
一种阀门的加工工艺.pdf

新月****姐a


1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种阀门加工工艺.pdf
本发明公开了一种阀门加工工艺,包括:a、从外采购阀体铸件和锻件,对购置的组件进行检测,通过检测的铸件在进入车间加工前再进行补焊;b、将购置得到的阀杆棒进行调质处理,合格后进行车削加工、钻铣加工和去毛刺加工;c、将购置的手轮放入到手轮加工装置上,在手轮表面涂上油漆,将涂好油漆的手轮放在一处以便组装使用;d、对购置的密封件和紧固件检测,合格后将密封件和紧固件放入库中备用;e、将各部分零件组装在一起,形成阀门产品;f、对组装后的阀门进行检测,将合格后的阀门打包出厂。
一种阀门的加工工艺.pdf
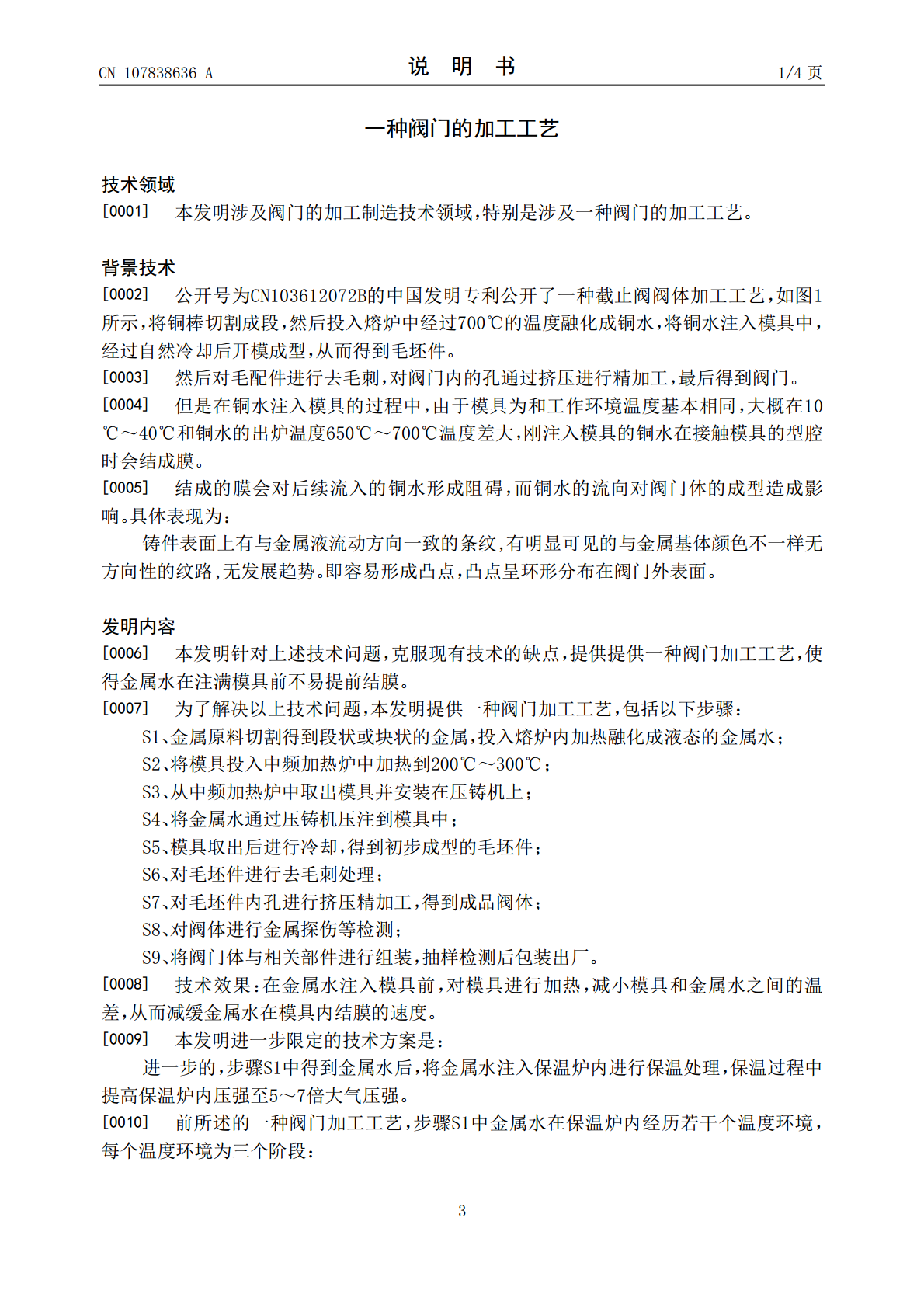
