
一种低温冲击性能良好的矿山车轮用钢及生产方法.pdf

康佳****文库


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低温冲击性能良好的矿山车轮用钢及生产方法.pdf
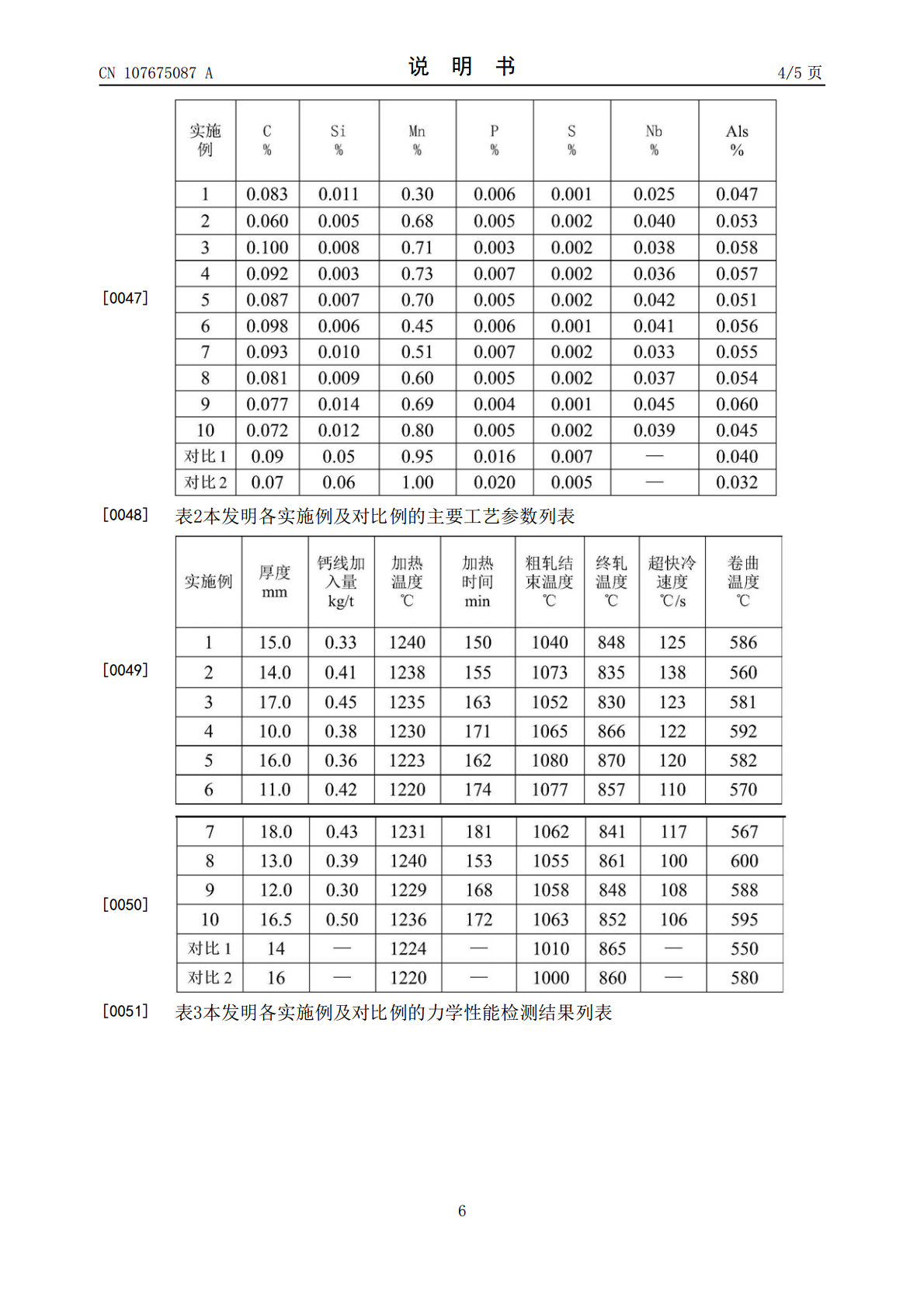
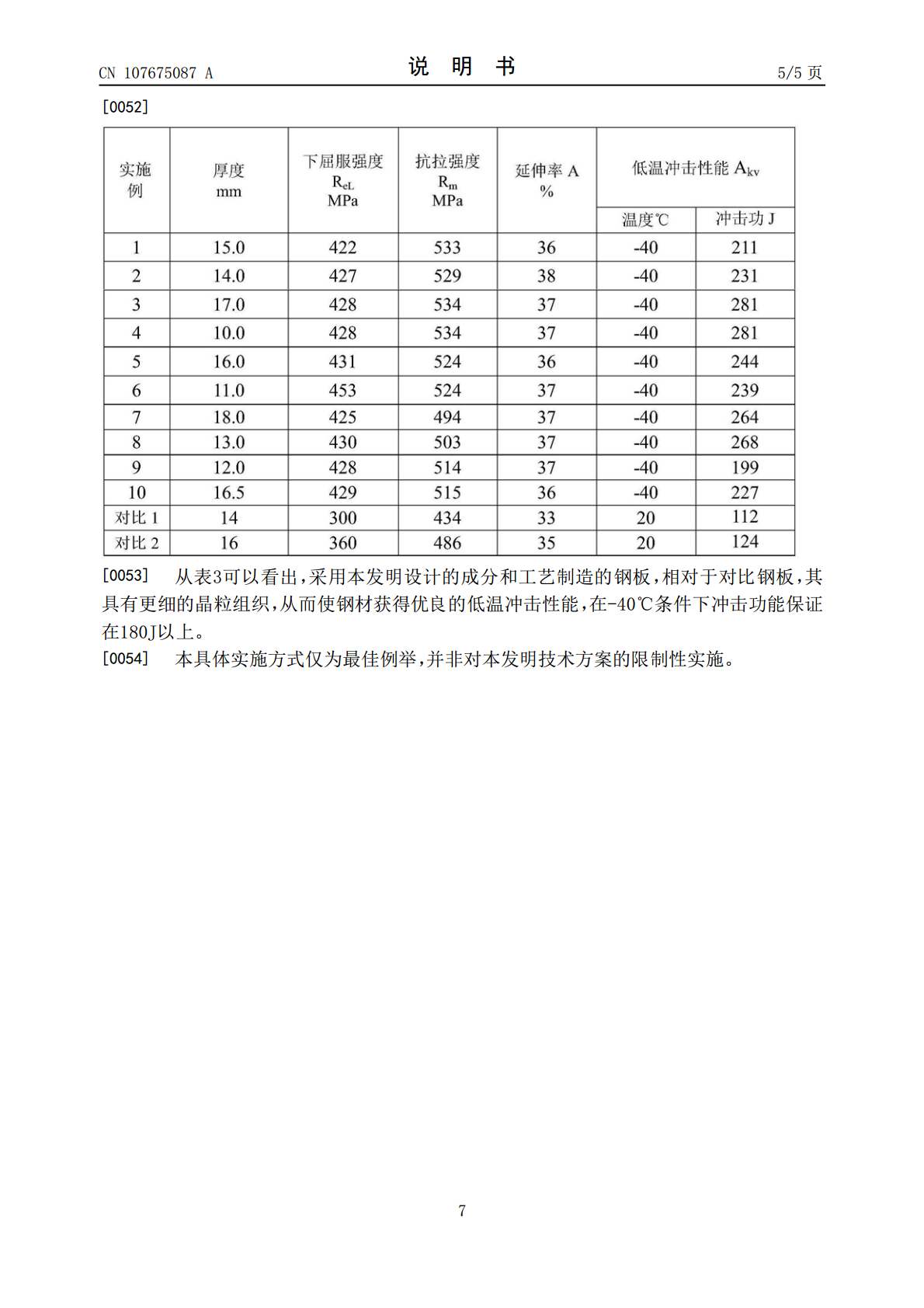
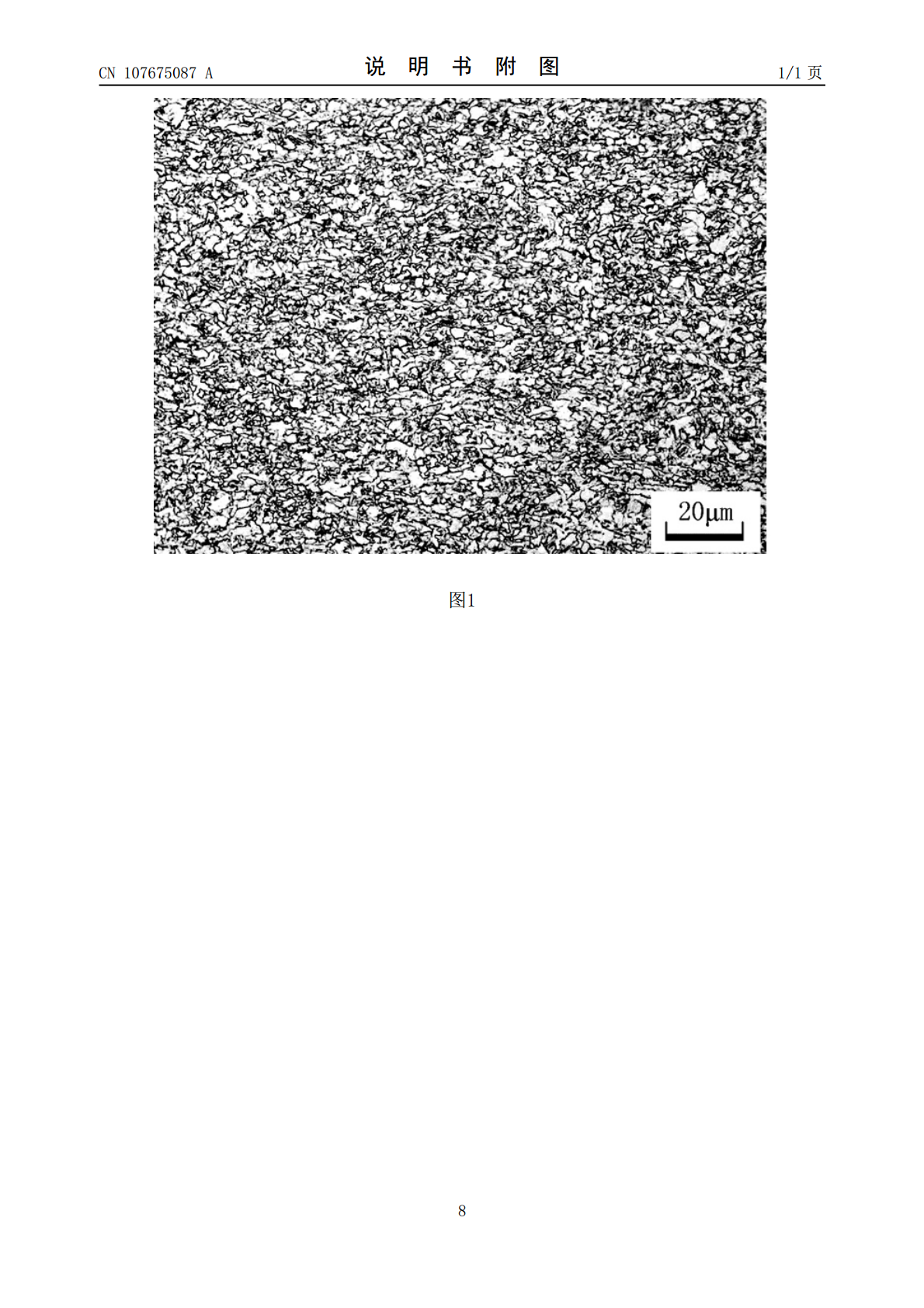
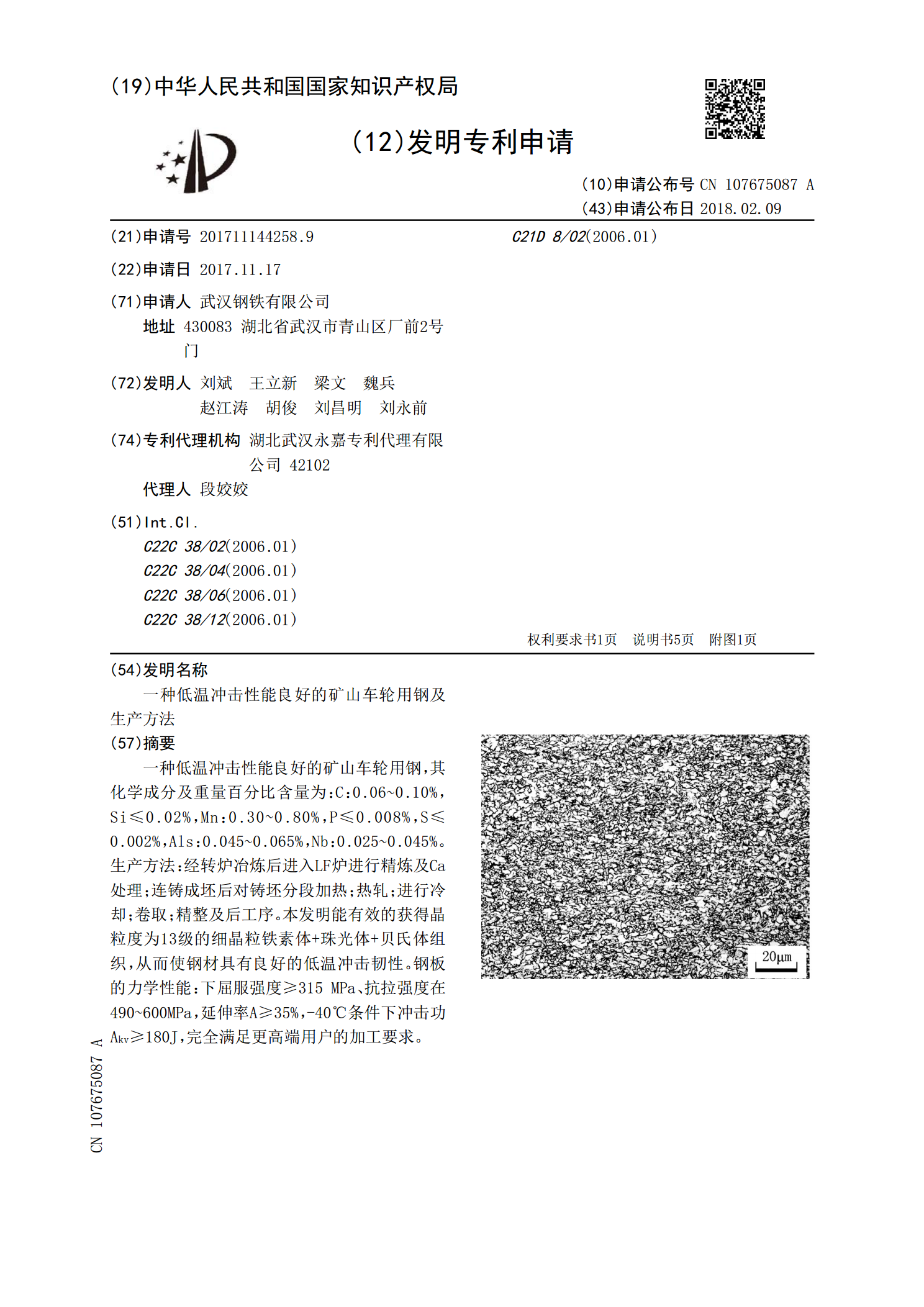
一种低温冲击性能良好的矿山车轮用钢,其化学成分及重量百分比含量为:C:0.06~0.10%,Si≤0.02