
一种不锈钢拉丝工艺.pdf

书生****文章

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不锈钢拉丝工艺.pdf
本发明公开了一种不锈钢拉丝工艺,包括:将拉丝模预热到800‑950℃,等炉温升至1300‑1450℃时,固定加热功率,将不锈钢放入拉丝机进行加工;拉丝采用石墨乳润滑,选择小2.0拉丝模进行加工,拉丝速度设为15.5‑17.5m/min,一直拉到直径为0.01mm。通过上述方式,本发明指出的一种不锈钢拉丝工艺,拉丝工艺简单,生产出来不锈钢拉丝结实,截面积可以编织为圆形、四边形、三角形、星形或不规则形,丰富了人们多样性需求,突破对装饰材料运用的限制,满足更多创意上的需求。
一种不锈钢柱抛光拉丝工艺.pdf
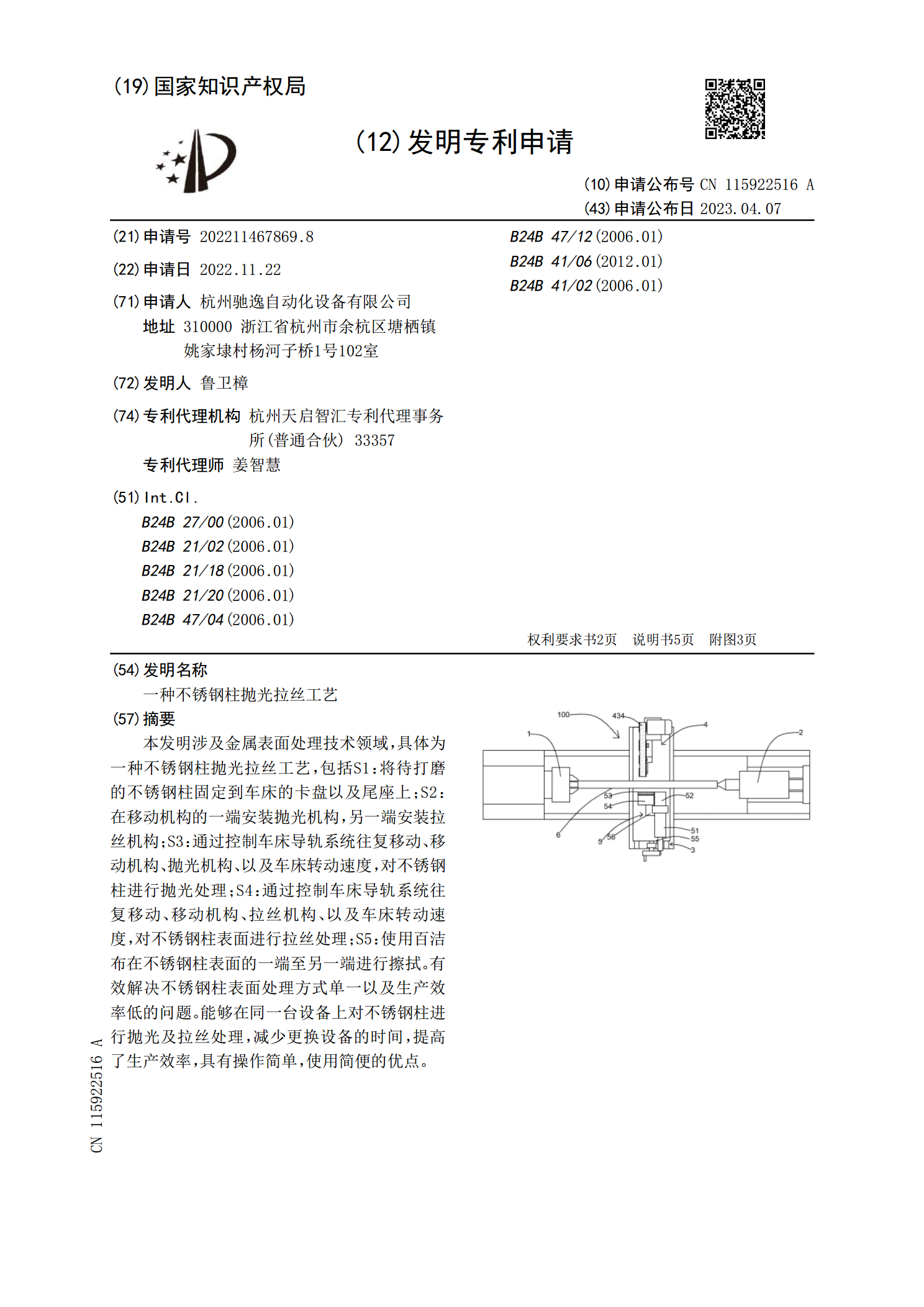
本发明涉及金属表面处理技术领域,具体为一种不锈钢柱抛光拉丝工艺,包括S1:将待打磨的不锈钢柱固定到车床的卡盘以及尾座上;S2:在移动机构的一端安装抛光机构,另一端安装拉丝机构;S3:通过控制车床导轨系统往复移动、移动机构、抛光机构、以及车床转动速度,对不锈钢柱进行抛光处理;S4:通过控制车床导轨系统往复移动、移动机构、拉丝机构、以及车床转动速度,对不锈钢柱表面进行拉丝处理;S5:使用百洁布在不锈钢柱表面的一端至另一端进行擦拭。有效解决不锈钢柱表面处理方式单一以及生产效率低的问题。能够在同一台设备上对不锈钢
