
高韧性耐磨钢材及其制备方法.pdf

白真****ng

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高韧性耐磨钢材及其制备方法.pdf
本发明公开一种高韧性耐磨钢材及其制备方法,它采用以下重量份数的原料:钢材100份~200份、氧化锌0.1份~0.5份、石墨纤维1份~2份、单质钾5份~10份以及单质镁1份~5份;先将原料钢材加热熔融,然后加入氧化锌、石墨纤维、单质钾以及单质镁,混合均匀,并经冶炼、浇铸成板坯;将板坯放入加热炉中,出炉温度为1200℃~1250℃,加热时间为3小时~4小时;先将板坯冷却至50℃~85℃,然后再加热至200℃~250℃进行回火处理,将板坯轧制成型。本发明主要是通过在原有原料钢材的基础上,加入氧化锌、石墨纤维、单

耐磨钢材及其制备方法.pdf
本发明公开一种耐磨钢材及其制备方法,属于耐磨材料技术领域。它包括先在原料钢水中加入占所述钢水质量1%~10%的添加剂,然后经冶炼、浇铸成板坯;其中,所述添加剂由以下重量份数的原料组成:松香酯5份~10份、粘土15份~20份、硼酸5份~10份、明胶1份~5份、硅酸镁5份~10份以及石油6份~10份;将制得的板坯放入加热炉中,在温度为1100℃~1200℃下进行加热处理;接着,先将板坯冷却至100℃~150℃,再加热至500℃~550℃进行回火处理,然后将板坯进行切割。本发明主要通过在原料钢水中加入松香酯、粘
一种高韧性、高硬度耐磨陶瓷及其制备方法.pdf
本发明属于陶瓷制备领域,具体涉及一种高韧性、高硬度耐磨陶瓷及其制备方法。将TiC粉、Mo粉、Sm粉、Ti粉和Si粉按照一定比例进行配料,然后进行球磨处理;球磨后,添加碳纤维和SiC晶须,继续球磨,将球磨后的浆料经抽真空后进行升温烘干处理;然后加入聚乙烯醇造粒,将造粒的粉体通过压片机预成型后再经30MPa~40MPa下压制成胚体,将所得的胚体在马弗炉中在600~800℃下排胶2~4h,然后于1500~1700℃下烧结1~5h,随炉冷却至室温得到陶瓷。本发明原料资源丰富,制备工艺简单,生产成本较低,所获得的一

