括设置在两个压下减速机之间的双腔液压缸体,在两个压下减速机高速轴之间还设置有电磁离合器;该双腔液压缸体通过滑动轴承安装在支座的滑轨中;双腔液压缸体与加厚臂固定连接,加厚臂另一端与升降液压缸活塞杆铰接;在双腔液压缸体中设置有一对回松液压缸,每侧回松液压缸的回松活塞杆外端穿出双腔液压缸体该侧的缸盖,在每侧的回松活塞杆外端连接有一个活塞杆端面齿轮,每侧的活塞杆端面齿轮与该侧压下减速机的蜗杆轴端面齿轮对应。本发明的装置,既能保证使用要求,又不增加电机功率,节省了设