一种不锈钢板表面拉丝工艺.pdf
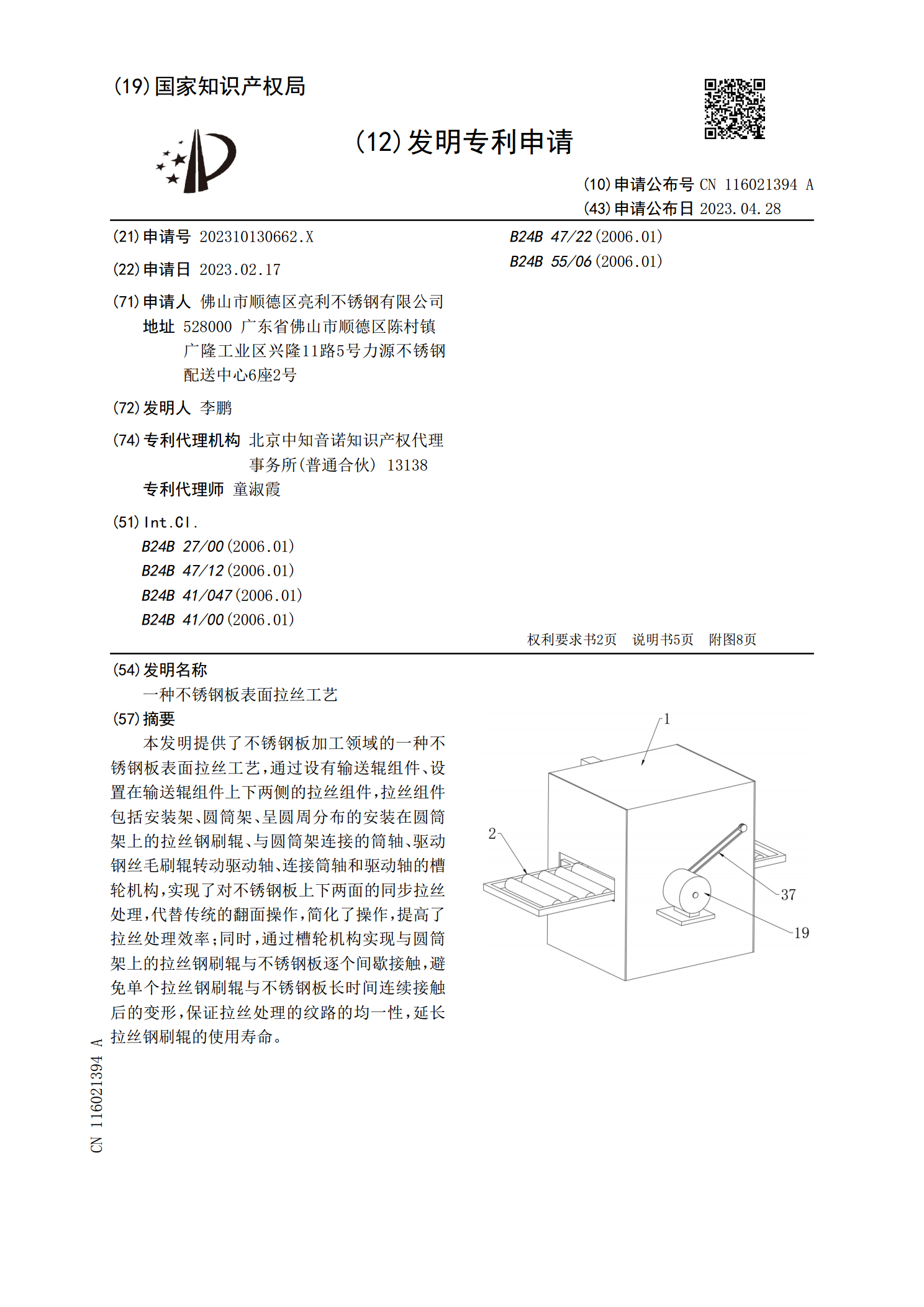
本发明提供了不锈钢板加工领域的一种不锈钢板表面拉丝工艺,通过设有输送辊组件、设置在输送辊组件上下两侧的拉丝组件,拉丝组件包括安装架、圆筒架、呈圆周分布的安装在圆筒架上的拉丝钢刷辊、与圆筒架连接的筒轴、驱动钢丝毛刷辊转动驱动轴、连接筒轴和驱动轴的槽轮机构,实现了对不锈钢板上下两面的同步拉丝处理,代替传统的翻面操作,简化了操作,提高了拉丝处理效率;同时,通过槽轮机构实现与圆筒架上的拉丝钢刷辊与不锈钢板逐个间歇接触,避免单个拉丝钢刷辊与不锈钢板长时间连续接触后的变形,保证拉丝处理的纹路的均一性,延长拉丝钢刷辊的