高韧性高耐磨聚甲醛复合物及其制备方法.docx
高韧性高耐磨聚甲醛复合物及其制备方法一、背景聚甲醛(POM)作为一种热塑性工程塑料,具有优良的物理性能和耐化学腐蚀性能,可广泛应用于汽车制造、电器制造、医疗器械等领域。然而,POM的质疑也开始出现。POM的主要缺点是脆性,耐磨性差,极易在高温、高压下出现冷流和热流缺陷。为了改善POM的性能,许多学者都对其进行过改性研究。其中,复合增韧是一种常见的改性方法。复合增韧材料是由两种或两种以上的材料复合而成,并通过制备方法使两种材料在复合过程中互相增强,从而获得耐磨强度高的复合材料。二、复合增韧原理复合增韧用于提
高韧性耐磨耐蚀轧辊及其制造方法.pdf
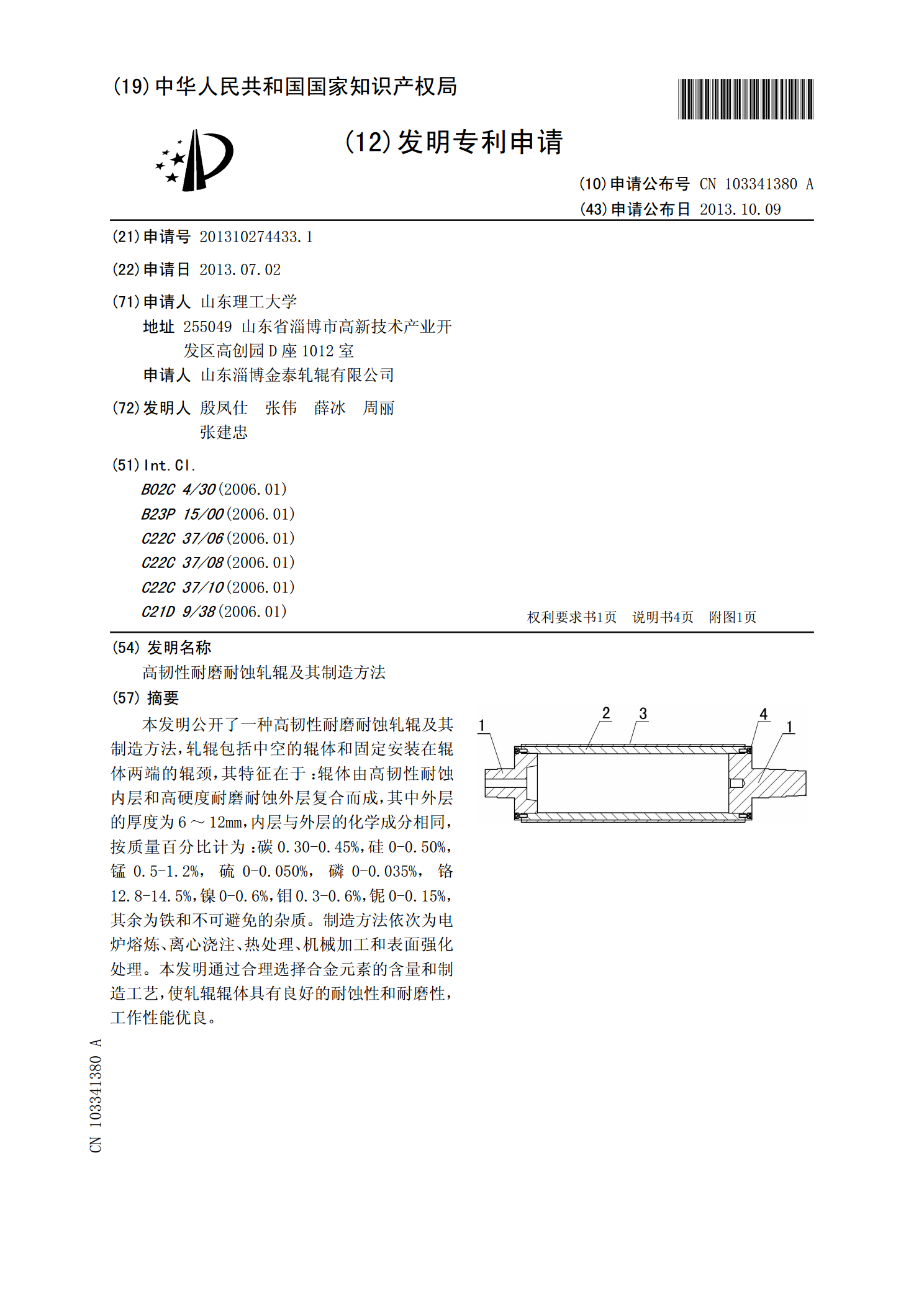
本发明公开了一种高韧性耐磨耐蚀轧辊及其制造方法,轧辊包括中空的辊体和固定安装在辊体两端的辊颈,其特征在于:辊体由高韧性耐蚀内层和高硬度耐磨耐蚀外层复合而成,其中外层的厚度为6~12mm,内层与外层的化学成分相同,按质量百分比计为:碳0.30-0.45%,硅0-0.50%,锰0.5-1.2%,硫0-0.050%,磷0-0.035%,铬12.8-14.5%,镍0-0.6%,钼0.3-0.6%,铌0-0.15%,其余为铁和不可避免的杂质。制造方法依次为电炉熔炼、离心浇注、热处理、机械加工和表面强化处理。本发明通