
一种电缆制备工艺.pdf

岚风****55

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种电缆制备工艺.pdf
本发明公开了一种电缆制备工艺,以下步骤:1)将金属导体在高温下拉成金属丝,在35‑‑45℃的条件下,利用拉丝机,经过拉伸模具,将铜杆材拉伸,拉丝的直径为0.6‑1mm;单丝退火,通过退火炉进行退火,退火温度450‑580℃,退火时间45‑60分钟,制成单丝;2)将若干根金属丝采用正规同心式股线绞合方式进行绞合得到电缆线芯;3)成缆,将若干根导电线芯采用无退扭方式进行绞制制成电缆,对成缆后的电缆进行绑扎,在电缆线芯上涂上绝缘粘胶,依次裹上绝缘层和防腐蚀层;4)在防腐蚀层外侧包裹有减震层;5)在减震层上设置有

一种电缆的制备工艺.pdf
本发明公开了一种电缆的制备工艺,该工艺中使用的抗压组件包括有抗压套、连接杆和支撑板,所述支撑板的截面呈工字型,所述抗压套的内壁和连接杆的外壁均开设有多个安装槽,所述支撑杆的一端与连接杆外壁所开设的安装槽滑动穿插连接,所述支撑杆的另一端与抗压套内壁所开设的安装槽滑动穿插连接。