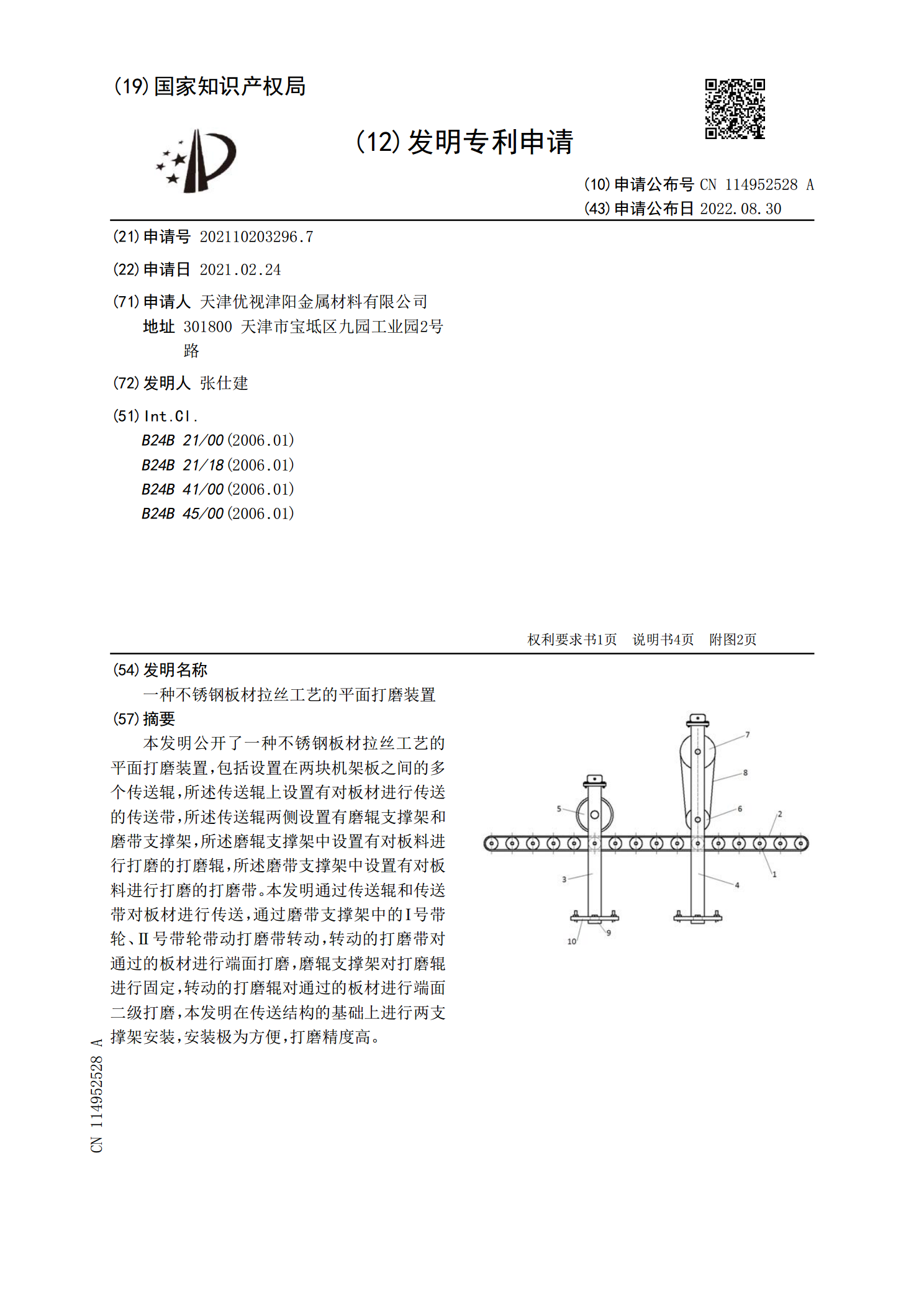
一种不锈钢板材拉丝工艺的平面打磨装置.pdf
本发明公开了一种不锈钢板材拉丝工艺的平面打磨装置,包括设置在两块机架板之间的多个传送辊,所述传送辊上设置有对板材进行传送的传送带,所述传送辊两侧设置有磨辊支撑架和磨带支撑架,所述磨辊支撑架中设置有对板料进行打磨的打磨辊,所述磨带支撑架中设置有对板料进行打磨的打磨带。本发明通过传送辊和传送带对板材进行传送,通过磨带支撑架中的Ⅰ号带轮、Ⅱ号带轮带动打磨带转动,转动的打磨带对通过的板材进行端面打磨,磨辊支撑架对打磨辊进行固定,转动的打磨辊对通过的板材进行端面二级打磨,本发明在传送结构的基础上进行两支撑架安装,安
