
一种钛合金真空自耗熔炼用电极的整体制备方法.pdf

Th****84

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金真空自耗熔炼用电极的整体制备方法.pdf
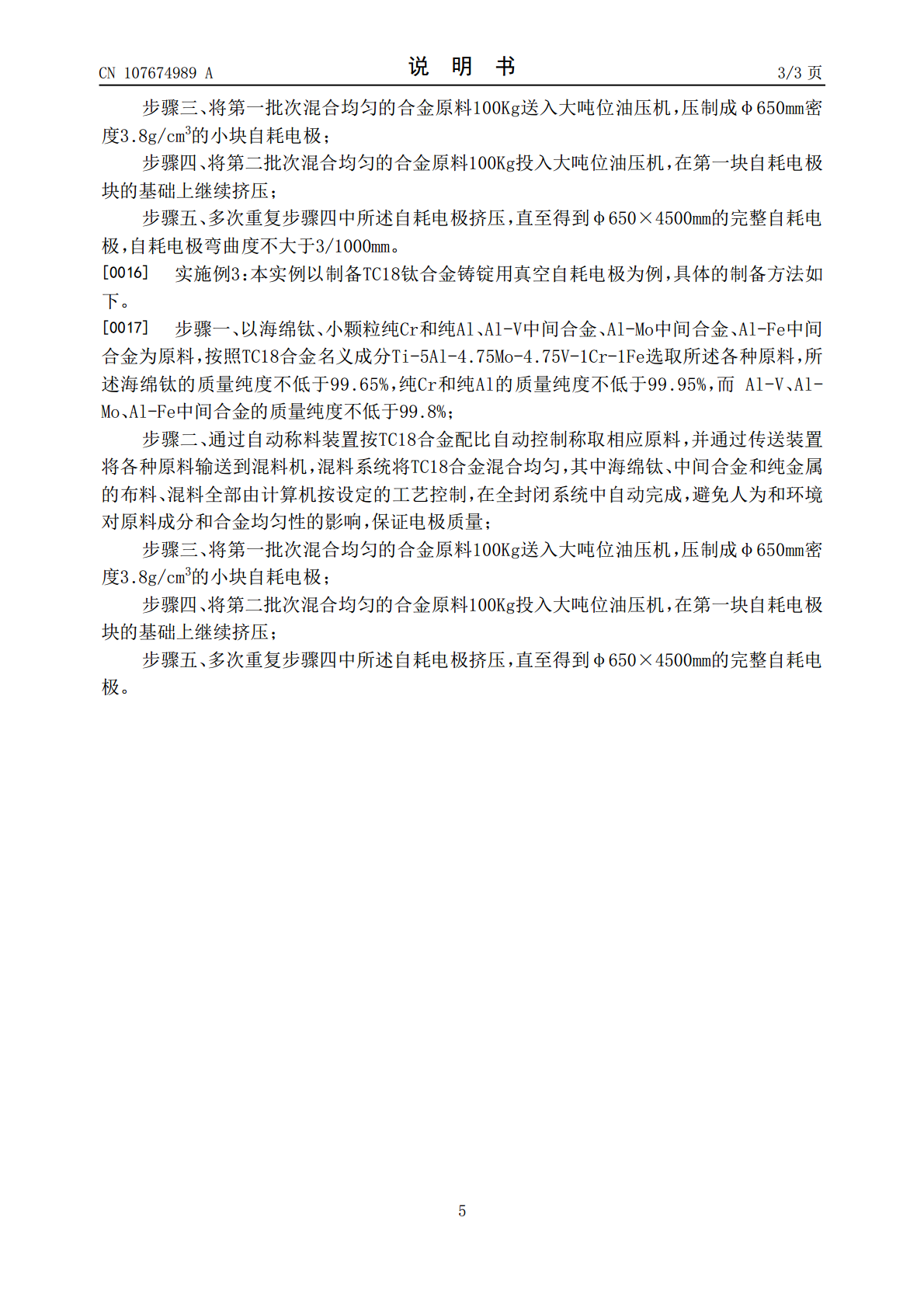
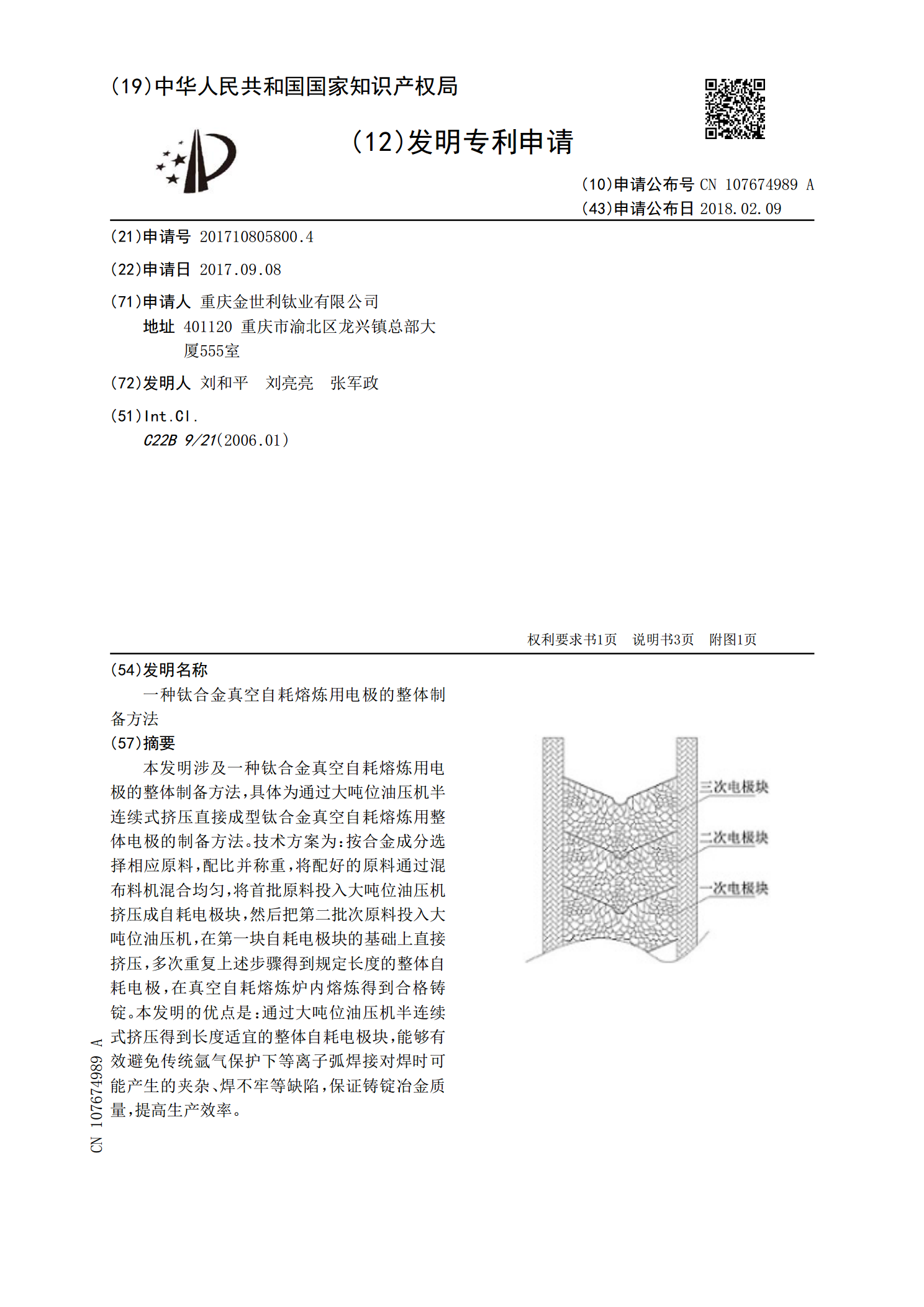
本发明涉及一种钛合金真空自耗熔炼用电极的整体制备方法,具体为通过大吨位油压机半连续式挤压直接成型钛合金真空自耗熔炼用整体电极的制备方法。技术方案为:按合金成分选择相应原料,配比并称重,将配好的原料通过混布料机混合均匀,将首批原料投入大吨位油压机挤压成自耗电极块,然后把第二批次原料投入大吨位油压机,在第一块自耗电极块的基础上直接挤压,多次重复上述步骤得到规定长度的整体自耗电极,在真空自耗熔炼炉内熔炼得到合格铸锭。