
玻璃板成型钢化方法及系统.pdf

是你****馨呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
玻璃板成型钢化方法及系统.pdf
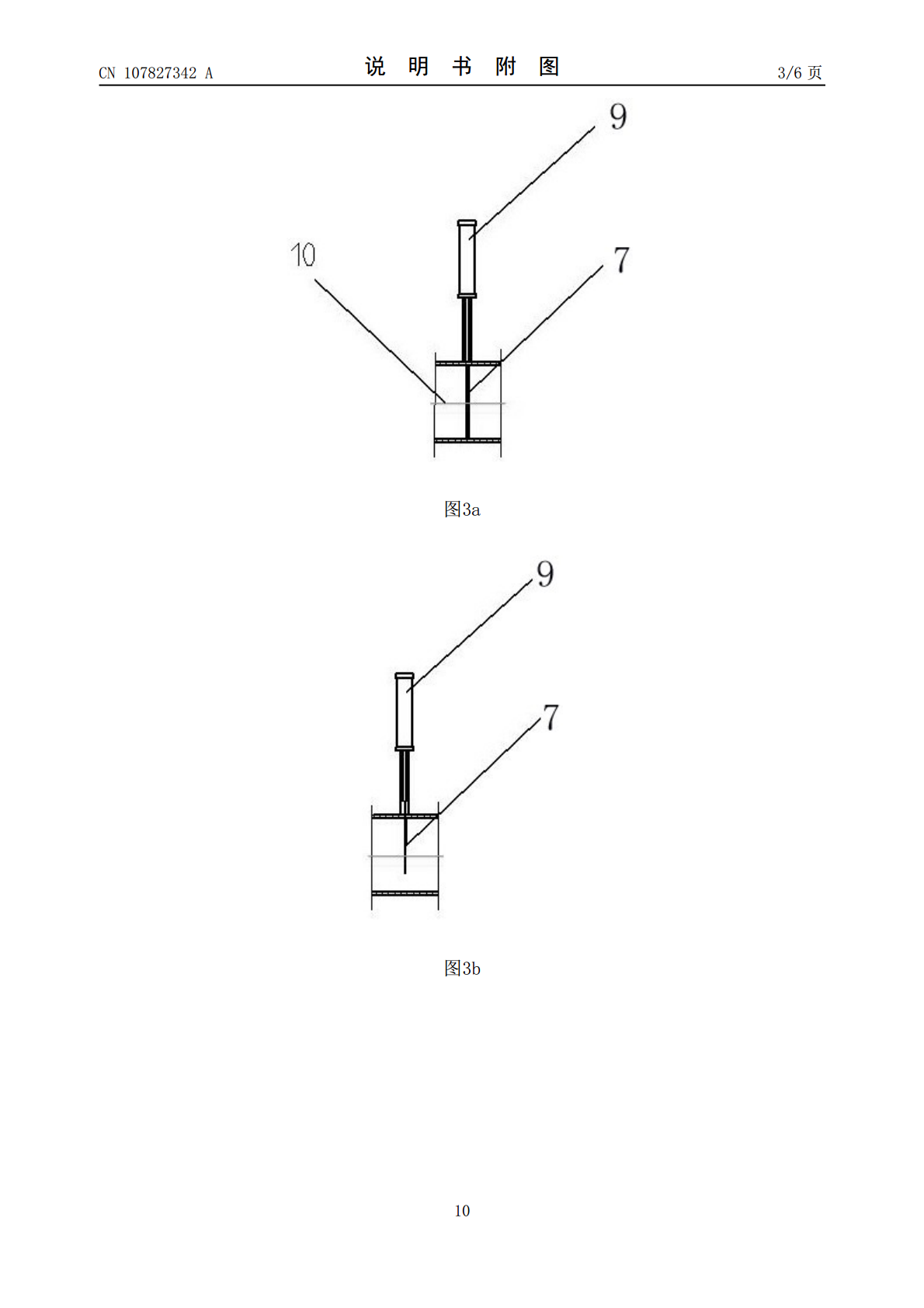
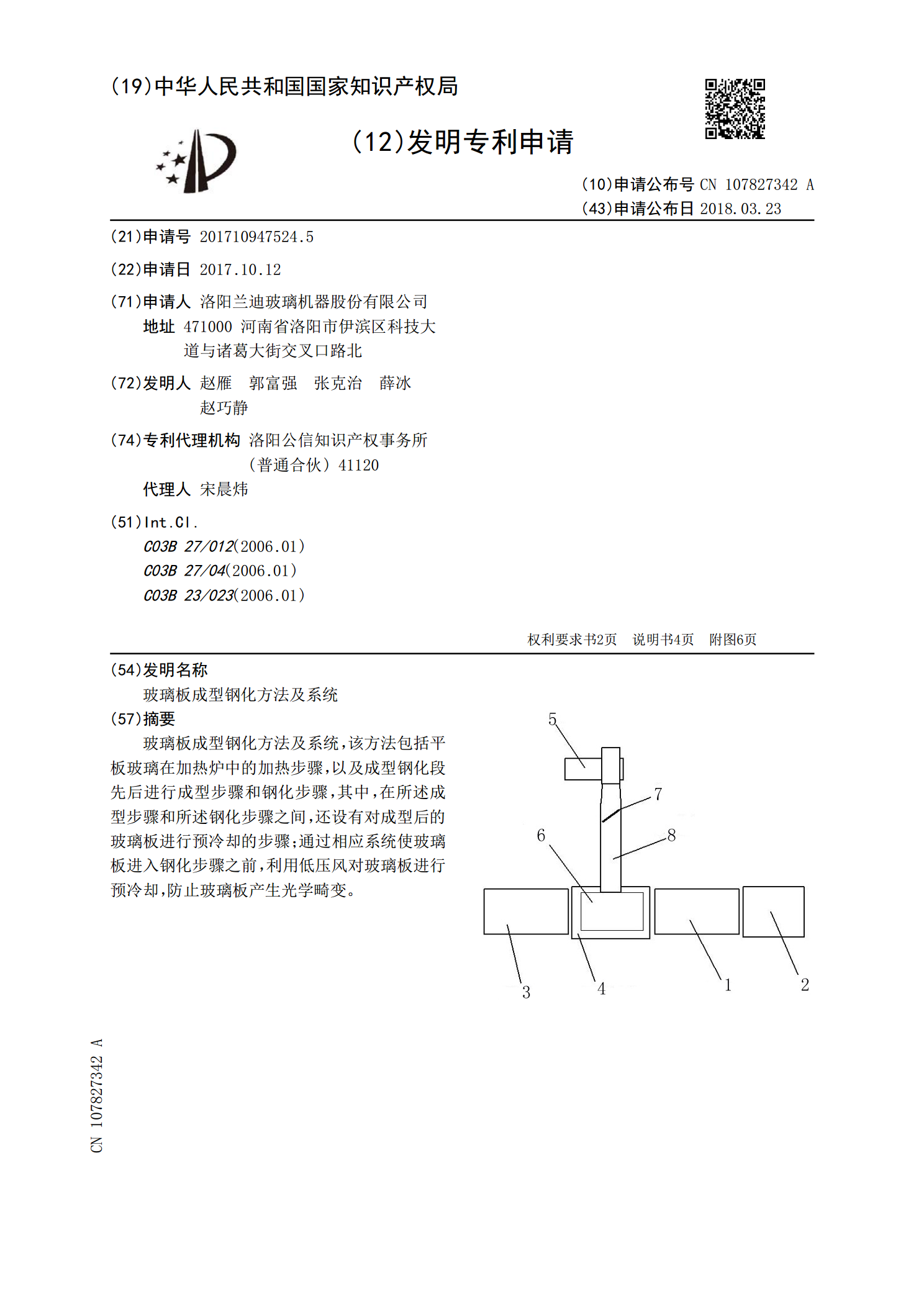
玻璃板成型钢化方法及系统,该方法包括平板玻璃在加热炉中的加热步骤,以及成型钢化段先后进行成型步骤和钢化步骤,其中,在所述成型步骤和所述钢化步骤之间,还设有对成型后的玻璃板进行预冷却的步骤;通过相应系统使玻璃板进入钢化步骤之前,利用低压风对玻璃板进行预冷却,防止玻璃板产生光学畸变。
玻璃板生成系统与玻璃板偏移距离生成方法.pdf
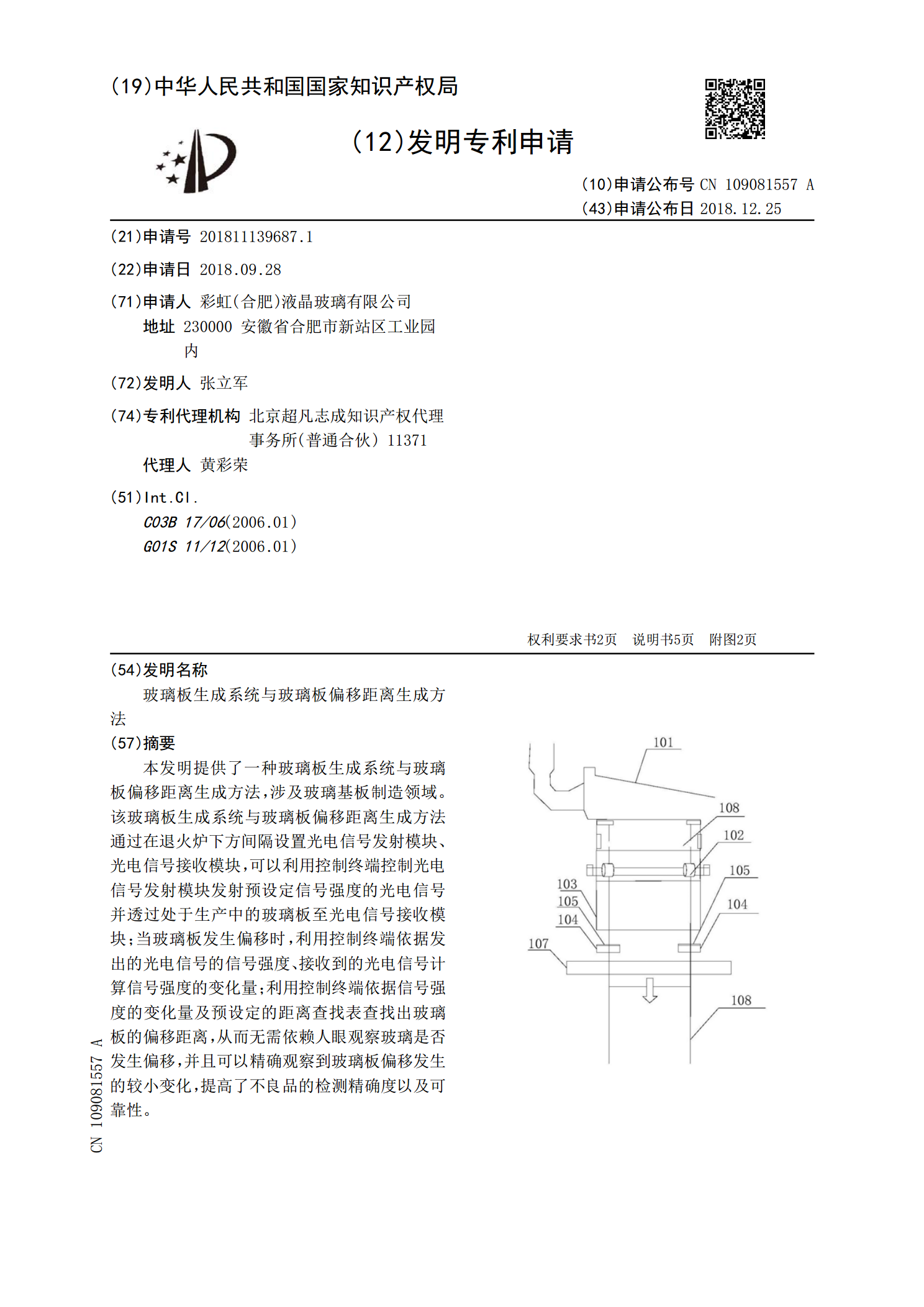
