
一种真空自耗炉用电极及其焊接方法和真空自耗熔炼补缩的方法.pdf

雨巷****怡轩

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空自耗炉用电极及其焊接方法和真空自耗熔炼补缩的方法.pdf
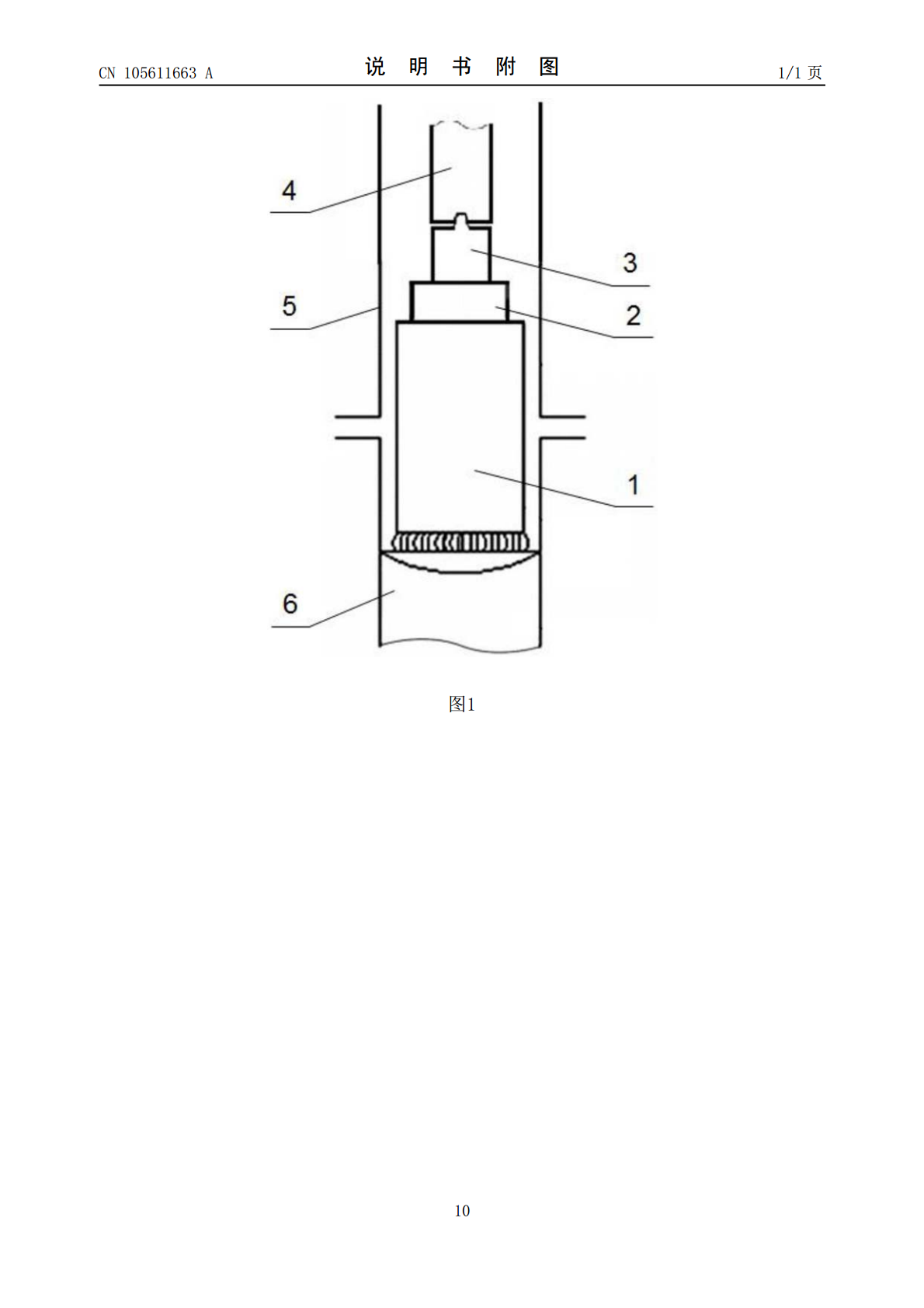
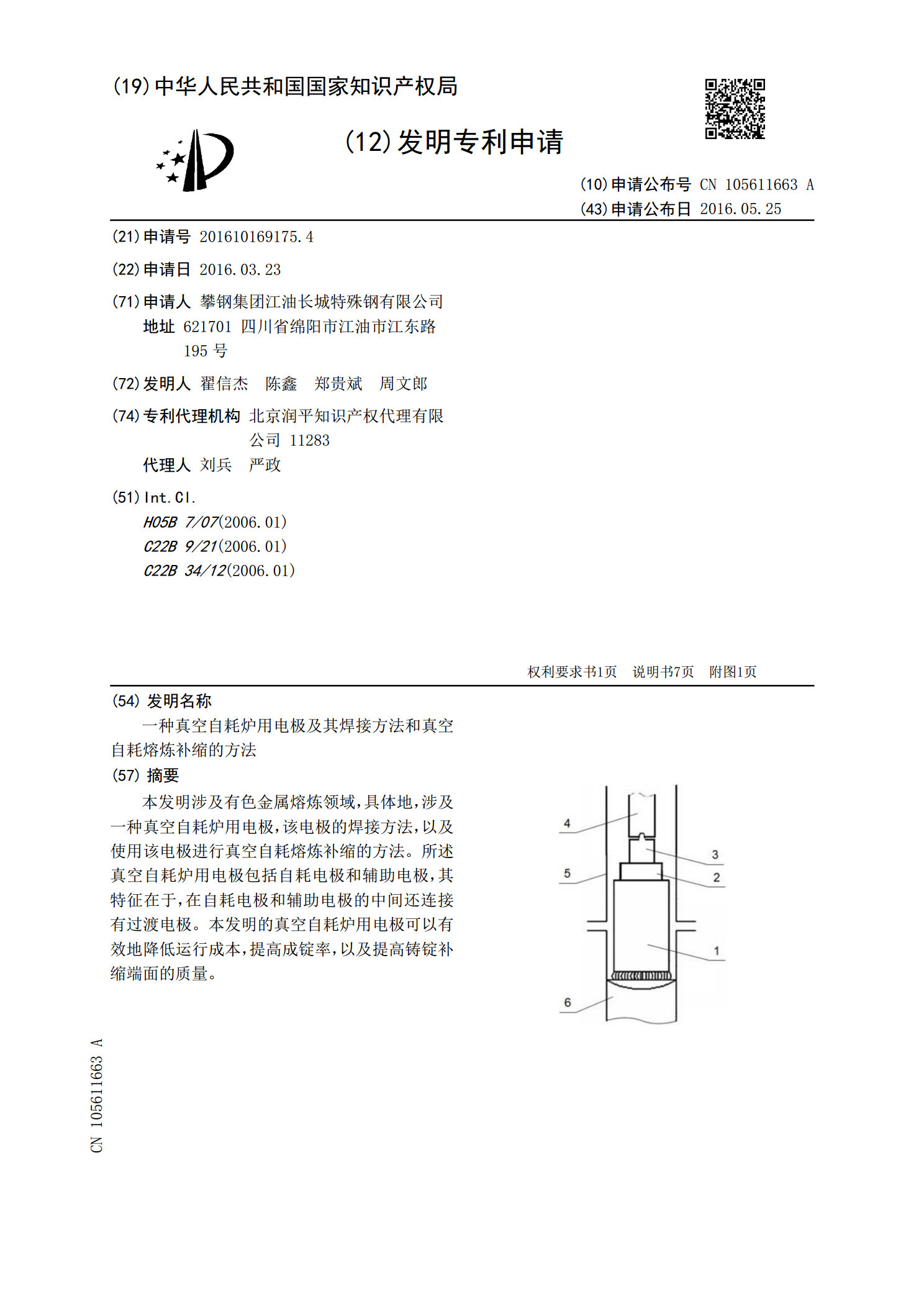
本发明涉及有色金属熔炼领域,具体地,涉及一种真空自耗炉用电极,该电极的焊接方法,以及使用该电极进行真空自耗熔炼补缩的方法。