
一种多孔钛的制备方法.pdf

森林****来了

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多孔钛的制备方法.pdf
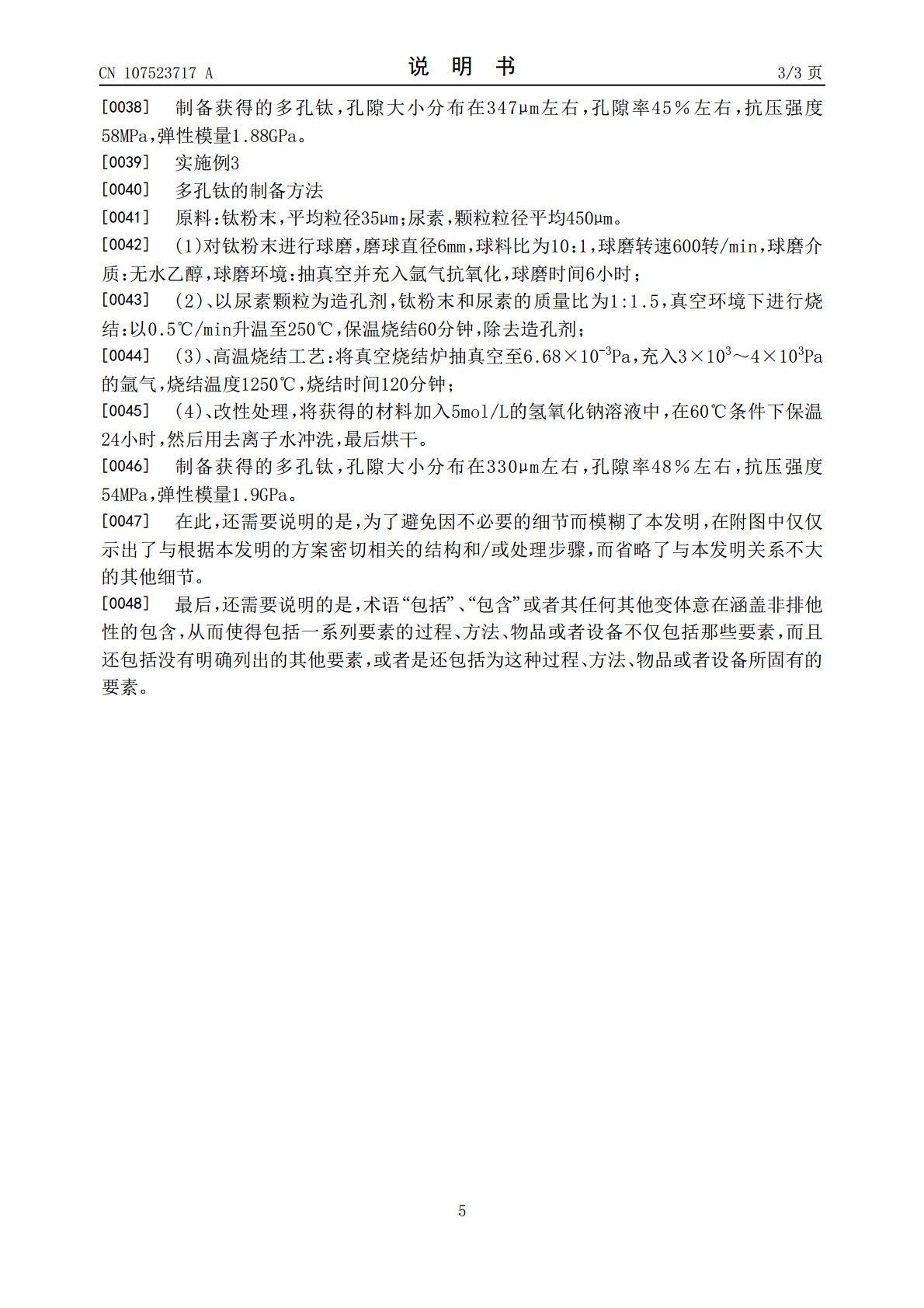
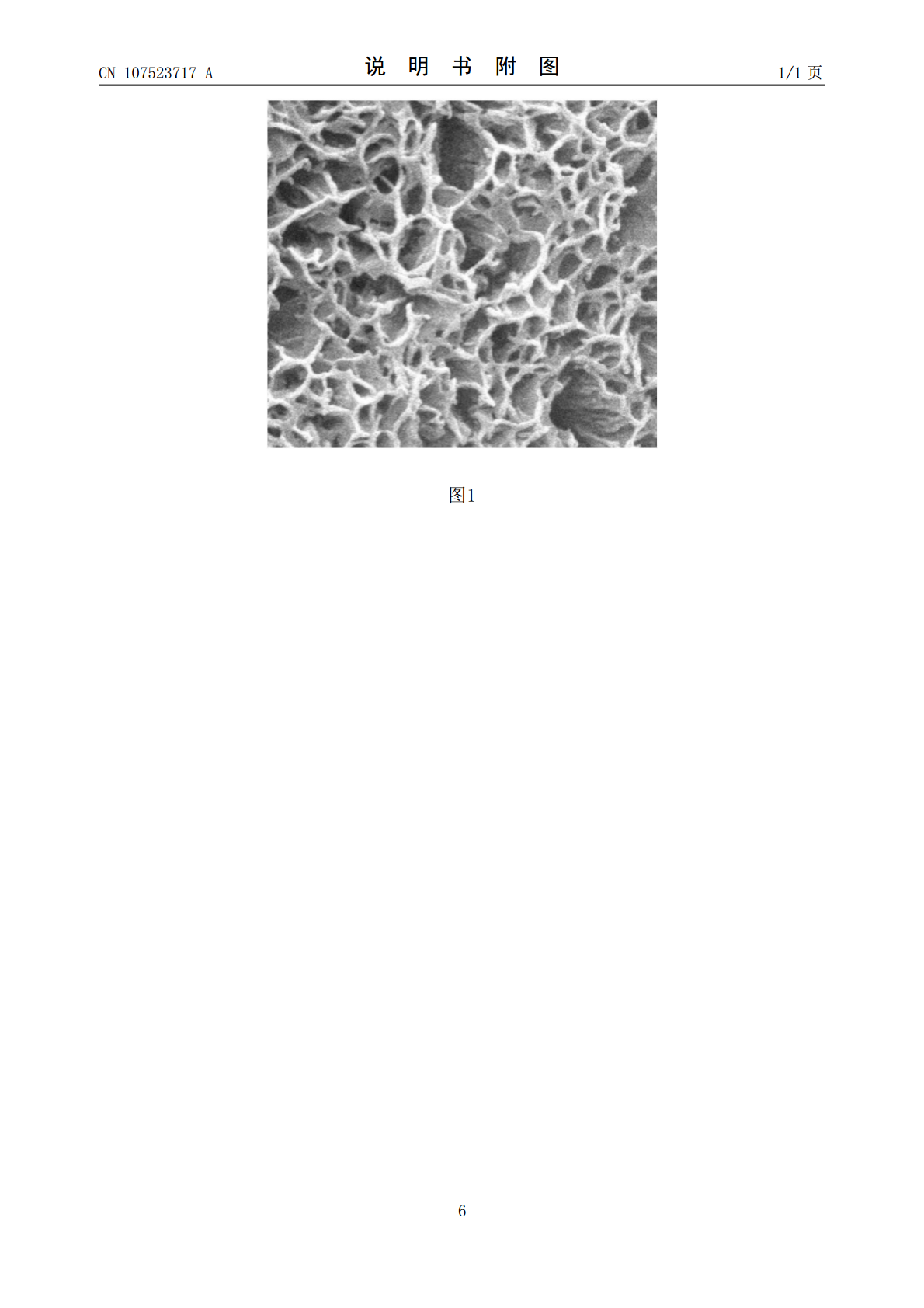
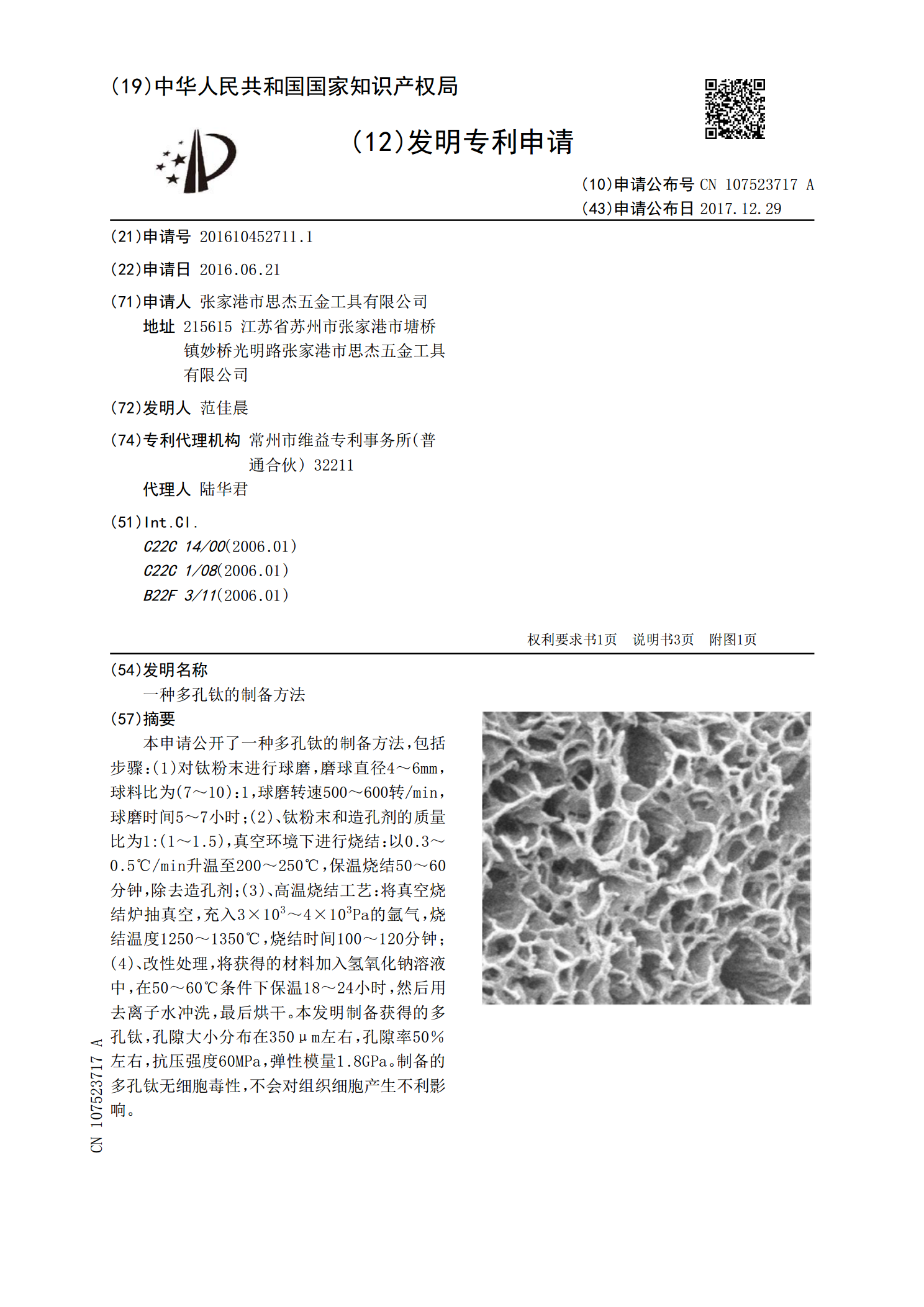
本申请公开了一种多孔钛的制备方法,包括步骤:(1)对钛粉末进行球磨,磨球直径4~6mm,球料比为(7~10):1,球磨转速500~600转/min,球磨时间