本发明的优点是:通过大吨位油压机半连续式挤压得到长度适宜的整体自耗电极块,能够有效避免传统氩气保

一种真空自耗炉用钛或钛合金电极及其制备方法.pdf
本发明公开了一种真空自耗炉用钛或钛合金电极,包括若干电极块组,单个电极块组由两种不同结构的电极块组合而成,其中一种电极块夹装在另一种结构的电极块之间,两种结构电极块相接处表面设置有定位结构。本发明还公开了上述电极的制备方法。本发明通过模具的合理设计,电极块的合理组合,电极块之间的搭接,充分利用等离子弧的焊接特性,将组合配对的电极块进行焊接,制成大规格自耗电极,解决了在油压机压制小的情况下,无法生产出大规格自耗电极的问题,本发明提高了设备的通用性,拓宽了设备的使用范围,提高了生产效率,降低了模具费用,节约了

一种钛合金真空自耗熔炼工艺.pdf
本发明公开了一种钛合金真空自耗熔炼工艺,包括以下工艺步骤:步骤一:挑选出合格的海绵钛原料,再对海绵钛原料以及合金原料按比例称重后进行混合;步骤二:将混合好的海绵钛混合料送至压块机压制成电极密度为3.4g/cm2的小电极块;步骤三:采用无高密夹杂等离子焊接工艺将多个小电极块进行焊接,将多个小电极块熔炼组成为大电极块;步骤四:采用30000A大电流进行钛电极真空自耗熔炼,真空熔炼无论是一次还是多次,均在同一炉体内实现;步骤五:铸锭熔炼后切除收尾冒口。本发明通过优化VAR真空自耗生产工艺及技术,显著提高了钛合金

一种高温合金真空自耗熔炼差分电极的制备方法.pdf
本发明公开一种高温合金真空自耗熔炼差分电极的制备方法,属于真空自耗熔炼的技术领域。所述制备方法采用真空感应熔炼或真空感应‑电渣重熔冶炼出不同合金成分的原始电极铸锭,之后根据后续熔炼工艺将其用车床按比例切割,再将切割后的原始电极铸锭进行焊接,最后将其组合成真空自耗熔炼的差分电极。