
一种耐磨型球阀阀芯制造方法.pdf

甲申****66

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐磨型球阀阀芯制造方法.pdf
本发明公开了一种耐磨型球阀阀芯制造方法,属于阀门制造领域。该耐磨型球阀阀芯制造方法选料:根据阀芯大小选取中碳钢坯料,并将坯料放置在加热炉中加热到1250℃;压球处理:将加热后坯料放置在800吨以上水压机进行压球处理得到球体;机加工:将所得球体冷却后进行机加工,加工出内部介质通道;打磨:进行表面打磨,将毛刺打磨干净并抛光,再进行火焰处理或电晕放电的活性基团的表面处理,以增强表面吸附能力;耐磨处理:在球体表面通过激光熔覆添加钴基耐磨合金层,该钴基耐磨合金按质量百分比包括Cr:30~33%、W:5~7.5%、M

一种球形铝阀芯、球阀以及球形铝阀芯制造工艺.pdf
本发明提供的一种球形铝阀芯、球阀以及球形铝阀芯制造工艺,其中球形铝阀芯包括铝质的阀芯本体,所述阀芯本体为球形,设置有连通管路的流道和用于连接阀杆的连接结构,所述阀芯本体外周设置有氧化铝膜层。氧化铝表面的球形铝阀芯具有硬度高、光滑耐磨、不生锈等优点,在安装时不需要加入润滑剂,从而避免了润滑油失效而缩短球阀中球芯的使用寿命的问题克服了现有技术中球阀的球芯硬度较低、耐磨性较差,且依赖润滑剂润滑的缺陷。
一种阀芯及使用该阀芯的球阀.pdf
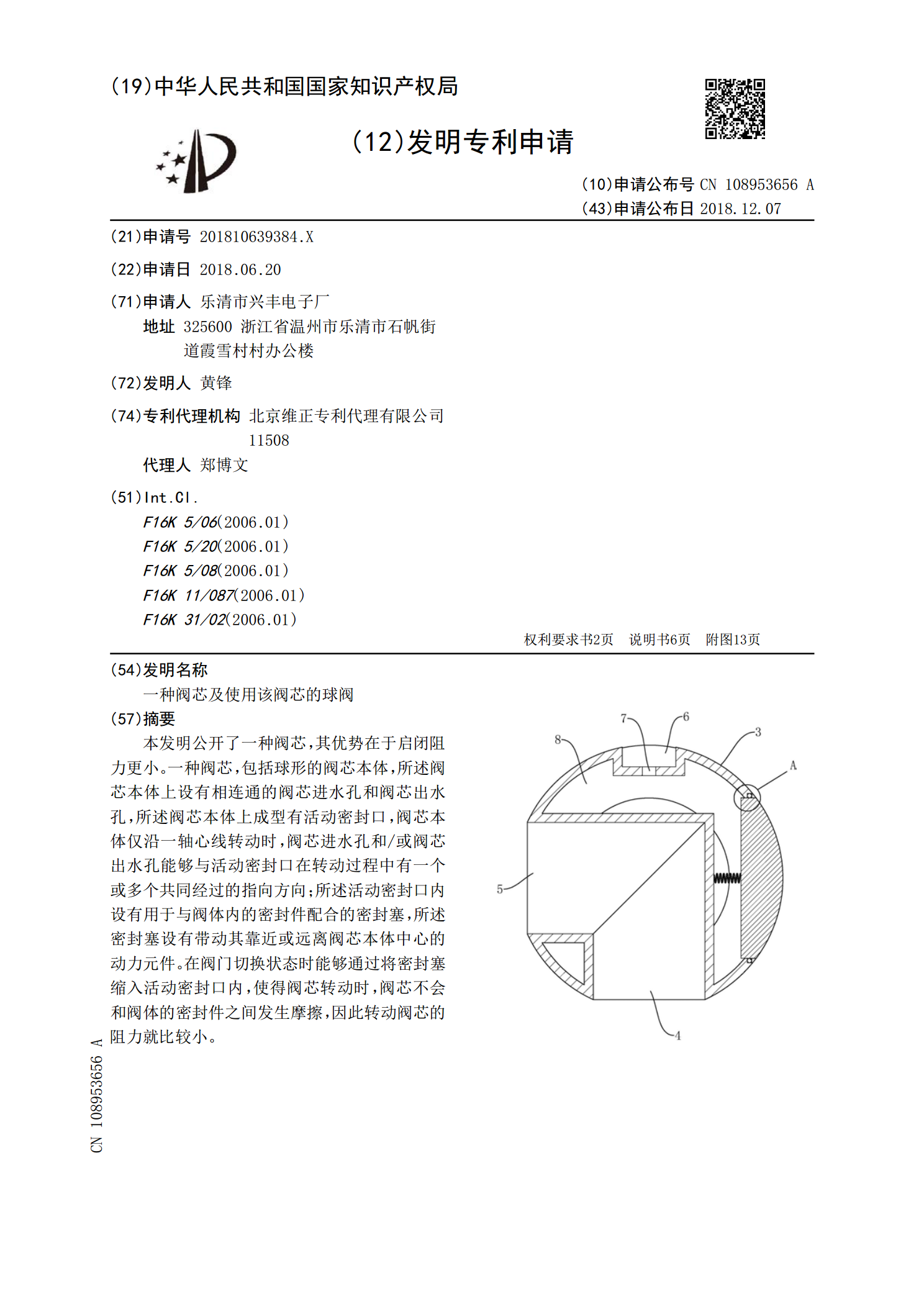
