
一种阀门上凸缘的加工工艺.pdf

靖烟****魔王


1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种阀门上凸缘的加工工艺.pdf
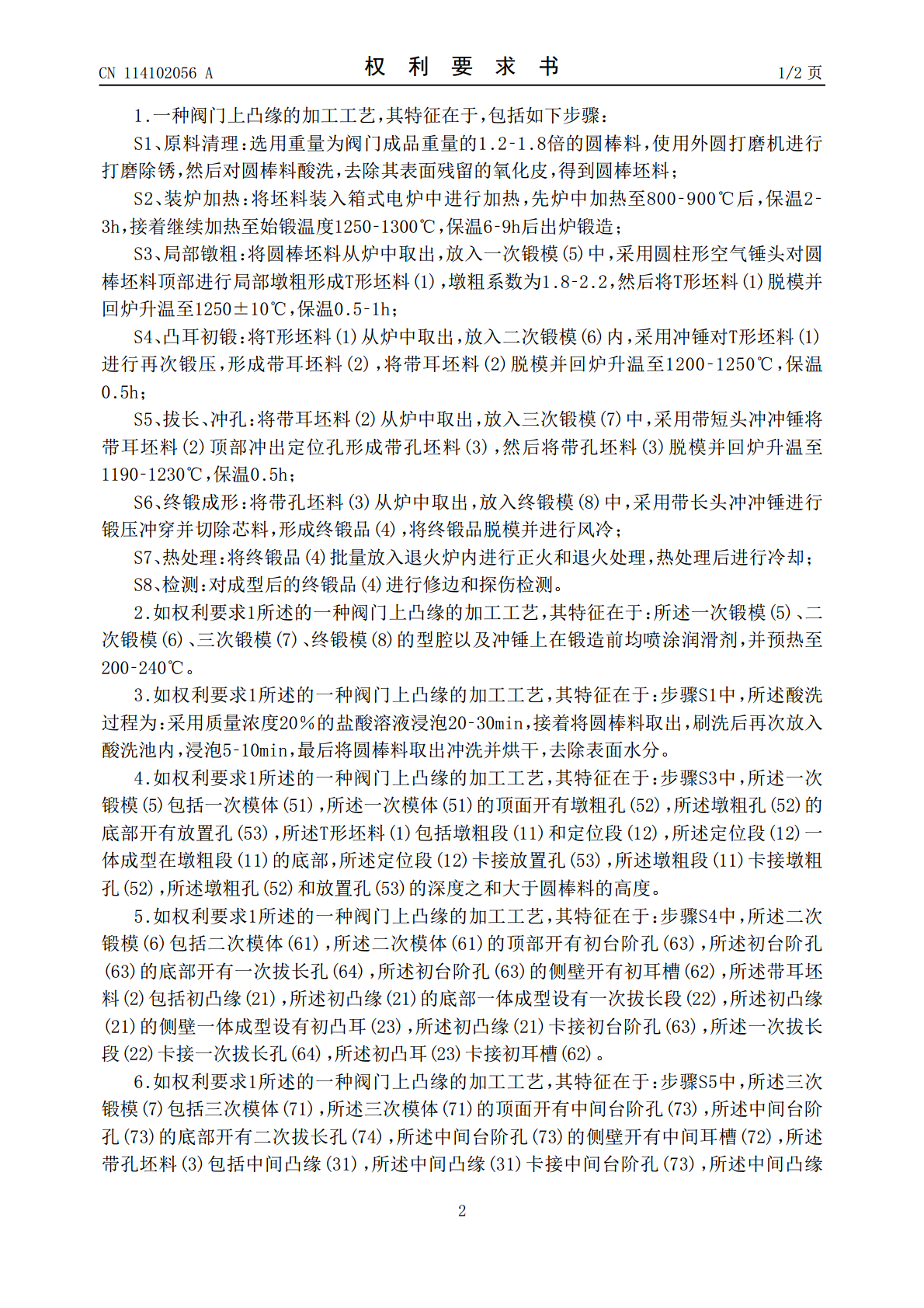
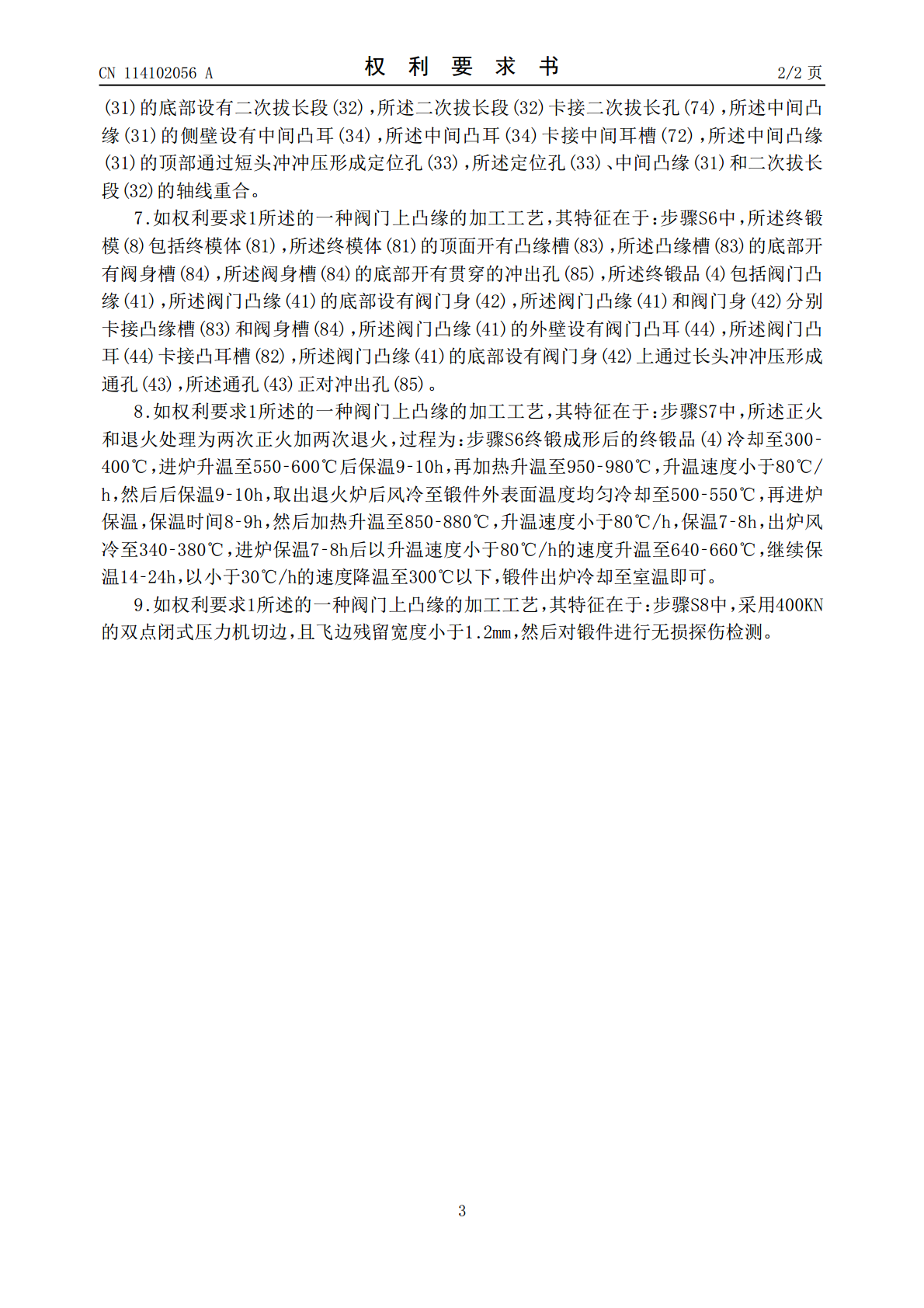