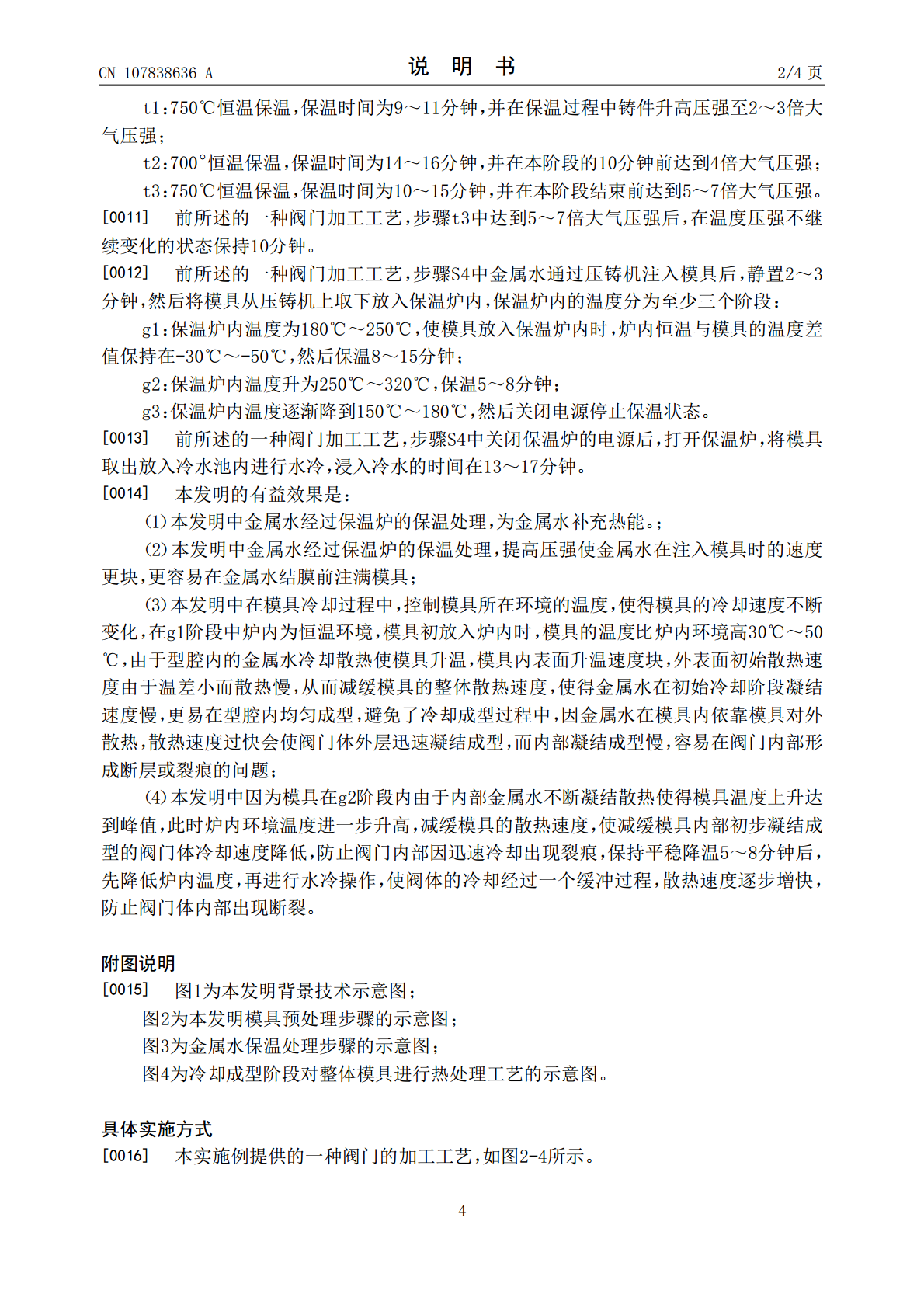
本发明公开了一种阀门的加工工艺,涉及阀门的加工制造技术领域,具体为:S1、金属原料切割得到段状或块状的金属,投入熔炉内加热融化成液态的金属水;S2、将模具投入中频加热炉中加热到200℃~300℃;S3、从中频加热炉中取出模具并安装在压铸机上;S4、将金属水通过压铸机压注到模具中;S5、模具取出后进行冷却,得到初步成型的毛坯件;S6、对毛坯件进行去毛刺处理;S7、对毛坯件内孔进行挤压精加工,得到成品阀体;S8、对阀体进行金属探伤等检测;S9、将阀门体与相关部件进行组装,抽样检测后包装出厂。该加工工艺使得金属
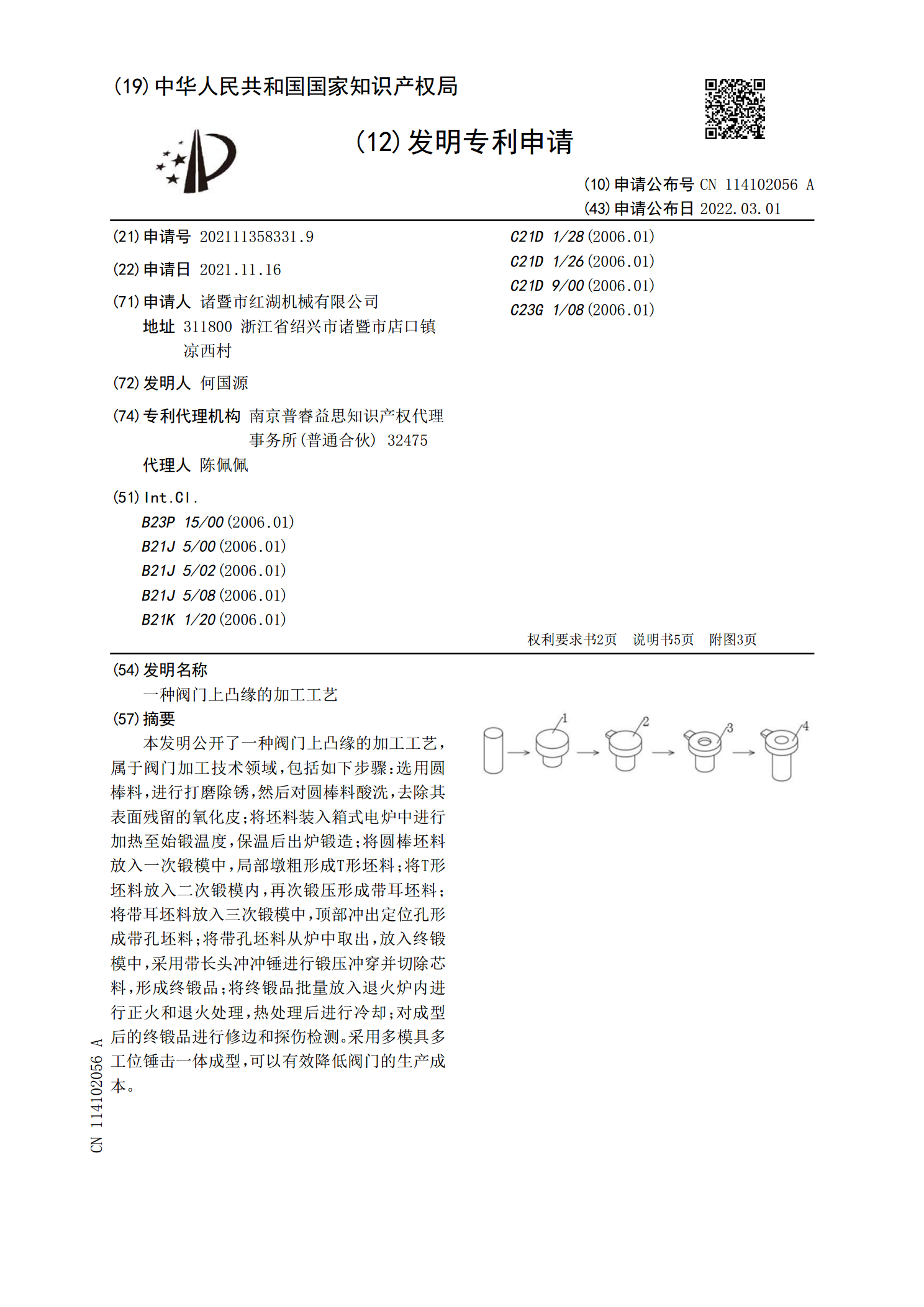
一种阀门上凸缘的加工工艺.pdf