本发明公开了一种阀芯,其优势在于启闭阻力更小。一种阀芯,包括球形的阀芯本体,所述阀芯本体上设有相连通的阀芯进水孔和阀芯出水孔,所述阀芯本体上成型有活动密封口,阀芯本体仅沿一轴心线转动时,阀芯进水孔和/或阀芯出水孔能够与活动密封口在转动过程中有一个或多个共同经过的指向方向;所述活动密封口内设有用于与阀体内的密封件配合的密封塞,所述密封塞设有带动其靠近或远离阀芯本体中心的动力元件。在阀门切换状态时能够通过将密封塞缩入活动密封口内,使得阀芯转动时,阀芯不会和阀体的密封件之间发生摩擦,因此转动阀芯的阻力就比较小。
浮球阀阀芯.pdf
一种浮球阀阀芯。阀芯由原来的圆柱体阀芯改为齿轮柱体阀芯,(如图一、二、三所示)齿轮柱体阀芯与腔体支撑点即齿数为2个或者2个以上,使得阀芯与其活动的腔体的接触面显著降低,(如图四所示)从而有效防止阀芯摩擦及堵塞,提高了浮球阀开启关闭灵敏度,延长阀门寿命。
一种陶瓷金属复合型球阀阀芯的加工方法.pdf
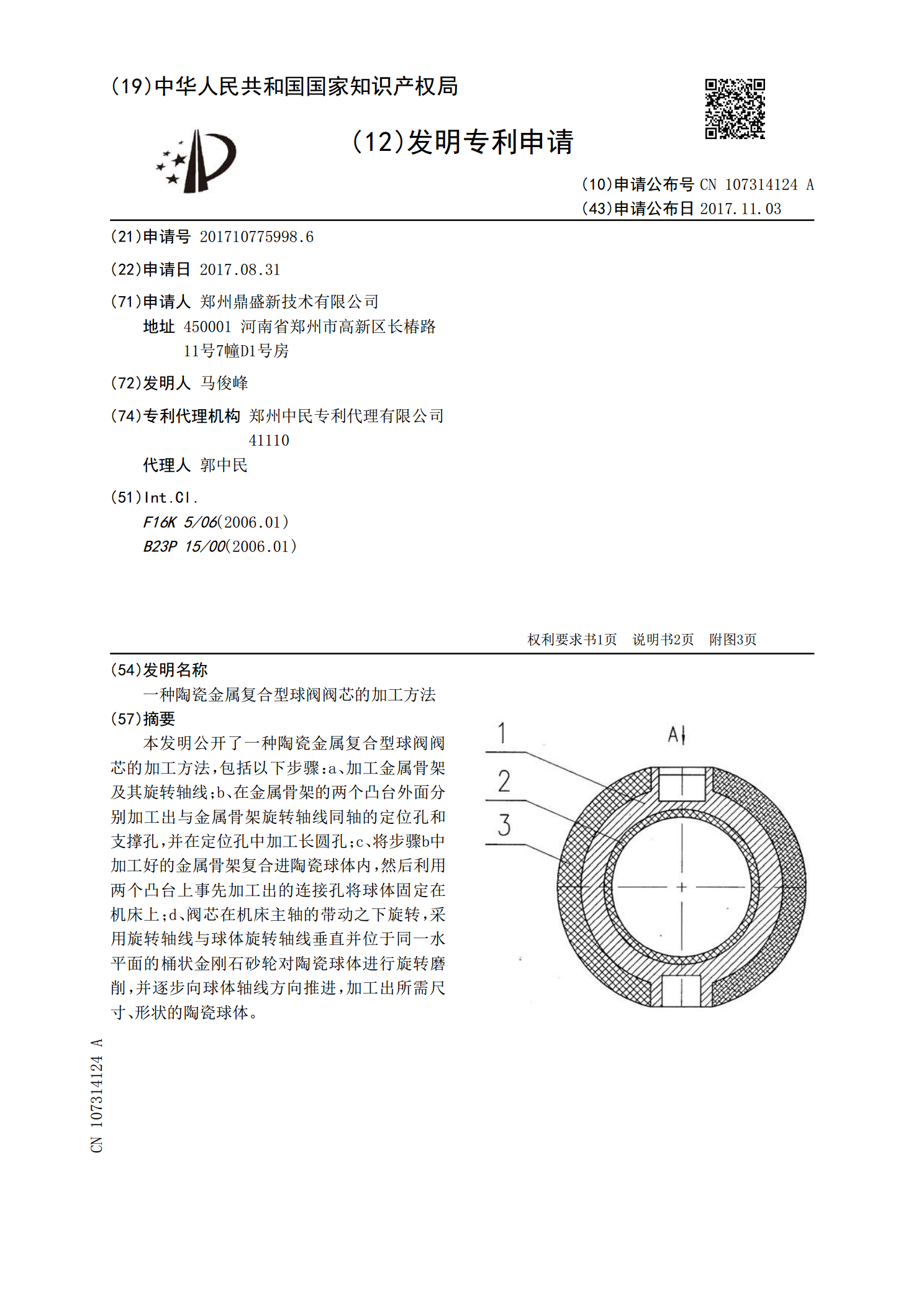
本发明公开了一种陶瓷金属复合型球阀阀芯的加工方法,包括以下步骤:a、加工金属骨架及其旋转轴线;b、在金属骨架的两个凸台外面分别加工出与金属骨架旋转轴线同轴的定位孔和支撑孔,并在定位孔中加工长圆孔;c、将步骤b中加工好的金属骨架复合进陶瓷球体内,然后利用两个凸台上事先加工出的连接孔将球体固定在机床上;d、阀芯在机床主轴的带动之下旋转,采用旋转轴线与球体旋转轴线垂直并位于同一水平面的桶状金刚石砂轮对陶瓷球体进行旋转磨削,并逐步向球体轴线方向推进,加工出所需尺寸、形状的陶瓷球体。