5~7小时;(2)、钛粉末和造孔剂的质量比为1:(1~1.5),真空环境下进行烧结:以0.3~0.5℃/min升温至200~250℃,保温烧结50~60分钟,除去造孔剂;(3)、高温烧结工艺:将真空烧结炉抽真空,充入3×10
一种钛纤维多孔材料的制备方法.pdf
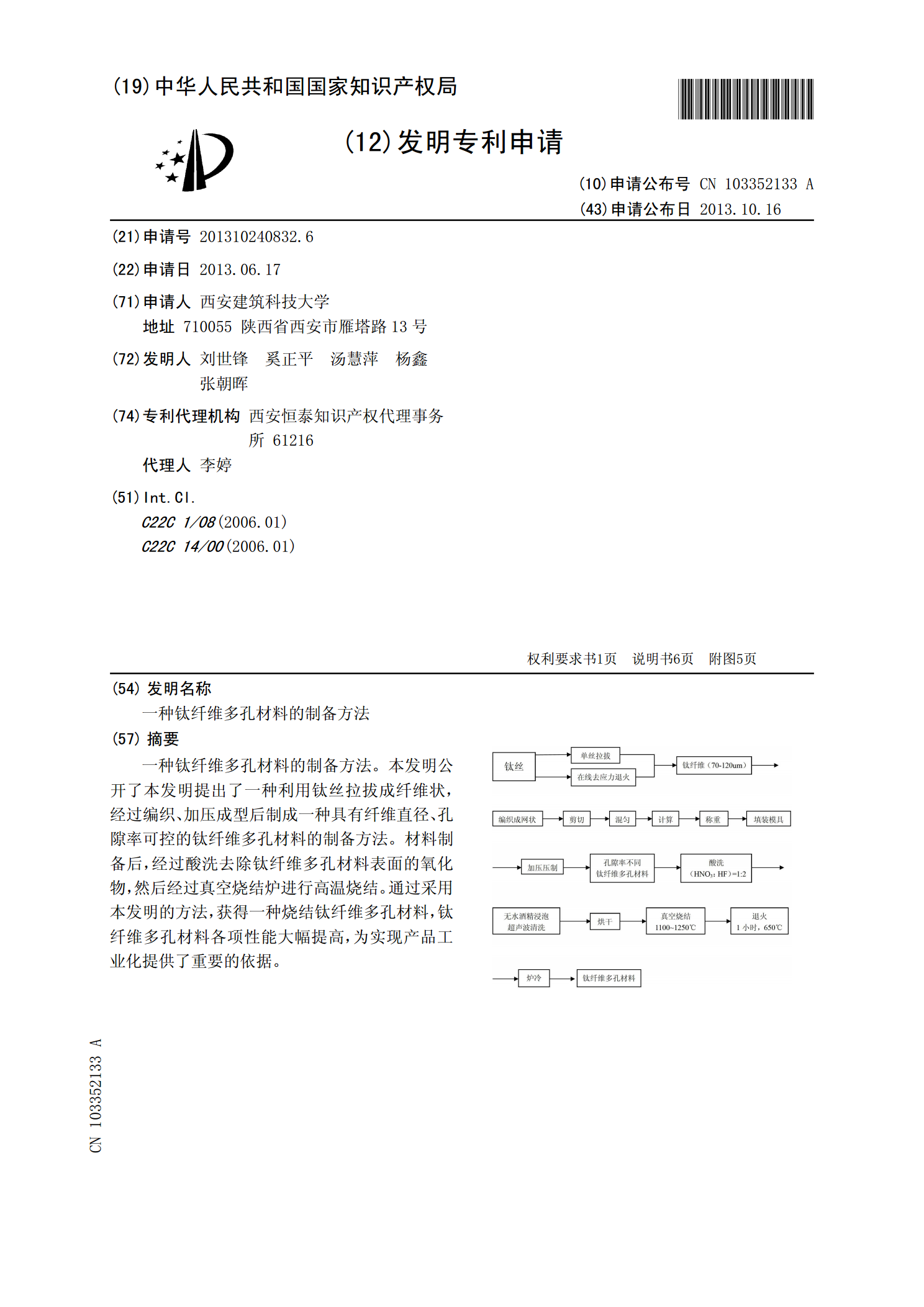
一种钛纤维多孔材料的制备方法。本发明公开了本发明提出了一种利用钛丝拉拔成纤维状,经过编织、加压成型后制成一种具有纤维直径、孔隙率可控的钛纤维多孔材料的制备方法。材料制备后,经过酸洗去除钛纤维多孔材料表面的氧化物,然后经过真空烧结炉进行高温烧结。