本发明提供了一种玻璃板生成系统与玻璃板偏移距离生成方法,涉及玻璃基板制造领域。该玻璃板生成系统与玻璃板偏移距离生成方法通过在退火炉下方间隔设置光电信号发射模块、光电信号接收模块,可以利用控制终端控制光电信号发射模块发射预设定信号强度的光电信号并透过处于生产中的玻璃板至光电信号接收模块;当玻璃板发生偏移时,利用控制终端依据发出的光电信号的信号强度、接收到的光电信号计算信号强度的变化量;利用控制终端依据信号强度的变化量及预设定的距离查找表查找出玻璃板的偏移距离,从而无需依赖人眼观察玻璃是否发生偏移,并且可以精

玻璃板及玻璃板的制造方法.pdf
本发明的玻璃板的特征在于,在900℃且1小时的条件下进行预备加热后,在1500℃且4小时的条件下进行热处理后所放出的CO<base:Sub>2</base:Sub>气体量为5.0μL/g以下。
防玻璃板翘曲的钢化方法.pdf
一种防玻璃板翘曲的钢化方法,其特征在于,它包括以下步骤;步骤一、预热,先把玻璃板放置于预热炉中采用热气加热到温度420℃,保持时间2小时;步骤二、钢化,将预热后的玻离板浸泡在硝酸钾和硝酸钠