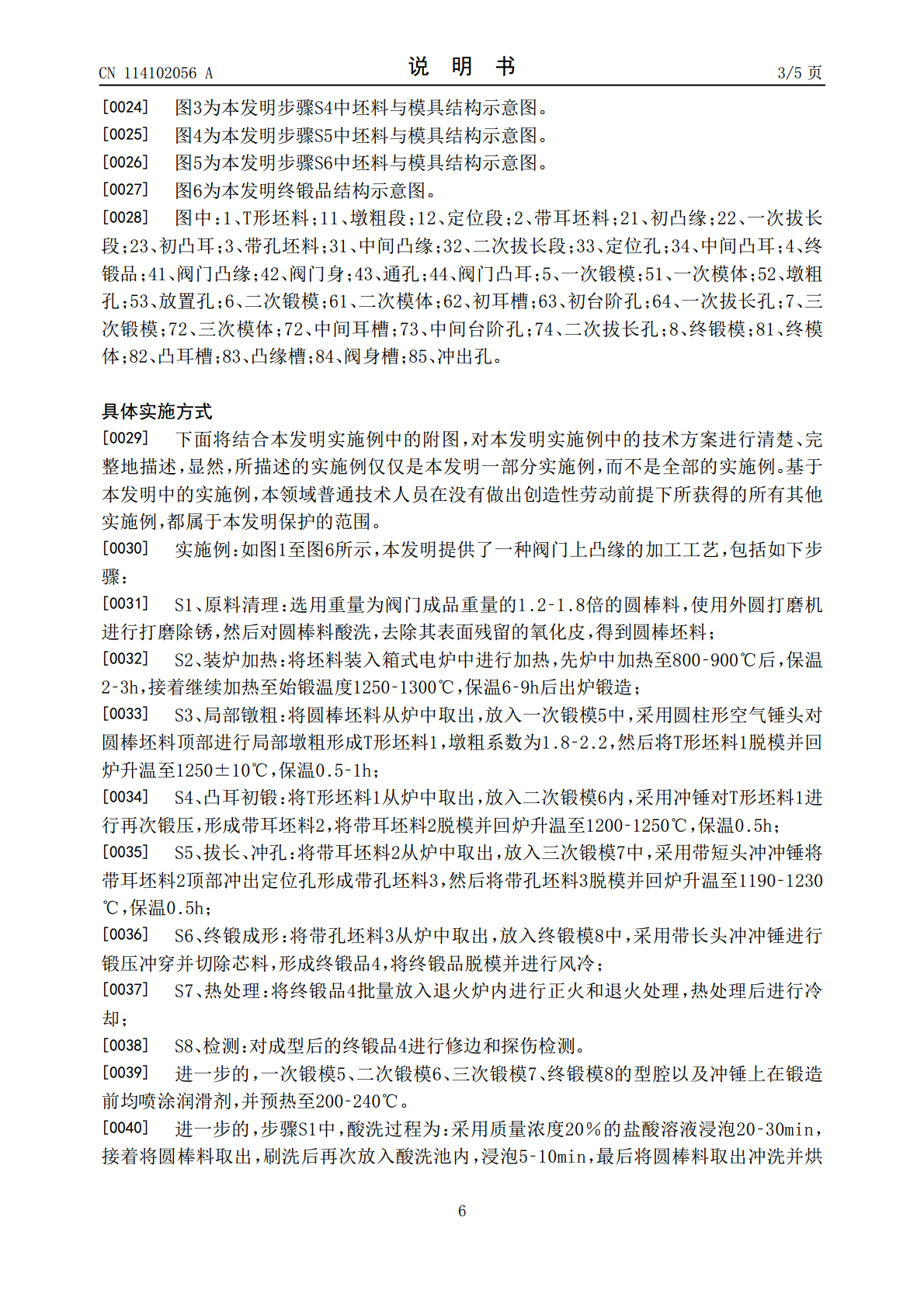
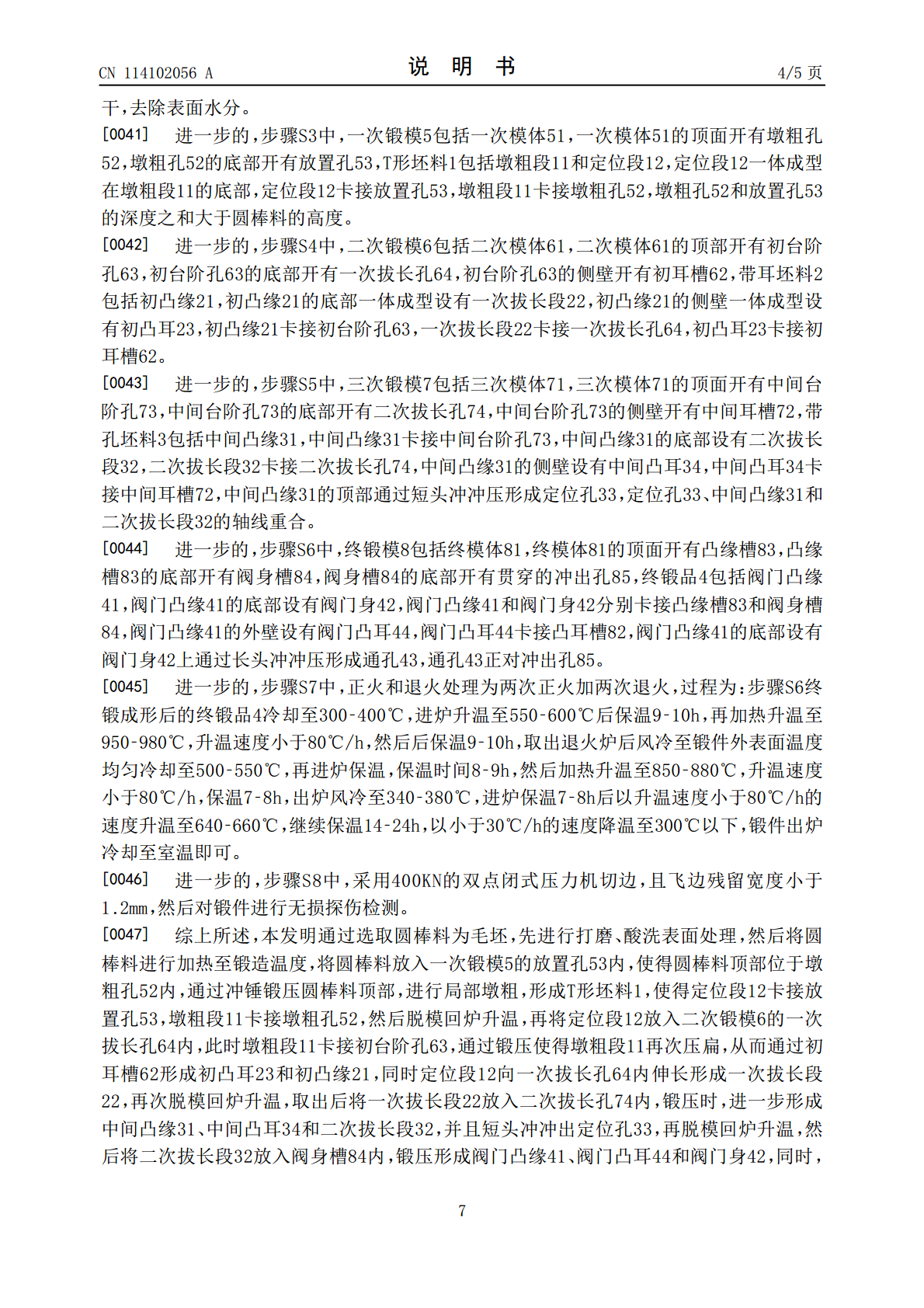
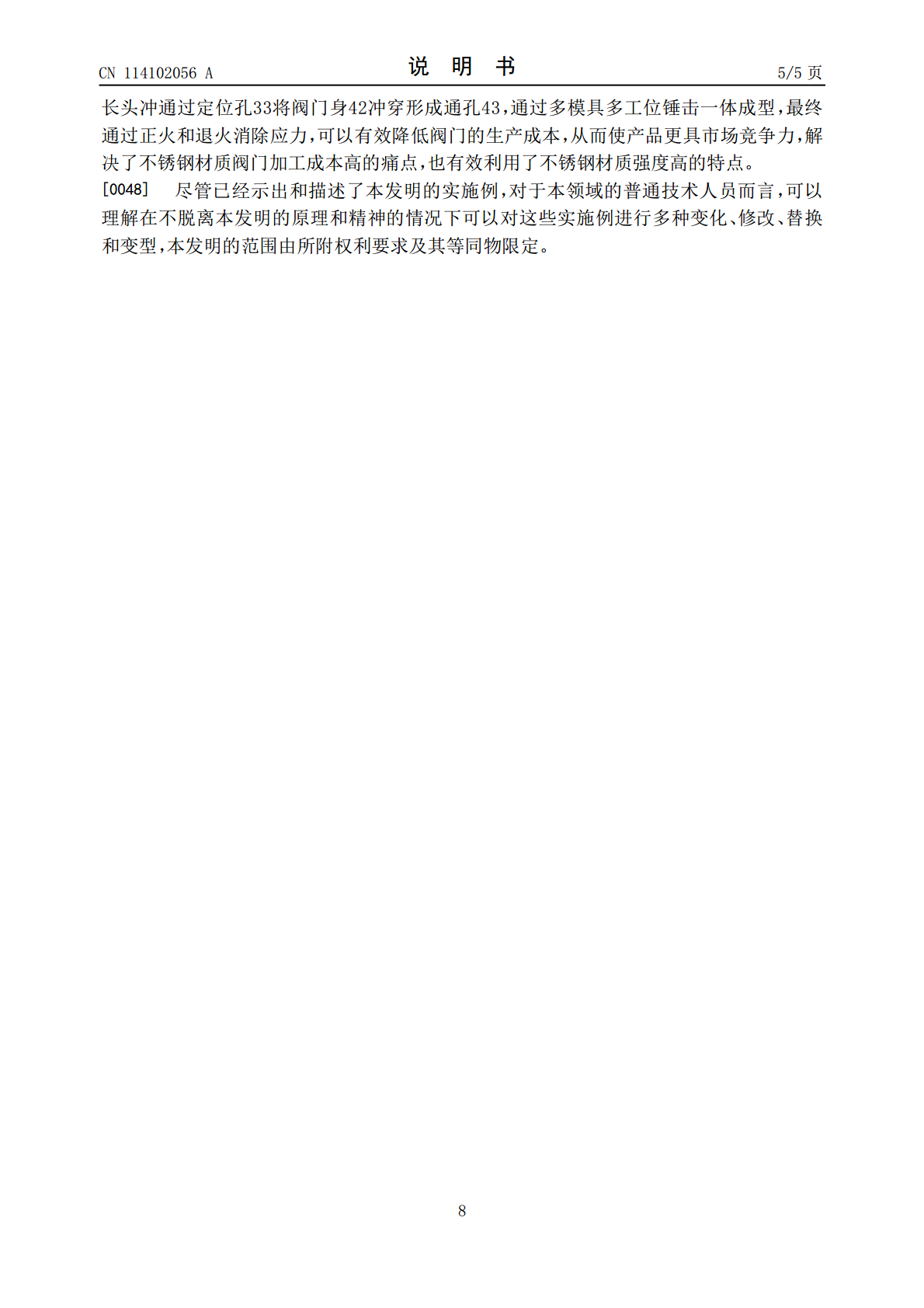
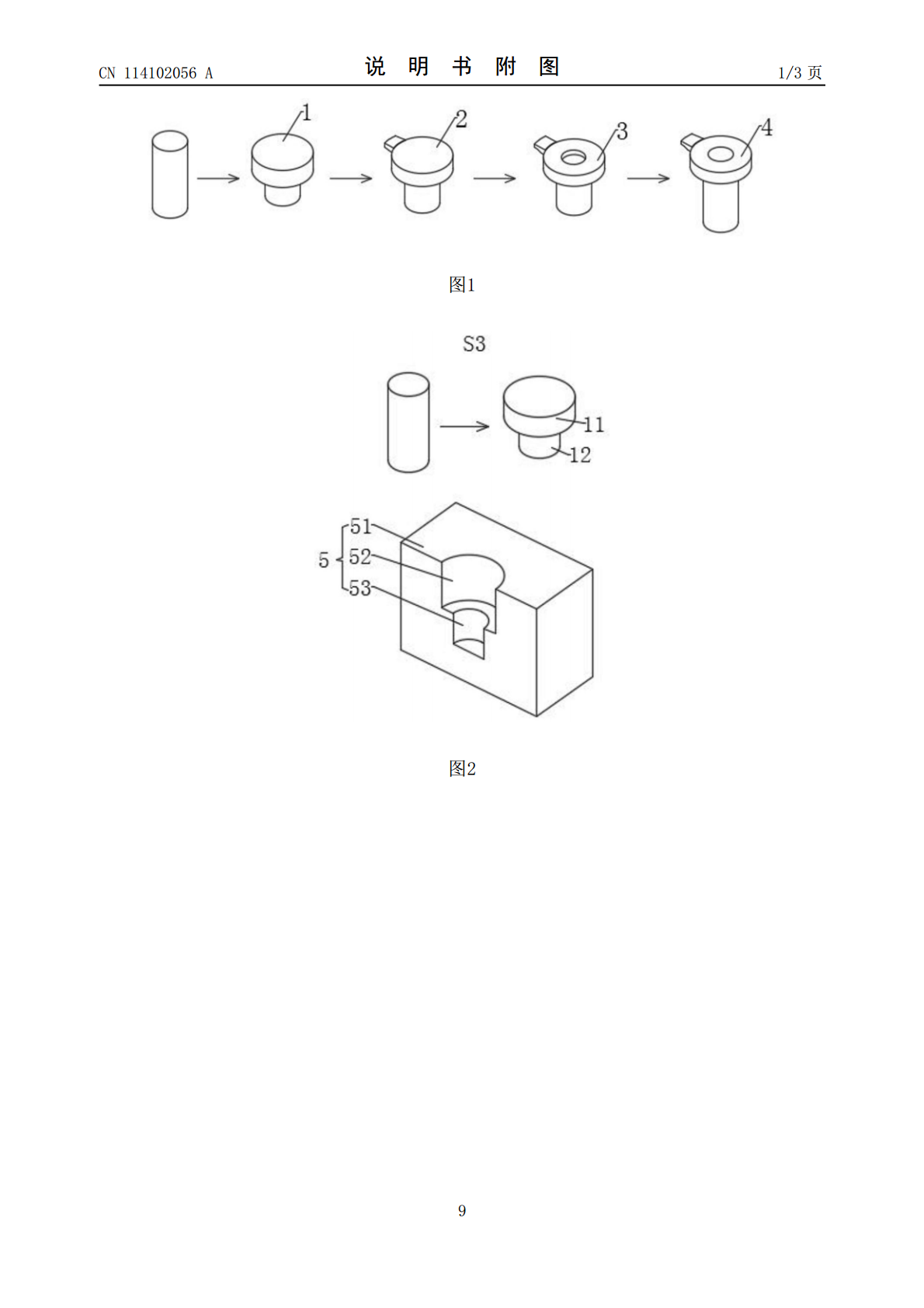
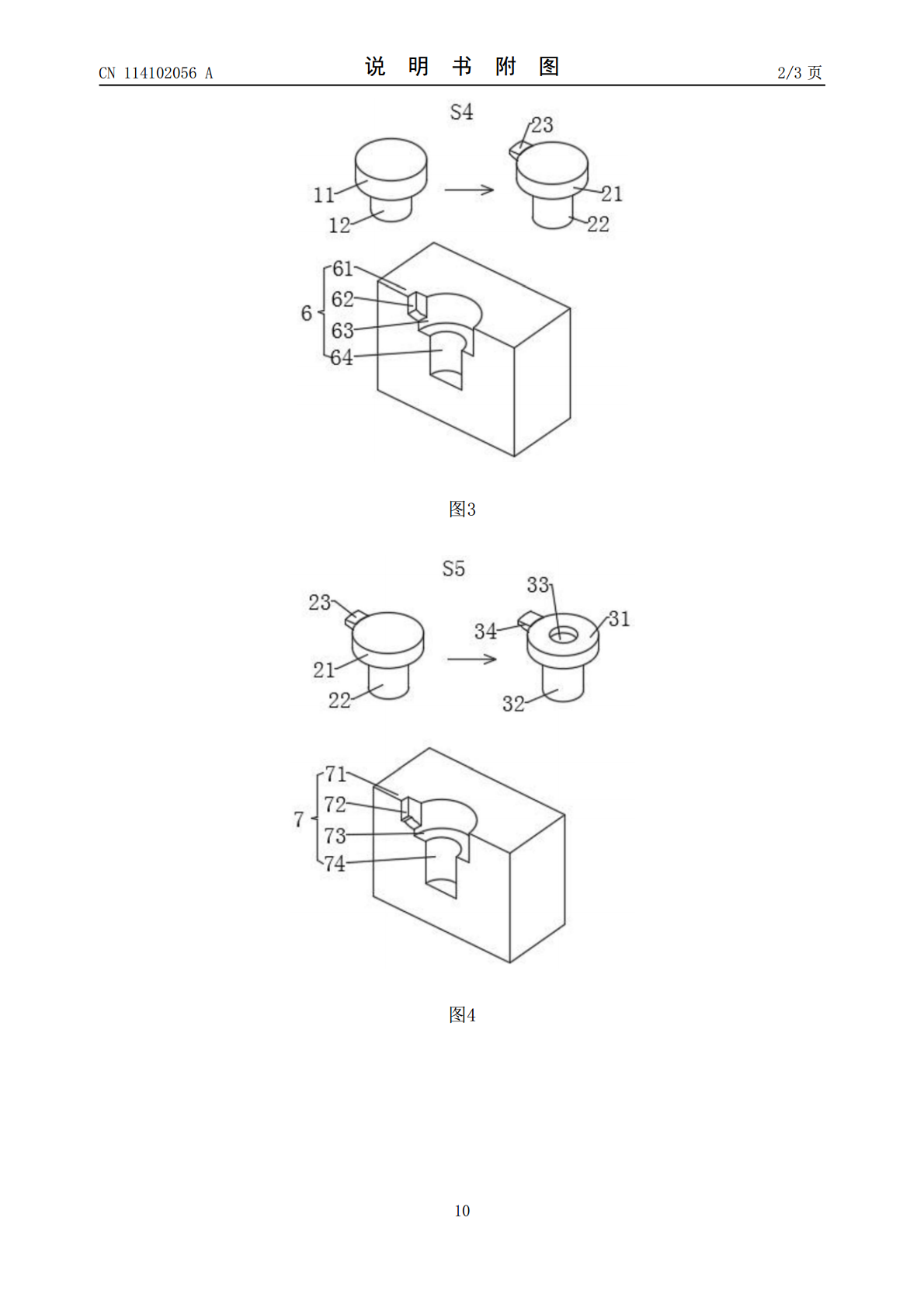