所述真空自耗炉用电极包括自耗电极和辅助电极,其特征在于,在自耗电极和辅助电极的中间还连接有过渡电极。本发明的真空自耗炉用电极可以有效地降低运行成本,提高成锭率,以及提高铸锭补缩端面的质量。
真空自耗炉电极装炉辅助装置及熔炼方法.pdf
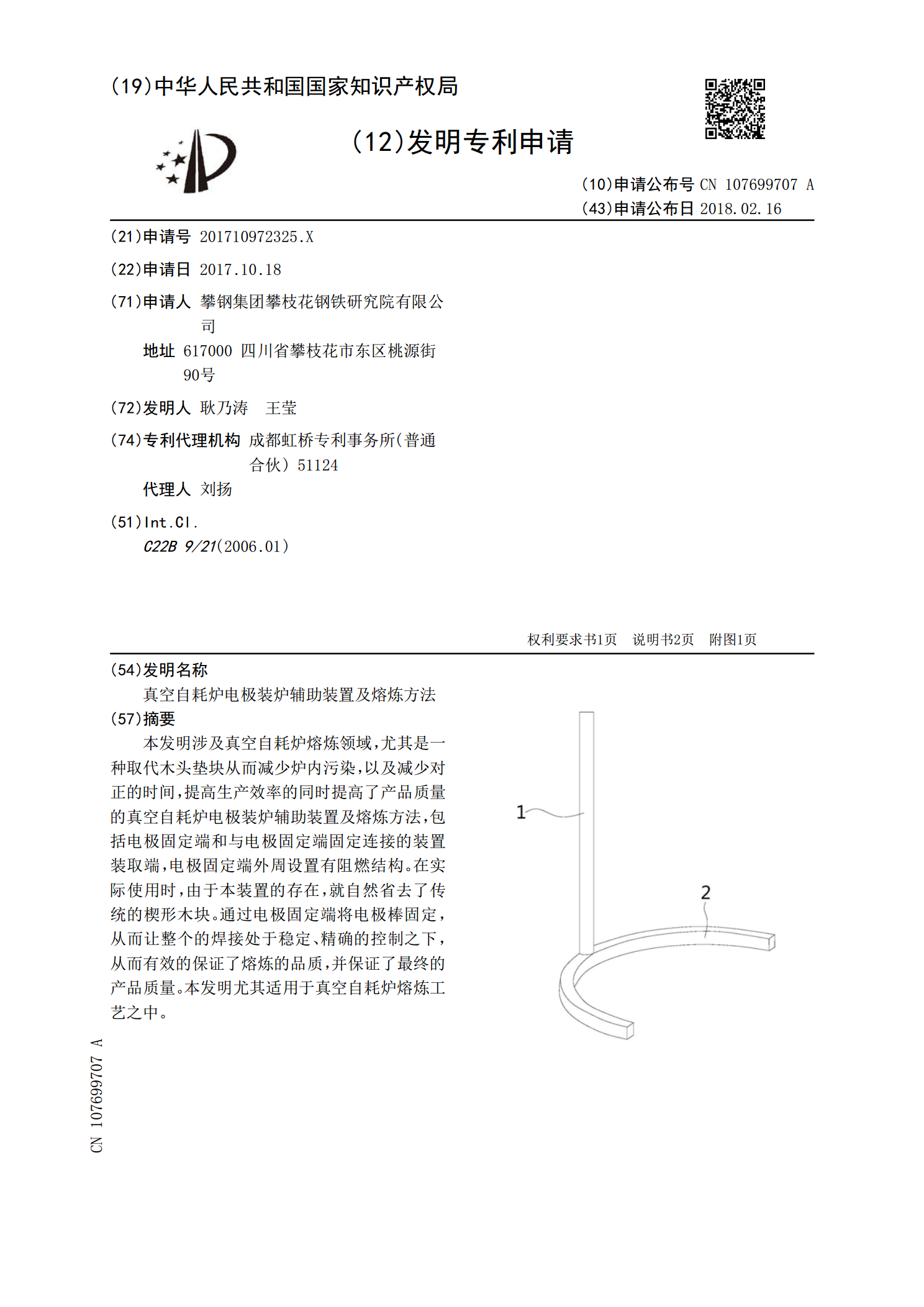
本发明涉及真空自耗炉熔炼领域,尤其是一种取代木头垫块从而减少炉内污染,以及减少对正的时间,提高生产效率的同时提高了产品质量的真空自耗炉电极装炉辅助装置及熔炼方法,包括电极固定端和与电极固定端固定连接的装置装取端,电极固定端外周设置有阻燃结构。