本发明公开了一种阀门上凸缘的加工工艺,属于阀门加工技术领域,包括如下步骤:选用圆棒料,进行打磨除锈,然后对圆棒料酸洗,去除其表面残留的氧化皮;将坯料装入箱式电炉中进行加热至始锻温度,保温后出炉锻造;将圆棒坯料放入一次锻模中,局部墩粗形成T形坯料;将T形坯料放入二次锻模内,再次锻压形成带耳坯料;将带耳坯料放入三次锻模中,顶部冲出定位孔形成带孔坯料;将带孔坯料从炉中取出,放入终锻模中,采用带长头冲冲锤进行锻压冲穿并切除芯料,形成终锻品;将终锻品批量放入退火炉内进行正火和退火处理,热处理后进行冷却;对成型后的终
阀门机械加工工艺.pdf
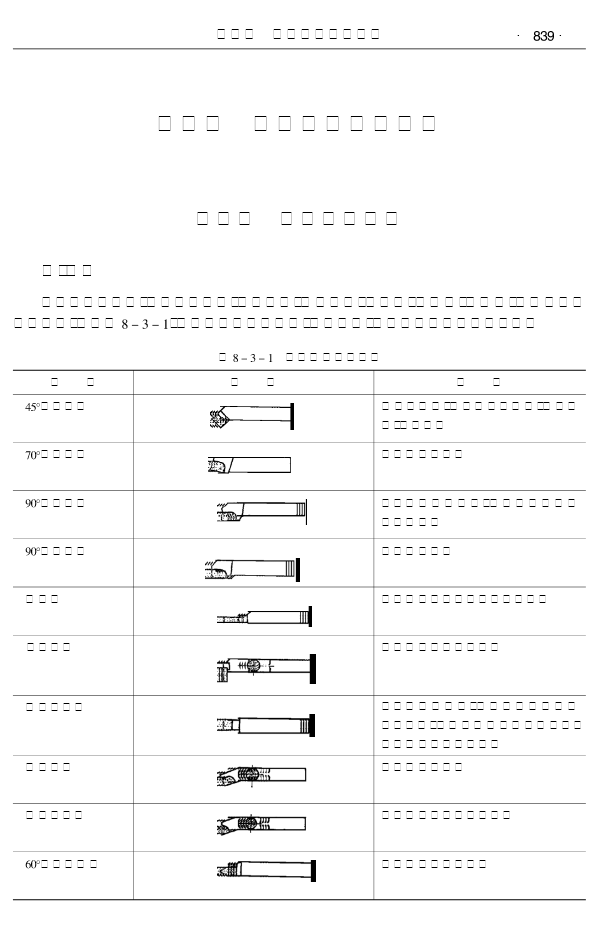
第八篇阀门最新制造工艺·#"!·第三章阀门机械加工工艺第一节金属切削刀具一、车刀车刀的种类繁多,按用途可分为:外圆车刀、端面车刀、镇孔刀、切断刀、切槽刀、螺纹车刀和成形车刀等(见表!"#"$)。按制造方法可分为:整料车刀、焊接车刀和机械夹固车刀。表!"#"$车刀的类型和用途名称简圆用途%&’外圆车刀能车削外圆、端面和内外倒角,使用方便、通用性强()’外圆车刀适用于车削外圆*)’外圆车刀车削时径向力较小,适用于车台阶轴及细长工件*)’外圆车刀用于车削端面割断刀用于切断工件和在件上切出沟槽内割槽刀用于在内孔中

最新阀门的加工工艺 加工合同通用.docx
最新阀门的加工工艺加工合同通用合同是适应私有制的商品经济的客观要求而出现的,是商品交换在法律上的表现形式。合同是适应私有制的商品经济的客观要求而出现的,是商品交换在法律上的表现形式。拟定合同的注意事项有许多,你确定会写吗?下面我给大家整理了一些优秀的合同范文,希望能够帮助到大家,我们一起来看一看吧。阀门的加工工艺加工合同篇一料,委托方自行安排处理有关材料的运输事宜,及支付相关运费和保险费。技术及工艺a产品含有非配方所含的其他物质;b产品内含有玻璃、青铁、砂子等异物;付款条件(14)首次加工费,委托方在产品