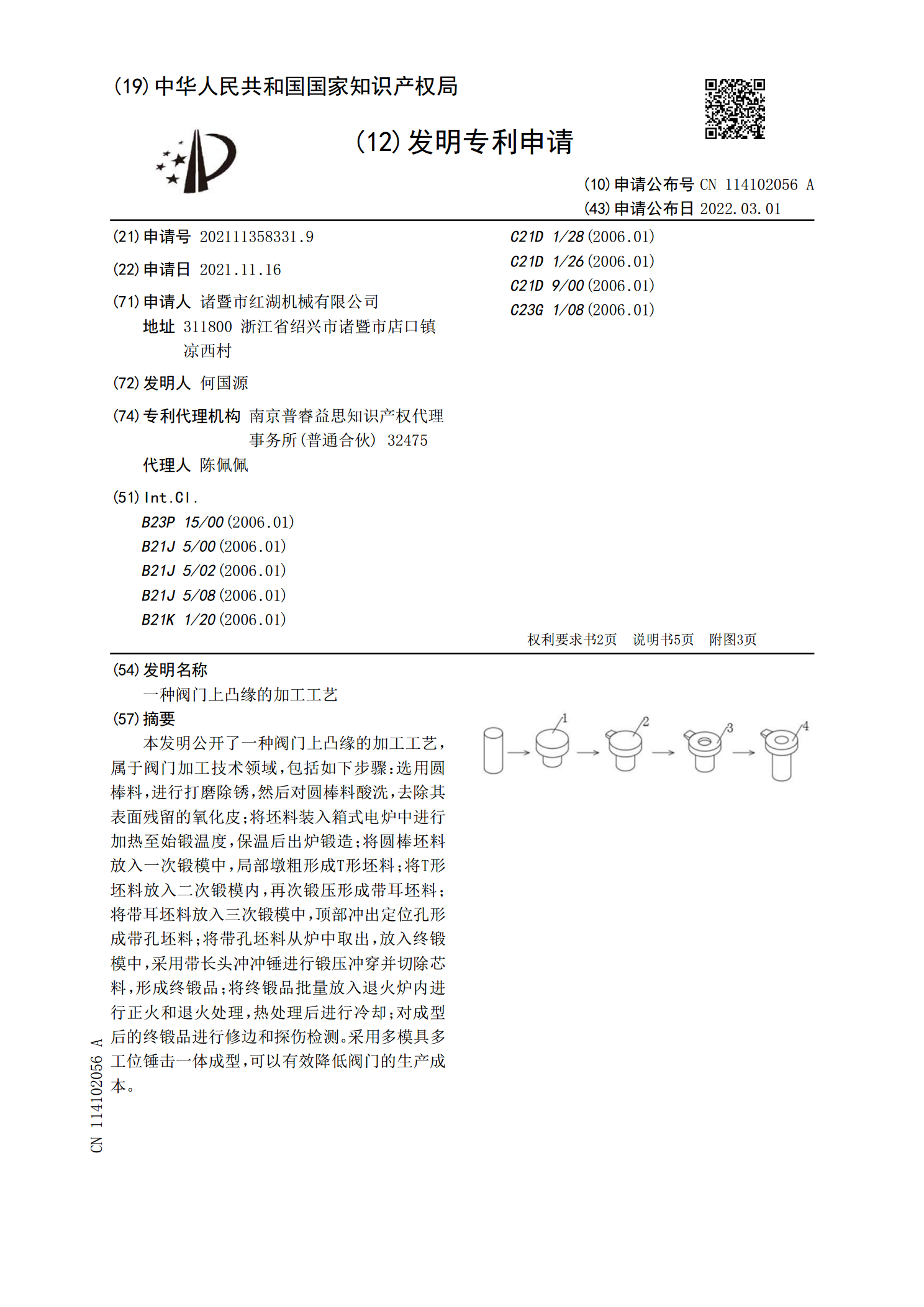
本发明公开了一种阀门上凸缘的加工工艺,属于阀门加工技术领域,包括如下步骤:选用圆棒料,进行打磨除锈,然后对圆棒料酸洗,去除其表面残留的氧化皮;将坯料装入箱式电炉中进行加热至始锻温度,保温后出炉锻造;将圆棒坯料放入一次锻模中,局部墩粗形成T形坯料;将T形坯料放入二次锻模内,再次锻压形成带耳坯料;将带