在实际使用时,由于本装置的存在,就自然省去了传统的楔形木块。通过电极固定端将电极棒固定,从而让整个的焊接处于稳定、精确的控制之下,从而有效的保证了熔炼的品质,并保证了最终的产品质量。本发明尤其适用于真空自耗炉熔炼工艺之中。

一种真空自耗炉用钛或钛合金电极及其制备方法.pdf
本发明公开了一种真空自耗炉用钛或钛合金电极,包括若干电极块组,单个电极块组由两种不同结构的电极块组合而成,其中一种电极块夹装在另一种结构的电极块之间,两种结构电极块相接处表面设置有定位结构。本发明还公开了上述电极的制备方法。本发明通过模具的合理设计,电极块的合理组合,电极块之间的搭接,充分利用等离子弧的焊接特性,将组合配对的电极块进行焊接,制成大规格自耗电极,解决了在油压机压制小的情况下,无法生产出大规格自耗电极的问题,本发明提高了设备的通用性,拓宽了设备的使用范围,提高了生产效率,降低了模具费用,节约了
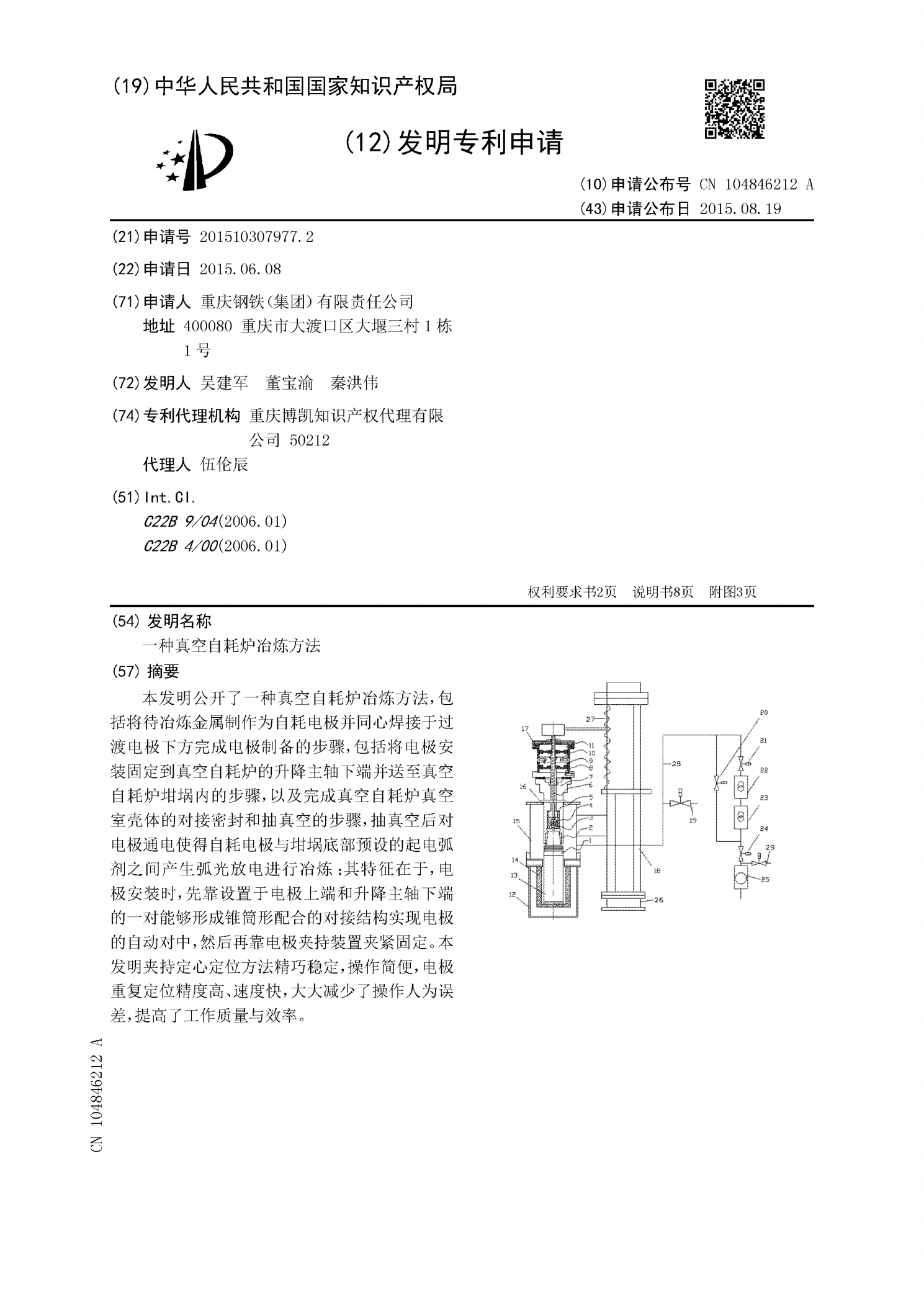
一种真空自耗炉冶炼方法.pdf