本发明利用抗压套、连接杆和支撑板相配合的设置方式,通过将缆芯放置在多个支撑板之间,并通过支撑板对内护套进行了支撑,且支撑板内部开设的空腔,提高了支撑板的抗压能力,从而可对电缆受力实现缓冲,减少缆芯所受到的压力,使得缆芯的抗压能力得到增强
一种电缆铜线制备工艺.pdf
本发明公开了一种电缆铜线制备工艺,所述电缆铜线制备工艺包括:铜线细拉:将铜丝送入拉丝机,通过模具的挤压,铜丝被拉细,并盘在收线盘上;束合:将细拉后的多根铜丝送入束丝机,通过束丝机将其拧成一股铜线并盘在装线盘上;罐式退火:铜线放入罐式退火炉的退火罐中进行退火处理;出炉室温冷却:退火罐运出罐式退火炉的炉室,使罐体冷却至室温;水却:将退火罐放入水池中冷却;开罐出线:将铜线从退火罐中取出,除油烘干后,即得所述电缆铜线。所述电缆铜线制备工艺通过调整工艺步骤,在铜丝仍处于硬态时将其束合在一起,避免铜丝在束丝过程中被拉
一种阻燃型耐磨电缆的制备工艺.pdf
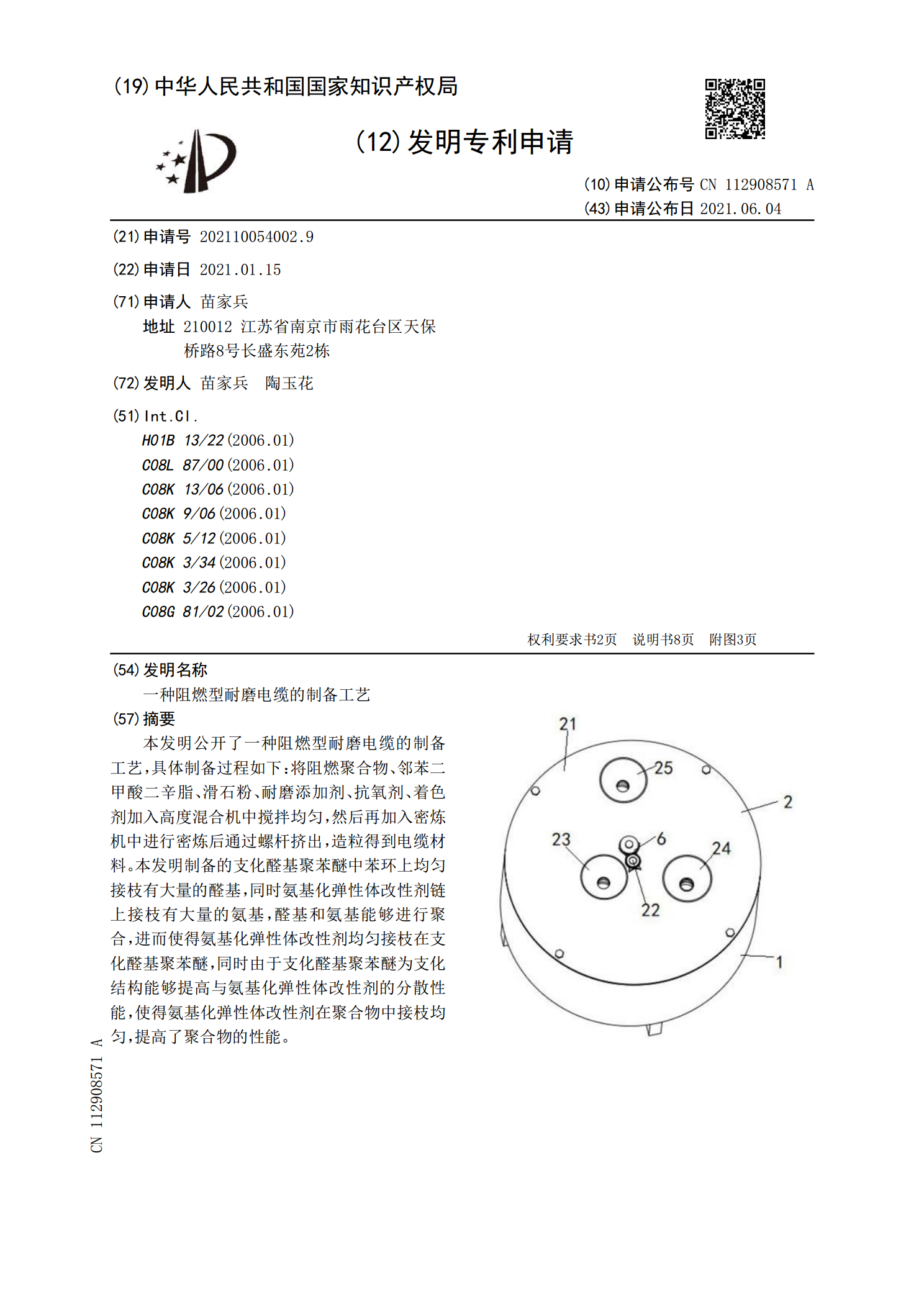