本发明通过将真空感应熔炼原始电极或真空感应‑电渣重熔原始电极进行一定比例一定结构的焊接,将焊接得到的原始电极块整体再焊接到假电极上,并将差分自耗电极装入真空自耗炉进行真空自耗重熔得到铸锭高度偏析程度低的、组织结果分布均匀的高温合金铸
一种真空自耗炉用电极及其焊接方法和真空自耗熔炼补缩的方法.pdf
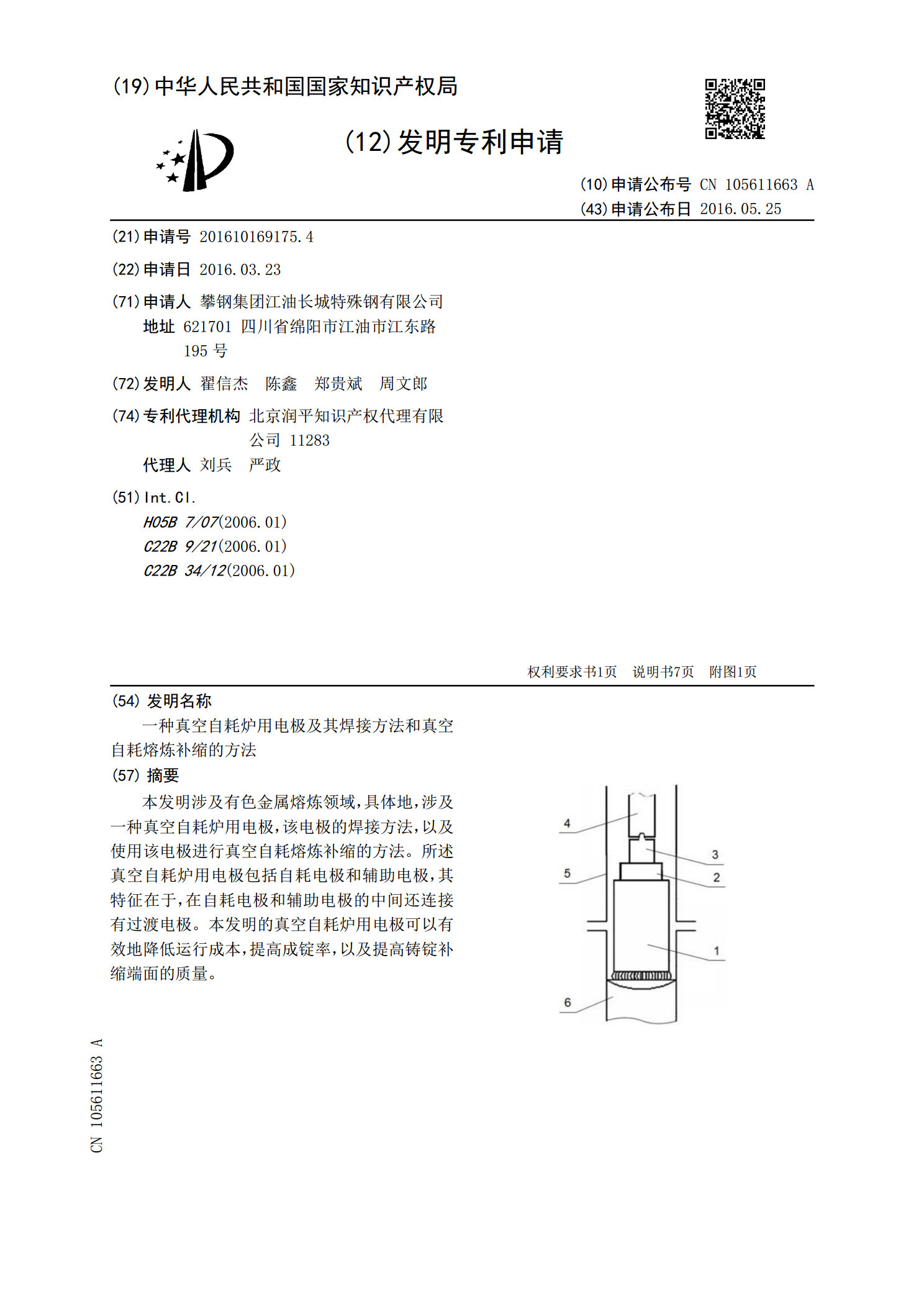
本发明涉及有色金属熔炼领域,具体地,涉及一种真空自耗炉用电极,该电极的焊接方法,以及使用该电极进行真空自耗熔炼补缩的方法。所述真空自耗炉用电极包括自耗电极和辅助电极,其特征在于,在自耗电极和辅助电极的中间还连接有过渡电极。本发明的真空自耗炉用电极可以有效地降低运行成本,提高成锭率,以及提高铸锭补缩端面的质量。