本发明公开了一种真空自耗炉冶炼方法,包括将待冶炼金属制作为自耗电极并同心焊接于过渡电极下方完成电极制备的步骤,包括将电极安装固定到真空自耗炉的升降主轴下端并送至真空自耗炉坩埚内的步骤,以及完成真空自耗炉真空室壳体的对接密封和抽真空的步骤,抽真空后对电极通电使得自耗电极与坩埚底部预设的起电弧剂之间产生弧光放电进行冶炼;其特征在于,电极安装时,先靠设置于电极上端和升降主轴下端的一对能够形成锥筒形配合的对接结构实现电极的自动对中,然后再靠电极夹持装置夹紧固定。本发明夹持定心定位方法精巧稳定,操作简便,电极重复定
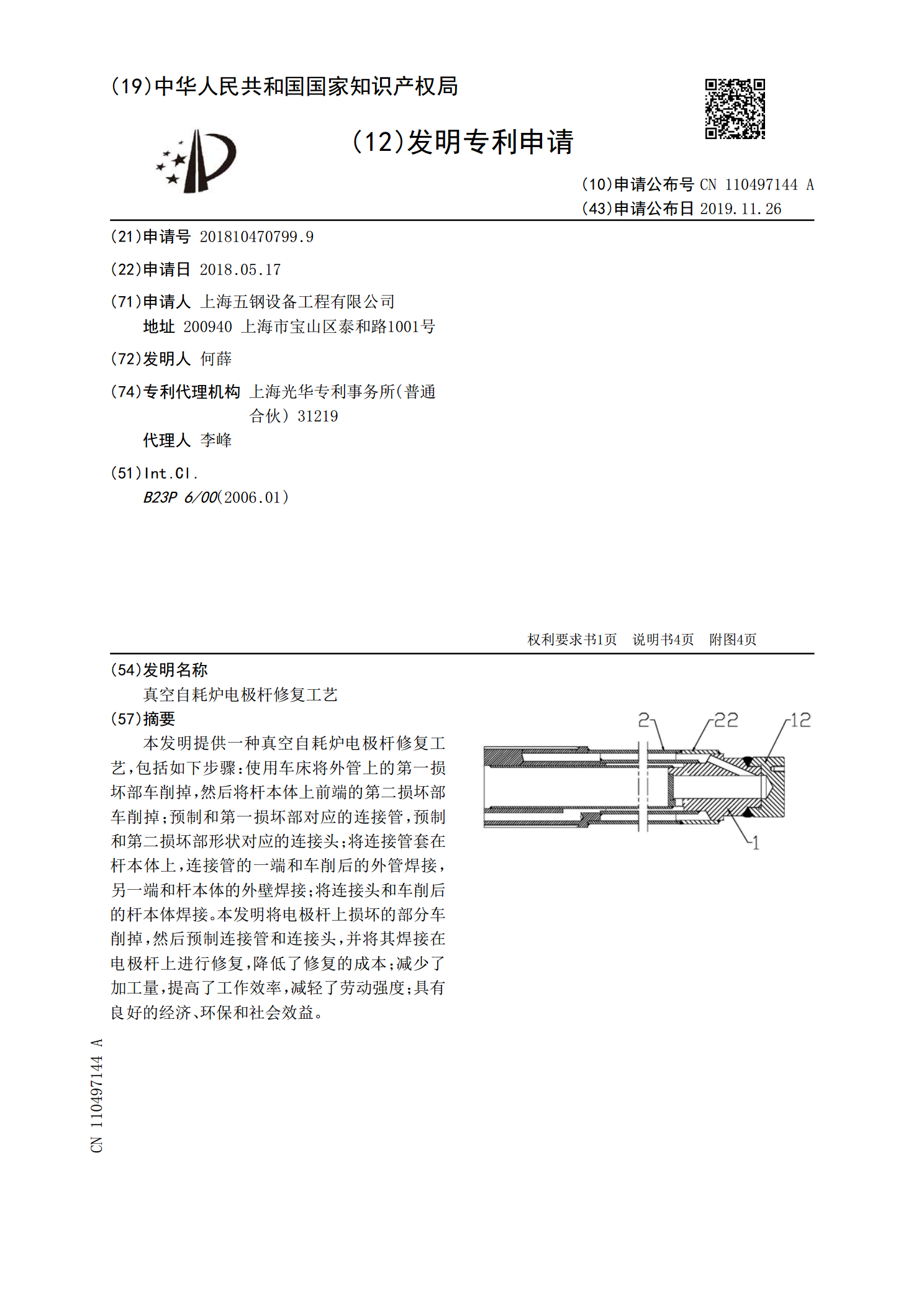
真空自耗炉电极杆修复工艺.pdf
本发明提供一种真空自耗炉电极杆修复工艺,包括如下步骤:使用车床将外管上的第一损坏部车削掉,然后将杆本体上前端的第二损坏部车削掉;预制和第一损坏部对应的连接管,预制和第二损坏部形状对应的连接头;将连接管套在杆本体上,连接管的一端和车削后的外管焊接,另一端和杆本体的外壁焊接;将连接头和车削后的杆本体焊接。本发明将电极杆上损坏的部分车削掉,然后预制连接管和连接头,并将其焊接在电极杆上进行修复,降低了修复的成本;减少了加工量,提高了工作效率,减轻了劳动强度;具有良好的经济、环保和社会效益。