
型钢带荒矫直方法及系统.pdf

是雁****找我

1/8
2/8

3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

型钢带荒矫直方法及系统.pdf
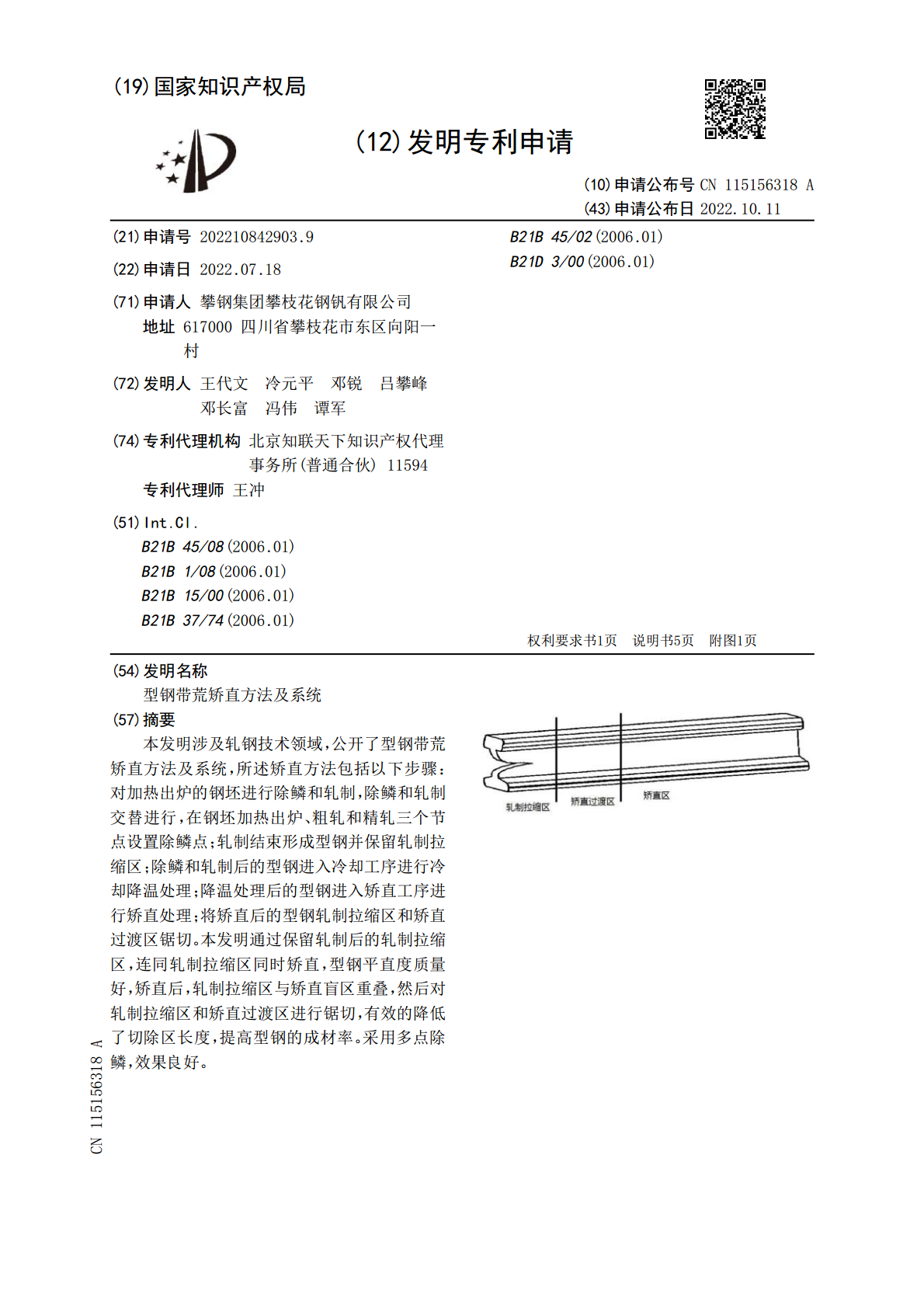
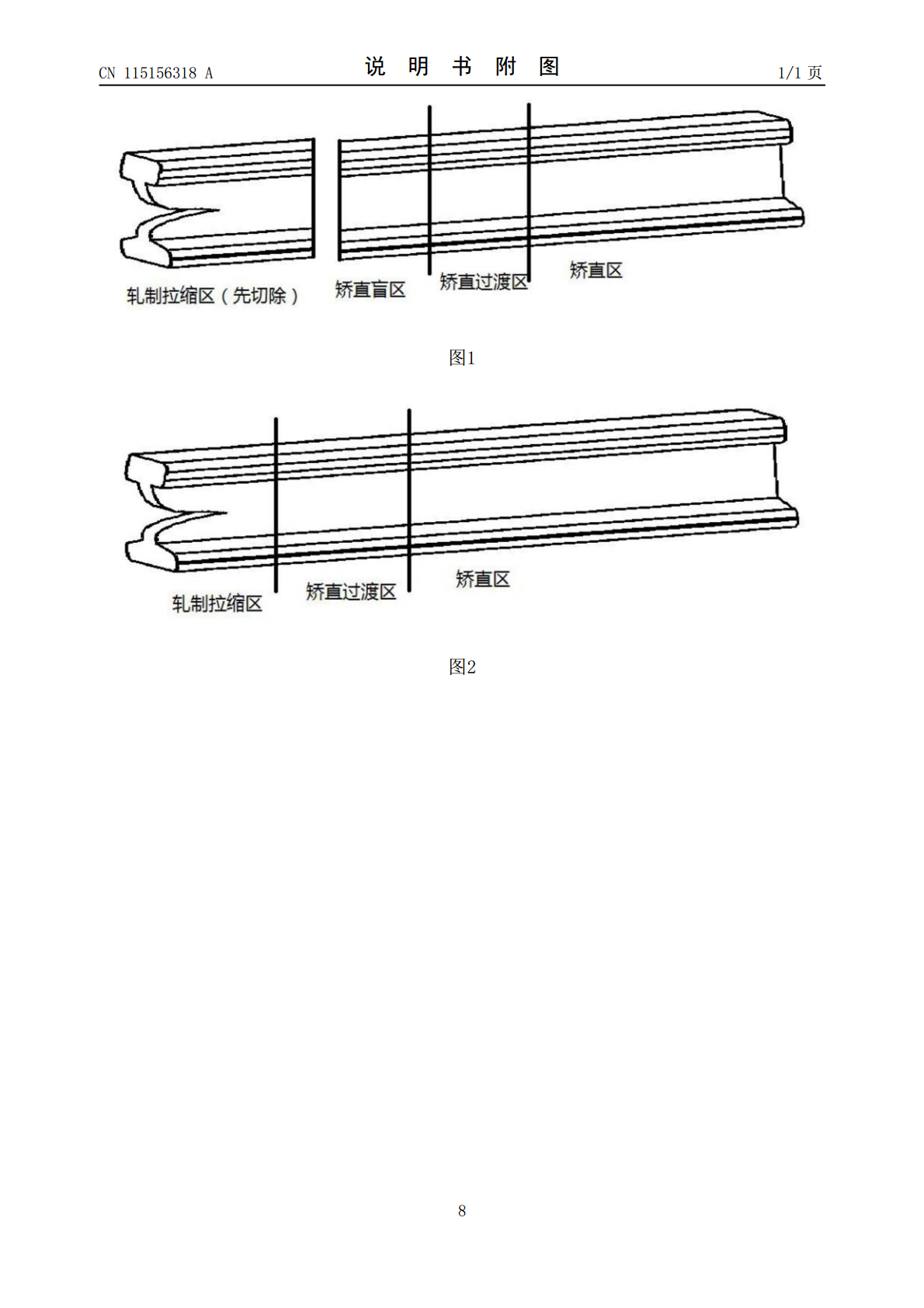
本发明涉及轧钢技术领域,公开了型钢带荒矫直方法及系统,所述矫直方法包括以下步骤:对加热出炉的钢坯进行除鳞和轧制,除鳞和轧制交替进行,在钢坯加热出炉、粗轧和精轧三个节点设置除鳞点;轧制结束形成型钢并保留轧制拉缩区;除鳞和轧制后的型钢进入冷却工序进行冷却降温处理;降温处理后的型钢进入矫直工序进行矫直处理;将矫直后的型钢轧制拉缩区和矫直过渡区锯切。