通过采用本发明的方法,获得一种烧结钛纤维多孔材料,钛纤维多孔材料各项性能大幅提高,为实现产品工业化提供了重要的依据。
一种多孔钛铜钙材料的制备方法.pdf
本发明公开一种多孔钛钙铜医用材料的制备方法,属于生物医用材料制备技术领域。本发明所述生物材料由钛、铜和钙生物活性元素组成,将Ti、Cu、Ca金属粉末按成分配比称取后进行球磨机械合金化;将合金化粉末与碳酸氢铵造孔剂按孔隙率配比称取并混合;混合后将粉末机械压制成块体压坯,再置入放电等离子烧结炉中,系统真空抽至2~6Pa后进行烧结,升温速率为50~100min/℃,在800~1000℃下保温5~10min,随炉冷却至室温即可得多孔钛铜钙医用材料。本发明所述制备得到生物医用多孔钛铜钙具有成分纯净、高生物活性、低弹
一种颗粒增强耐磨多孔钛制备方法.pdf
本发明公开了一种颗粒增强耐磨多孔钛制备方法,它包括以下步骤:S1、将钛粉和耐磨材料颗粒充分混合均匀;S2、向混合粉末中加入造孔剂,并充分混合均匀;S3、压制成型;S4、粉末压坯在加热炉内加热,去除造孔剂,然后再置于真空烧结炉烧结,即可得到颗粒增强耐磨多孔钛材料。本发明的有益效果是:工艺简单,设备要求低,降低了加工成本,操作方便;使得孔隙率及孔大小可控;加入的造孔剂成本低,且能很好控制多孔钛的孔隙;加入的耐磨硬质颗粒具有高熔点、高硬度、良好的抗氧化能力、良好的润滑性以及耐磨损等特性,很好地改善了多孔钛的综合