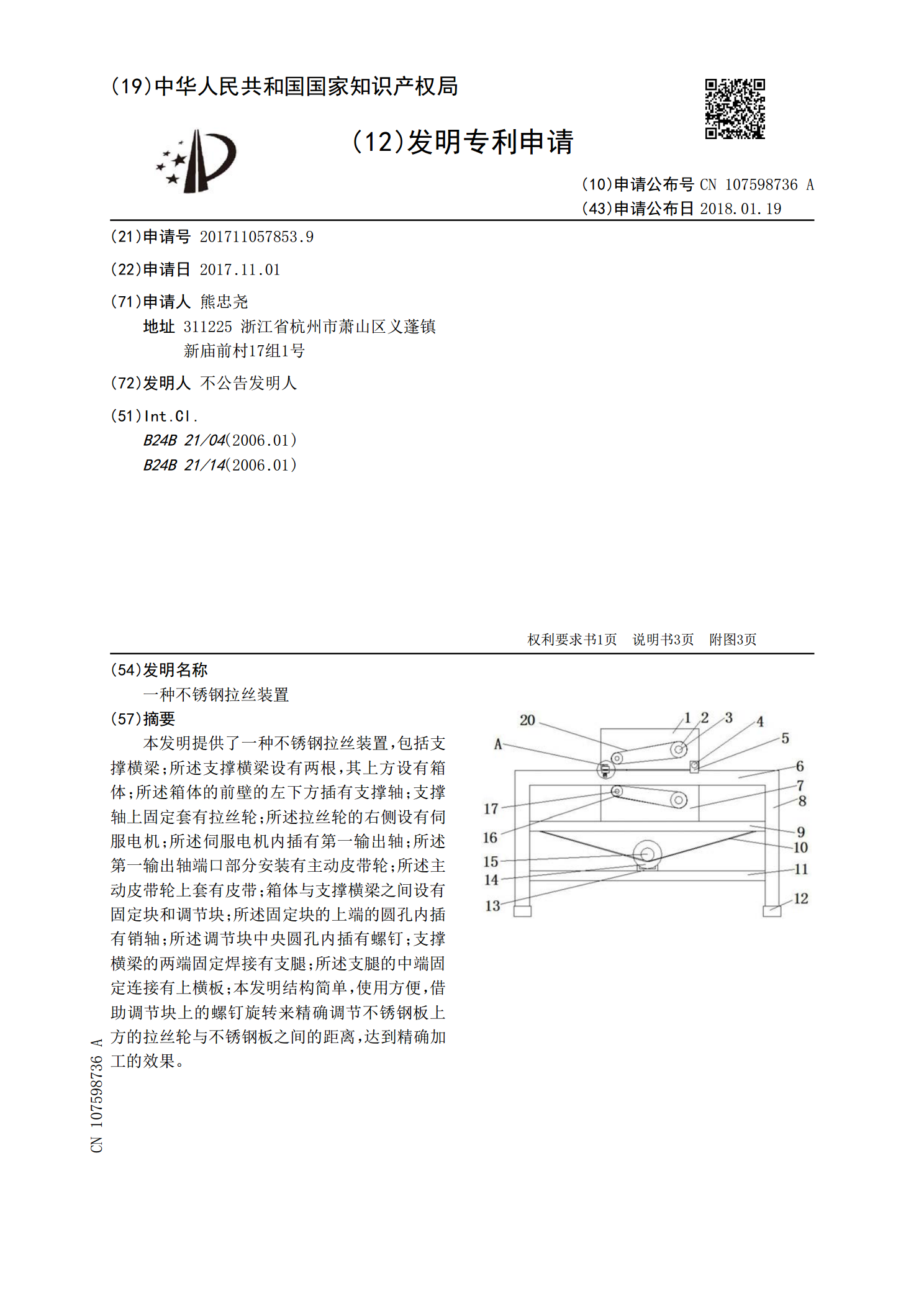
一种不锈钢拉丝装置.pdf
本发明提供了一种不锈钢拉丝装置,包括支撑横梁;所述支撑横梁设有两根,其上方设有箱体;所述箱体的前壁的左下方插有支撑轴;支撑轴上固定套有拉丝轮;所述拉丝轮的右侧设有伺服电机;所述伺服电机内插有第一输出轴;所述第一输出轴端口部分安装有主动皮带轮;所述主动皮带轮上套有皮带;箱体与支撑横梁之间设有固定块和调节块;所述固定块的上端的圆孔内插有销轴;所述调节块中央圆孔内插有螺钉;支撑横梁的两端固定焊接有支腿;所述支腿的中端固定连接有上横板;本发明结构简单,使用方便,借助调节块上的螺钉旋转来精确调节不锈钢板上方的拉丝轮