本发明通过保留轧制后的轧制拉缩区,连同轧制拉缩区同时矫直,型钢平直度质量好,矫直后,轧制拉缩区与矫直盲区重叠,然后对轧制拉缩区和矫直过渡区进行锯切,有效的降低了切除区

动态合金棒材矫直机构、系统及矫直方法、自动矫直方法.pdf
本发明公开了一种动态合金棒材矫直机构、系统及矫直方法、自动矫直方法,包括固定组件、拉伸组件,所述固定组件包括第一旋转夹头(2),与第一旋转夹头(2)转轴同轴设置的第一大齿轮(1),与第一大齿轮(1)传动连接的第一小齿轮(9),动力输出轴上设置第一小齿轮(9)的减速电机(10);所述拉伸组件包括第二旋转夹头(21),与第二旋转夹头(21)转轴同轴设置的第二大齿轮(11),与第二大齿轮(11)传动连接的第二小齿轮(91)。本发明可以有效解决棒材因矫直温度升高而软化下垂发生弯曲影响直线度的问题。该方法具有便捷、
一种超薄钢带加工用矫直设备.pdf
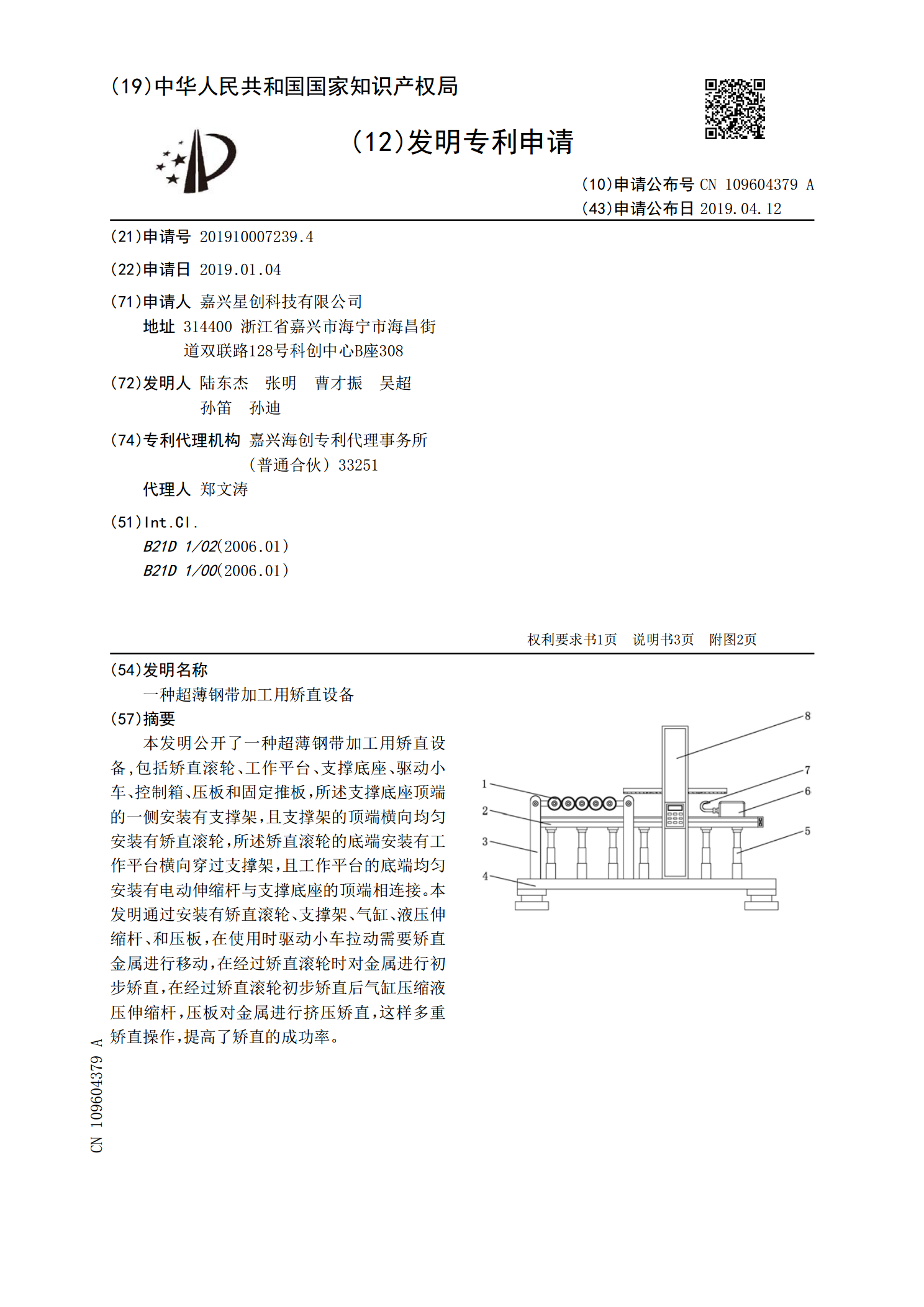
本发明公开了一种超薄钢带加工用矫直设备,包括矫直滚轮、工作平台、支撑底座、驱动小车、控制箱、压板和固定推板,所述支撑底座顶端的一侧安装有支撑架,且支撑架的顶端横向均匀安装有矫直滚轮,所述矫直滚轮的底端安装有工作平台横向穿过支撑架,且工作平台的底端均匀安装有电动伸缩杆与支撑底座的顶端相连接。本发明通过安装有矫直滚轮、支撑架、气缸、液压伸缩杆、和压板,在使用时驱动小车拉动需要矫直金属进行移动