%,Mn:0.30~0.80%,P≤0.008%,S≤0.002%,Als:0.045~0.065%,Nb:0.025~0.045%。生产方法:经转炉冶炼后进入LF炉进行精炼及Ca处理;连铸成坯后对铸坯分段加热;热轧;进行冷却;卷取;精整及后工序。本发明能有效的获得晶粒度为13级的细晶粒铁素体+珠光体+贝氏体组织,从而使钢材具有良好的低温冲击韧性。钢板的力学性能:下屈服强度≥315MPa、抗拉强度在
一种提高风电法兰用钢低温冲击性能的方法.pdf
本发明公开了一种提高风电法兰用钢低温冲击性能的方法,属于冶金技术领域。本发明方法包括转炉冶炼、LF精炼、VD真空处理、连铸、热处理工序;转炉冶炼工序,采用BOF转炉,转炉铁水与废钢比例为:铁水量85~90%,废钢量10~15%;所述转炉铁水成分含量控制:P≤0.110%、S≤0.030%、Si:0.30~0.70%,转炉铁水温度1350~1450℃,出炉钢水P含量≤0.012%。本发明通过转炉操作,合金及物料成分控制,精炼时间,精炼渣系,VD操作工序合理控制,可生产成品Ti含量≤0.0030%、高低温冲击
一种提高双相不锈钢低温冲击性能的锻造方法.pdf
本发明涉及合金材料锻造技术领域,尤其涉及一种提高双相不锈钢低温冲击性能的锻造方法,包括如下步骤:步骤一,将双相不锈钢冷锭升温至1200~1250℃,保温2~3小时后进行镦粗锻造,所述镦粗锻造的变形量为20%~35%,然后进行拔长锻造,得到经过预处理的双相不锈钢坯料;步骤二,将经过预处理的双相不锈钢坯料在1200~1250