本发明公开了一种阻燃型耐磨电缆的制备工艺,具体制备过程如下:将阻燃聚合物、邻苯二甲酸二辛脂、滑石粉、耐磨添加剂、抗氧剂、着色剂加入高度混合机中搅拌均匀,然后再加入密炼机中进行密炼后通过螺杆挤出,造粒得到电缆材料。本发明制备的支化醛基聚苯醚中苯环上均匀接枝有大量的醛基,同时氨基化弹性体改性剂链上接枝有大量的氨基,醛基和氨基能够进行聚合,进而使得氨基化弹性体改性剂均匀接枝在支化醛基聚苯醚,同时由于支化醛基聚苯醚为支化结构能够提高与氨基化弹性体改性剂的分散性能,使得氨基化弹性体改性剂在聚合物中接枝均匀,提高了聚
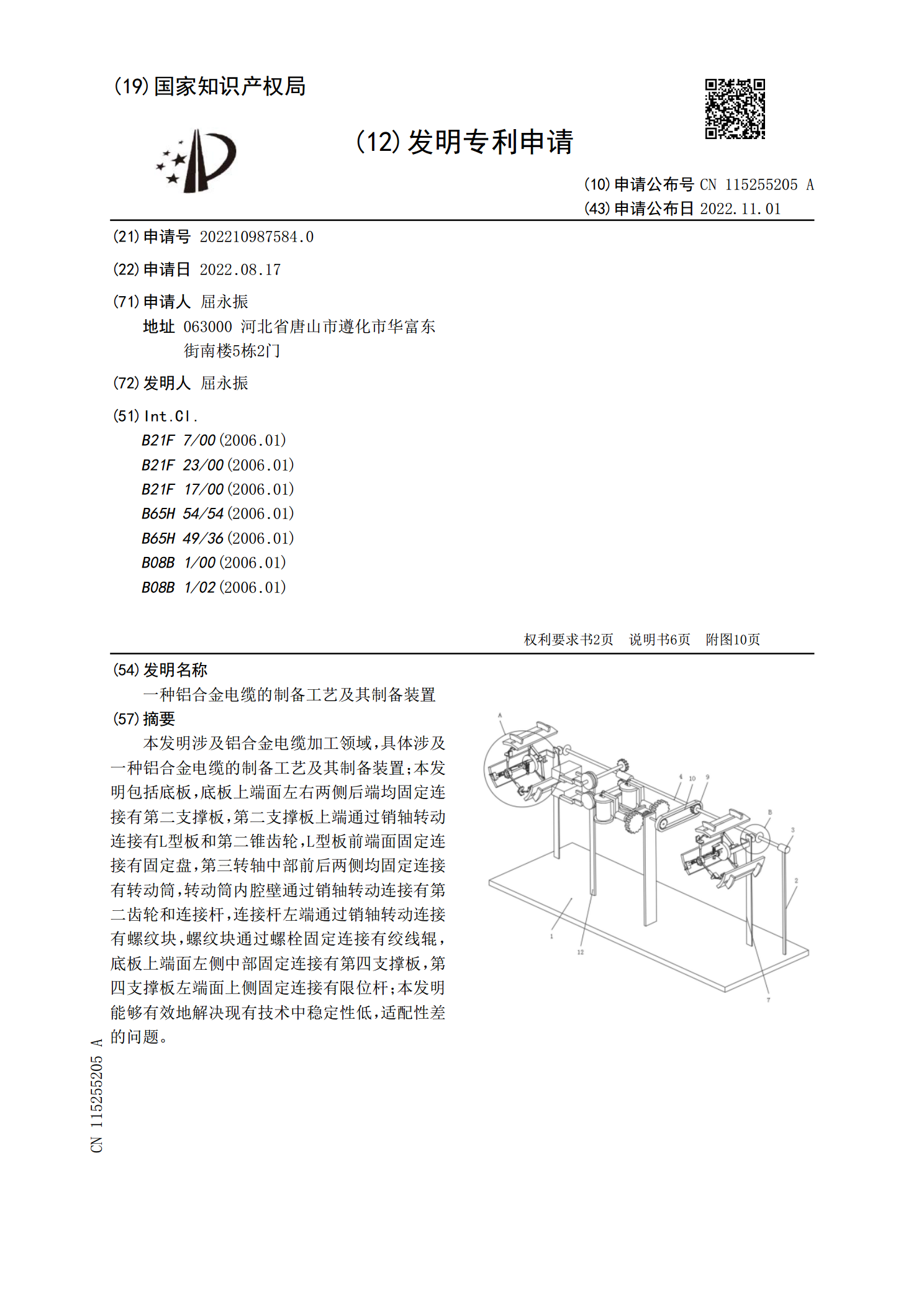
一种铝合金电缆的制备工艺及其制备装置.pdf
本发明涉及铝合金电缆加工领域,具体涉及一种铝合金电缆的制备工艺及其制备装置;本发明包括底板,底板上端面左右两侧后端均固定连接有第二支撑板,第二支撑板上端通过销轴转动连接有L型板和第二锥齿轮,L型板前端面固定连接有固定盘,第三转轴中部前后两侧均固定连接有转动筒,转动筒内腔壁通过销轴转动连接有第二齿轮和连接杆,连接杆左端通过销轴转动连接有螺纹块,螺纹块通过螺栓固定连接有绞线辊,底板上端面左侧中部固定连接有第四支撑板,第四支撑板左端面上侧固定连接有限位杆;本发明能够有效地解决现有技术中稳定性低,适配性差的问题。