
一种金属工件热处理变形控制方法.pdf

一只****iu


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属工件热处理变形控制方法.pdf
本发明公开了一种金属工件热处理变形控制方法,所述控制方法包括以下两类:第一类方法,根据需要热处理工件的尺寸和结构,先使用一个可以容纳工件的带金属网的框架,把工件置入框架中部,并且工件不与框架直接接触,在工件与框架之间,以及工件内所有各个空间填充以可流动的铸铁球或钢球;所述的可流动的铸铁球或钢球为空心或实心结构;在工件进入冷却介质过程中,使用处于工件周围的固定工件的铸铁球或钢球阻挡冷却介质的运动对高温工件的冲击,从而减小工件因受到水的机械作用力产生的变形。
一种预防工件热处理变形的装置及方法.pdf
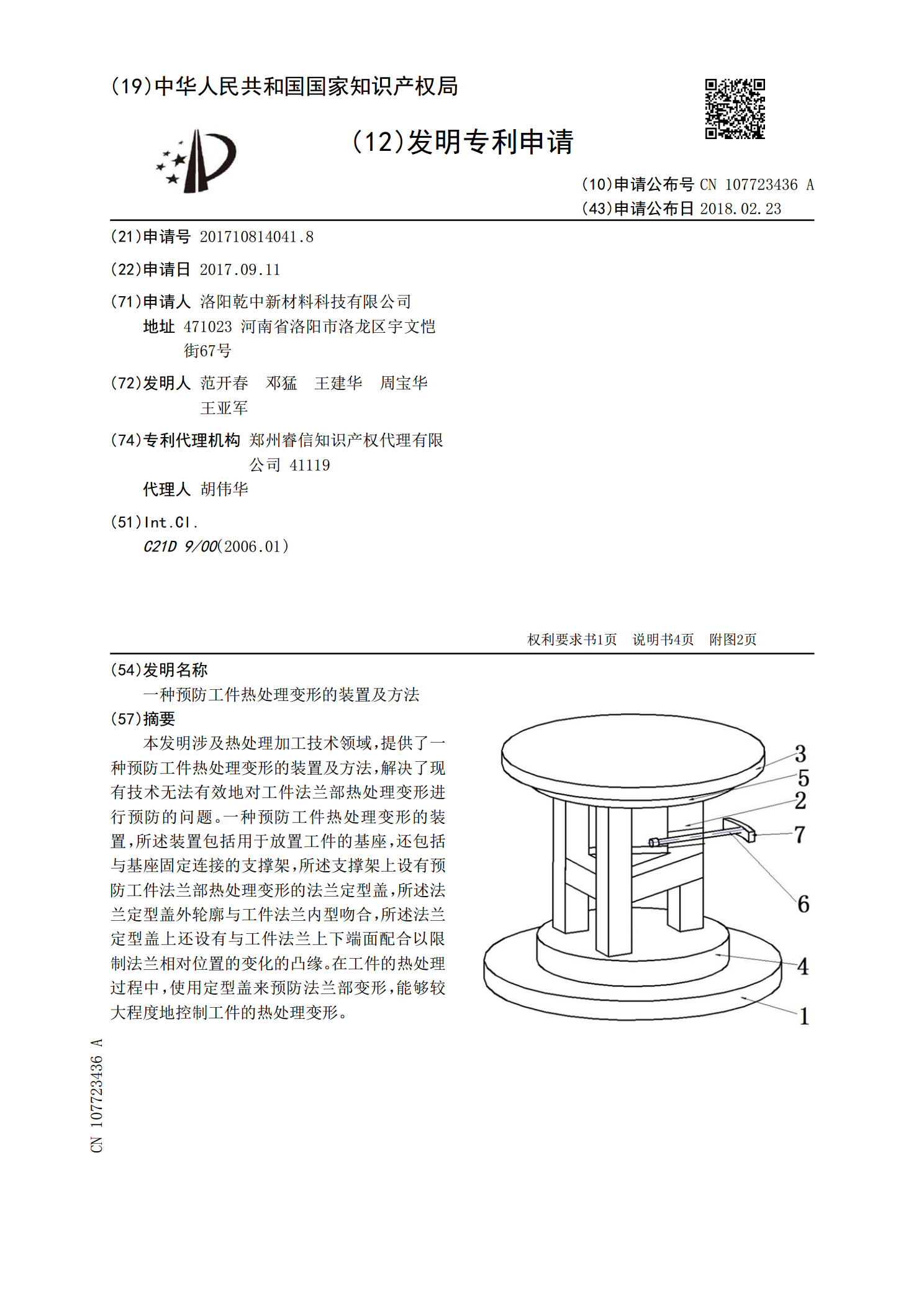
本发明涉及热处理加工技术领域,提供了一种预防工件热处理变形的装置及方法,解决了现有技术无法有效地对工件法兰部热处理变形进行预防的问题。一种预防工件热处理变形的装置,所述装置包括用于放置工件的基座,还包括与基座固定连接的支撑架,所述支撑架上设有预防工件法兰部热处理变形的法兰定型盖,所述法兰定型盖外轮廓与工件法兰内型吻合,所述法兰定型盖上还设有与工件法兰上下端面配合以限制法兰相对位置的变化的凸缘。在工件的热处理过程中,使用定型盖来预防法兰部变形,能够较大程度地控制工件的热处理变形。
一种金属工件表面热处理方法.pdf
本发明公开了一种金属工件表面热处理方法,按以下步骤进行:①装炉:将金属工件清洗吹干后放在空气炉中进行预热,预热温度250‑280℃,预热时间40min;②氮化:将预热后的金属工件置于氮化炉内,加热并加入氮化盐进行盐浴氮化,在温度为570℃的状态下保温2h;③氧化:将氮化后的金属工件置于盐熔炉中通氧气进行氧化,氧化温度350℃,时间40min。④清洗:将氧化后的金属工件进行清洗,水温控制在60~80℃。本发明能降低产品变形性和处理成本,提高产品质量。

工件热处理变形浅析.docx
工件热处理变形浅析工件热处理变形浅析摘要:工件热处理是金属材料加工过程中不可或缺的一个环节,通过控制工件的加热和冷却过程,可以改善金属材料的性能和组织结构。然而,热处理过程中常常会伴随着工件的不可避免的变形,该文通过对工件热处理变形的分析,旨在帮助人们更好地理解和解决这一问题。1.引言热处理是通过对金属材料进行加热和冷却处理,以改变材料的性能和组织结构的工艺过程。它广泛应用于航空航天、汽车制造、机械工业等领域。然而,工件在热处理过程中常常出现一定程度的变形,给后续加工和使用带来一定的困扰。因此,研究和分析

一种工件加工变形的控制方法.pdf
本发明提供一种工件加工变形的控制方法,在初次加工阶段可以通过拓扑优化预留符合一定条件的加强筋,增强工件的抗弯刚度,能够很大程度地减小初次加工阶段的加工变形;将初次加工阶段预留有加强筋的中间工件放置96小时以上,待应力重分布充分、尺寸相对稳定后,得到稳定的中间工件,再进行热振复合时效消减残余应力,进一步减小工件变形,最后通过二次切削加工去除中间工件中预留的加强筋;此时由于应力已经充分释放且消减,且切除的加强筋相较第一次加工去除材料较少,不会产生较第一次加工所引起的较大的应力重分布,故切除加强筋后,最终得到的