耳坯料放入三次锻模中,顶部冲出定位孔形成带孔坯料;将带孔坯料从炉中取出,放入终锻模中,采用带长头冲冲锤进行锻压冲穿并切除芯料,形成终锻品;将终锻品批量放入退火炉内进行正火和退火处理,热处理后进行冷却;对成型后的终
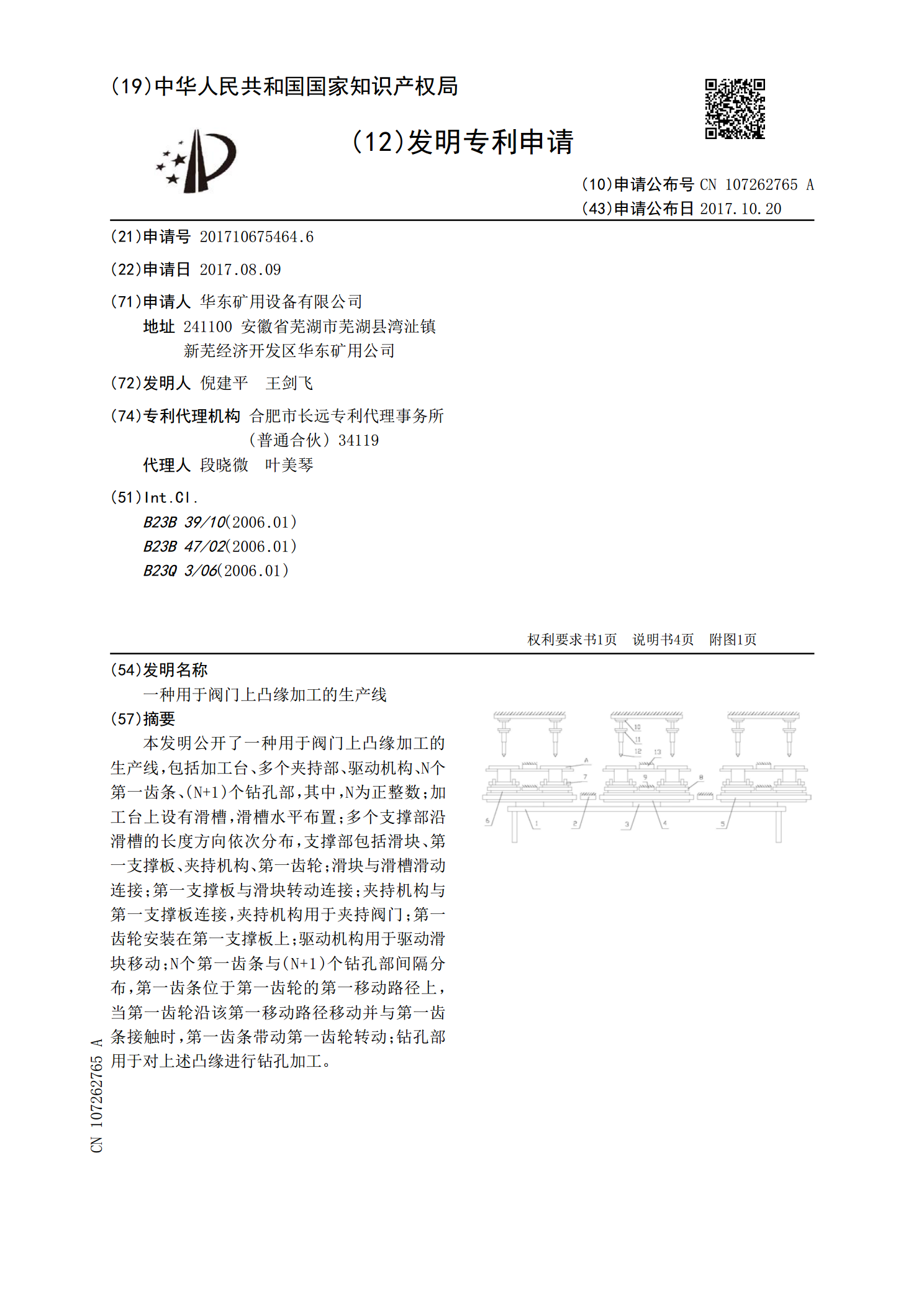
一种用于阀门上凸缘加工的生产线.pdf