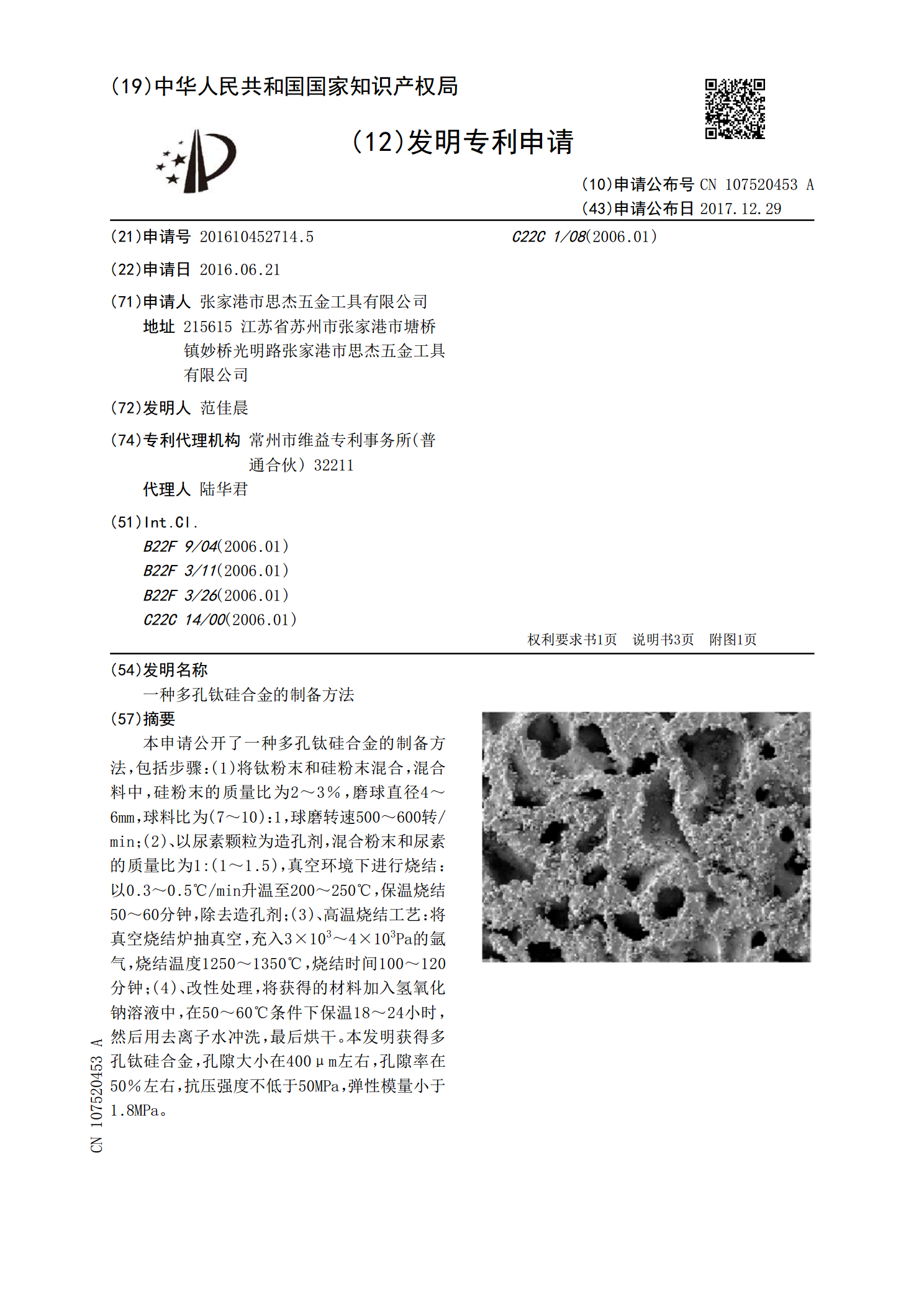
一种多孔钛硅合金的制备方法.pdf
本申请公开了一种多孔钛硅合金的制备方法,包括步骤:(1)将钛粉末和硅粉末混合,混合料中,硅粉末的质量比为2~3%,磨球直径4~6mm,球料比为(7~10):1,球磨转速500~600转/min;(2)、以尿素颗粒为造孔剂,混合粉末和尿素的质量比为1:(1~1.5),真空环境下进行烧结:以0.3~0.5℃/min升温至200~250℃,保温烧结50~60分钟,除去造孔剂;(3)、高温烧结工艺:将真空烧结炉抽真空,充入3×10