,在经过矫直滚轮时对金属进行初步矫直,在经过矫直滚轮初步矫直后气缸压缩液压伸缩杆,压板对金属进行挤压矫直,这样多重矫直操

管材二斜辊矫直工艺圆弧辊型最优矫直曲率的确定方法.pdf
本发明属于金属压力加工技术领域,提供了一种管材二斜辊矫直圆弧辊型的最优矫直曲率的确定方法。该方法主要包括以下步骤:1.确定最优矫直曲率搜索范围与相关变量的初值;2.运用经典弯曲弹复方程确定管材在某一弯曲曲率作用后的残留曲率;3.基于对残留曲率的循环迭代计算判定圆弧辊型的矫直曲率;4.以循环迭代计算后管材的残留曲率最小(即矫直精度最高)为目标在弯曲曲率的许用范围内搜索最优矫直曲率。该方法可对管材二斜辊矫直的圆弧辊型矫直辊的最优矫直曲率进行搜索和确定,可用于矫直辊的结构设计与辊型曲线设计,进而有效提高矫直后管
钢带的制造方法及钢带.pdf
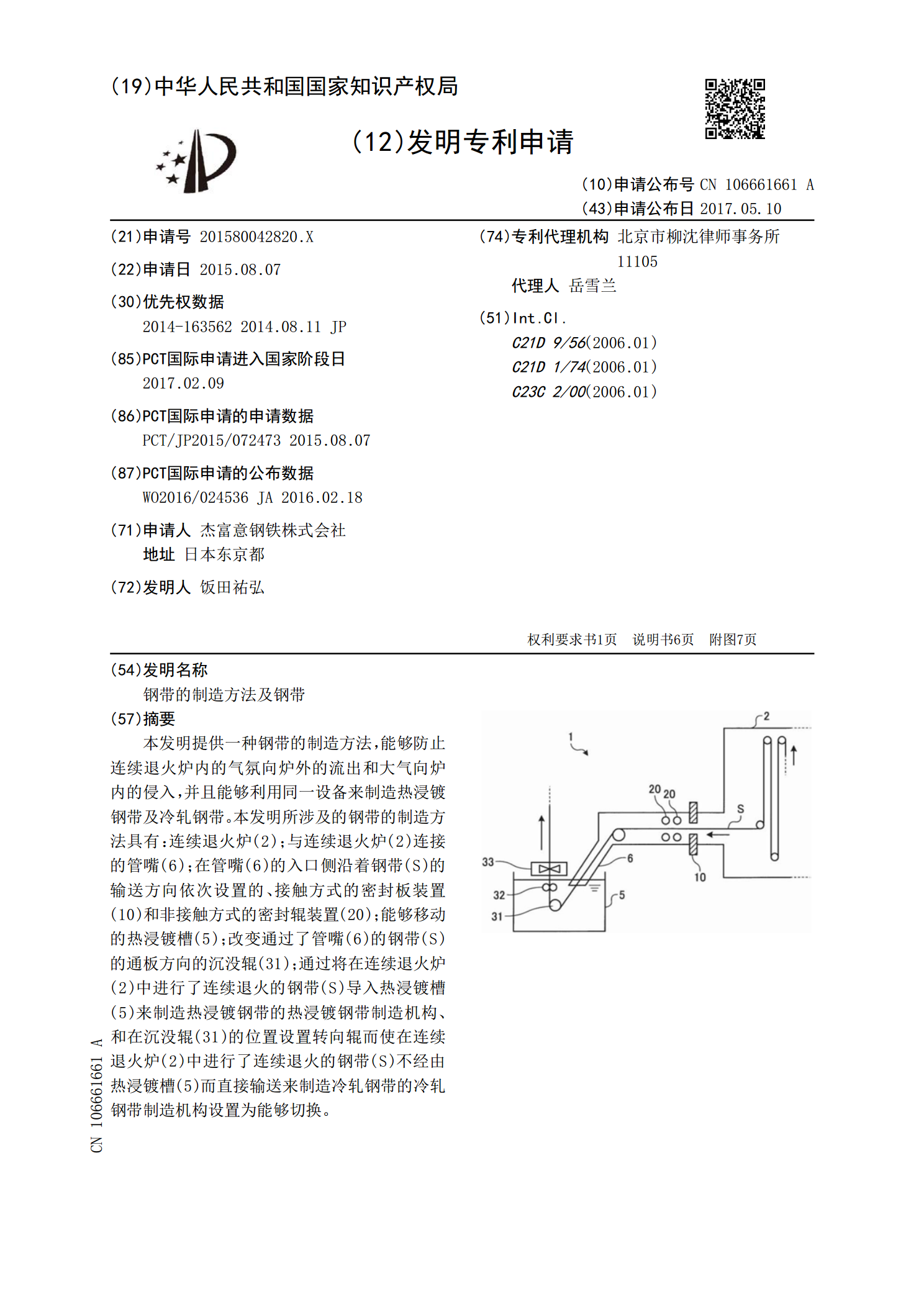
本发明提供一种钢带的制造方法,能够防止连续退火炉内的气氛向炉外的流出和大气向炉内的侵入,并且能够利用同一设备来制造热浸镀钢带及冷轧钢带。本发明所涉及的钢带的制造方法具有:连续退火炉(2);与连续退火炉(2)连接的管嘴(6);在管嘴(6)的入口侧沿着钢带(S)的输送方向依次设置的、接触方式的密封板装置(10)和非接触方式的密封辊装置(20);能够移动的热浸镀槽(5);改变通过了管嘴(6)的钢带(S)的通板方向的沉没辊(31);通过将在连续退火炉(2)中进行了连续退火的钢带(S)导入热浸镀槽(5)来制造热浸镀