配比的溶液中且该溶液保持450℃,保持恒温浸泡时间为7.5小时;步骤三、退火,将钢化后的玻璃板取出常温环境退火1.5小时;步骤四、强化,把玻璃板放置于硝酸钾溶液当中,硝酸钾溶液保持恒温350℃,强化时间为0.5小时;步骤五、冷却,将玻璃板取出自然降温或风冷至常温即得到平整的钢化玻璃板。该工艺简单、易于实现、适用大批量化生

型钢带荒矫直方法及系统.pdf
本发明涉及轧钢技术领域,公开了型钢带荒矫直方法及系统,所述矫直方法包括以下步骤:对加热出炉的钢坯进行除鳞和轧制,除鳞和轧制交替进行,在钢坯加热出炉、粗轧和精轧三个节点设置除鳞点;轧制结束形成型钢并保留轧制拉缩区;除鳞和轧制后的型钢进入冷却工序进行冷却降温处理;降温处理后的型钢进入矫直工序进行矫直处理;将矫直后的型钢轧制拉缩区和矫直过渡区锯切。本发明通过保留轧制后的轧制拉缩区,连同轧制拉缩区同时矫直,型钢平直度质量好,矫直后,轧制拉缩区与矫直盲区重叠,然后对轧制拉缩区和矫直过渡区进行锯切,有效的降低了切除区