℃的条件下保温8~10小时后进行镦粗锻造,所述镦粗锻造的变形量为40%~52%,得到双相不锈钢坯料;步骤三,将双相不锈钢坯料在1050~1100℃的条件下保温2~3小时后进行拔长锻造。本发
一种细化铸态组织提高焊丝钢焊缝低温冲击性能的生产方法.pdf
本发明公开了一种细化铸态组织提高焊丝钢焊缝低温冲击性能的生产方法,其特征在于,具体工艺包括:采用转炉冶炼—LF精炼—VD真空处理—小方坯连铸—线材轧制成Φ5.5mm、Φ6.5mm盘条;其中对于盘条抗拉强度700MPa以上的在拉拔过程中进行退火工序;加入稀土:选择成分满足要求的稀土合金;对于不经过VD真空处理工序的,在精炼后期加入,经过VD真空处理的要在破真空后上台浇注时加入,加入后精炼或VD真空处理到浇注的时间不能超过10min。本发明生产的盘条制成的焊丝,焊丝拉拔顺行,焊缝成形较好,铺展性能优,添加稀土

一种具有良好耐热耐冲击性能的弹簧钢及其生产方法.pdf
本发明公开了一种具有良好耐热耐冲击性能的弹簧钢及其生产方法,属于弹簧钢生产技术领域。该弹簧钢化学成分重量百分比为:C:0.50%~0.60%、Si:1.60%~2.20%、Mn:0.80%~1.00%、Cr:0.80%~1.30%、Mo:0.20%~0.50%、W:0.70%~1.30%、V:0.20%~0.40%、Nb:0.02%~0.04%、Ti:0.015%~0.030%、Ni:0.15%~0.30%、Cu:0.15%~0.30%、P:痕量~0.015%、S:痕量~0.010%、O≤0.0012%、