
一种铝合金的低压铸造方法.pdf

莉娜****ua


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金的低压铸造方法.pdf
本发明公开了一种铝合金的低压铸造方法,具体包括如下步骤:S1金属液制备:加热炉置于真空环境下,将铝合金置于加热炉内,高温加热铝合金,加热温度为700‑750℃,使铝合金熔化至金属液;S2装置检测与准备:采用可拆卸的模具,使用前用空气去除铝渣和砂芯的燃烧剩余物,然后上好涂料进行保养,检查保持炉的气密性,观察浇口是否堵塞,检测开合模具有无错位密封等问题,保持保持炉的温度在680‑730℃之间;S3加压:将金属液置于保持炉中,向保持炉添加一定量铝粉,充分搅拌1‑2h,然后向保持炉内通比大气压大0.01‑0.05
一种铝合金轮毂低压铸造工艺研究方法.pdf
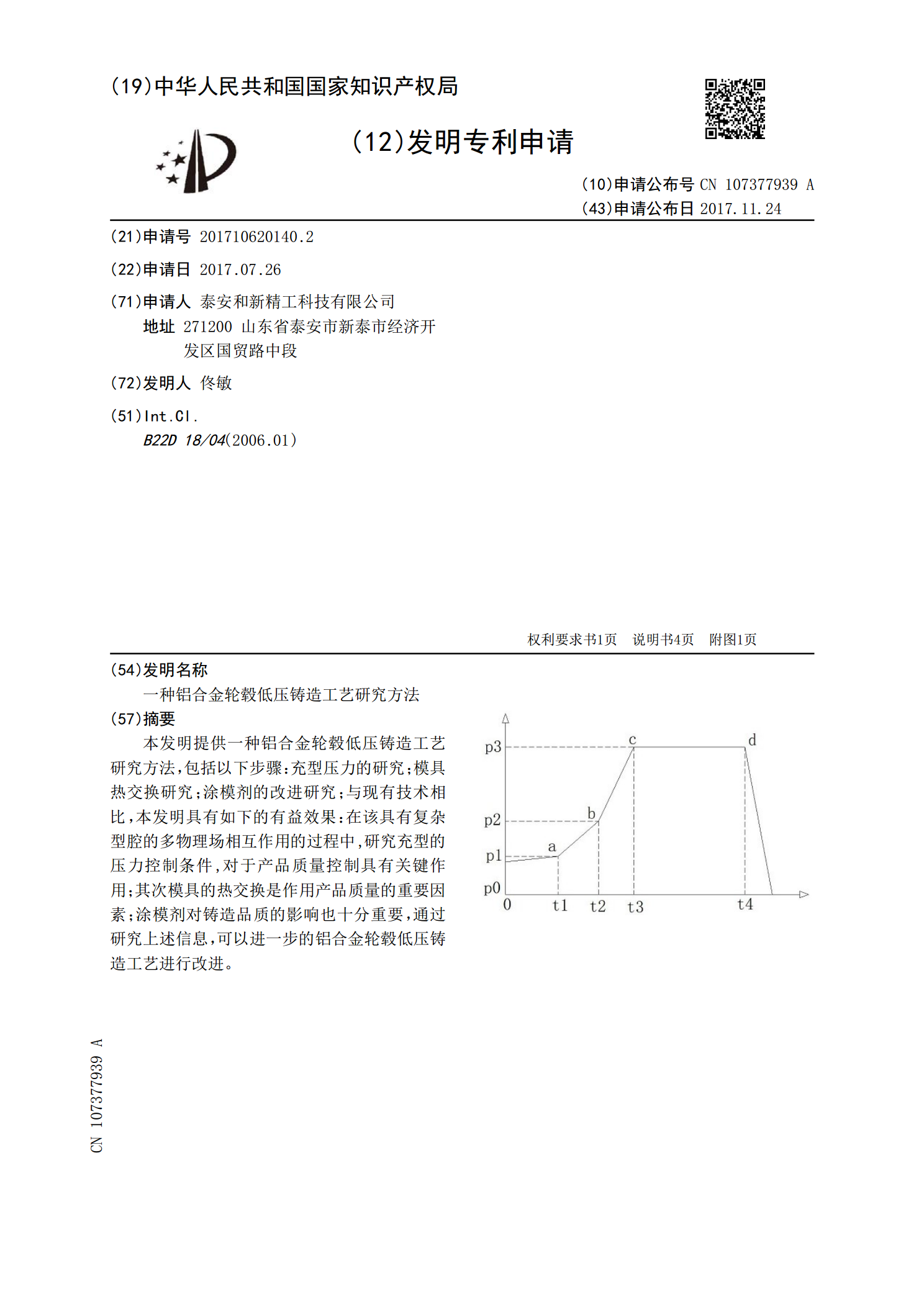
本发明提供一种铝合金轮毂低压铸造工艺研究方法,包括以下步骤:充型压力的研究;模具热交换研究;涂模剂的改进研究;与现有技术相比,本发明具有如下的有益效果:在该具有复杂型腔的多物理场相互作用的过程中,研究充型的压力控制条件,对于产品质量控制具有关键作用;其次模具的热交换是作用产品质量的重要因素;涂模剂对铸造品质的影响也十分重要,通过研究上述信息,可以进一步的铝合金轮毂低压铸造工艺进行改进。
一种铝合金副车架的低压铸造制备方法.pdf
发明公开了一种铝合金副车架的低压铸造制备方法,包括铝合金材料化学成分设计、合金熔炼变质细化处理、砂型装配、调用压力时间曲线及低压铸造成型以及铸件热处理工艺。首先将铝合金按着重量成分百分比配制好,加入坩埚熔化炉内熔化、精炼变质细化处理,把砂型装配在低压铸造机坩埚炉上并使直浇道对准升液管,调用压力时间曲线,低压压力充型、保压使副车架铸件凝固,获得铝合金副车架铸件,再对铸件进行T6热处理,得到可装车试验及采集数据要求的铝合金副车架。

一种铝合金汽车轮毂的低压铸造方法.pdf
本发明公开了铝合金汽车轮毂的低压铸造方法。本发明方法通过优化合金成分设计,添加适当含量的Al-Ti-B-C细化剂和稀土变质剂,优化了低压铸造工艺参数和热处理参数,从而使得制备的汽车轮毂具有细小均匀的a枝晶和细小均匀的蠕虫状或球状硅组成的组织,提高铝合金汽车轮毂的性能。
薄壁铝合金件低压铸造方法.pdf
本发明公开了一种薄壁铝合金件低压铸造方法,涉及低压金属铸造领域,本发明通过第一步在模具型腔和升液管的内壁上涂上导热润滑涂料,第二步模具型腔的预热和熔炼铝合金,第三步熔炼炉内气体置换,第四步加入锶盐,第五步变质除杂,第六步在低压浇注,第七步在浇筑完成后保压、冷却,第八步双极均匀化处理,第九步冷却开模取件,通过上述方法完成的薄壁铝合金铸件能适应航空飞行中复杂多变的环境,满足航空飞行中对薄壁铸件机械性能的要求。