本发明公开了一种用于阀门上凸缘加工的生产线,包括加工台、多个夹持部、驱动机构、N个第一齿条、(N+1)个钻孔部,其中,N为正整数;加工台上设有滑槽,滑槽水平布置;多个支撑部沿滑槽的长度方向依次分布,支撑部包括滑块、第一支撑板、夹持机构、第一齿轮;滑块与滑槽滑动连接;第一支撑板与滑块转动连接;夹持机构与第一支撑板连接,夹持机构用于夹持阀门;第一齿轮安装在第一支撑板上;驱动机构用于驱动滑块移动;N个第一齿条与(N+1)个钻孔部间隔分布,第一齿条位于第一齿轮的第一移动路径上,当第一齿轮沿该第一移动路径移动并与第
一种阀板加工工艺.pdf
本发明公开了一种阀板加工工艺,包括:成型步骤:将粉末原料放入压机,压制成产品毛坯件;烧结步骤:将产品毛坯件送入烧结炉,将产品毛坯件烧结成半成品件;第一次水蒸汽处理步骤:将半成品件送入水蒸气处理炉中进行蒸汽处理;机加工步骤:通过加工设备对半成品件进行外形加工,得到待成型工件;第二次水蒸汽处理步骤:将待成型工件送入水蒸气处理炉中进行蒸汽处理;树脂浸渗步骤:将待成型工件装入盛具内,然后把盛具放入压力罐,压力罐内具有树脂浸渗剂,使得树脂浸渗剂渗入待成型工件的孔隙。通过进行第二次水蒸气处理,进一步提高气密性,然后树
一种阀套加工工艺.pdf
本发明公开了一种阀套加工工艺,包括如下步骤:S1:选择符合规格的管材;S2:将步骤S1中的管材送到调质炉中进行调质处理,进而改善管材的硬度以及材质性能,让经过调质炉调质处理后的管材满足所要制得的阀套的硬度以及材质性能;S3:用矫直机对步骤S2中经过调质炉调质处理后的管材的直线度进行控制,让管材的直线度符合所要制得的阀套的要求;S4:将步骤S3中的管材固定安装在无心车床上。本发明中的阀套加工工艺和传统的阀套加工工艺相比,在本发明中,由于采购的是管材,同等重量情况下,提高了成材率同时,还降低的原材的成本;并且
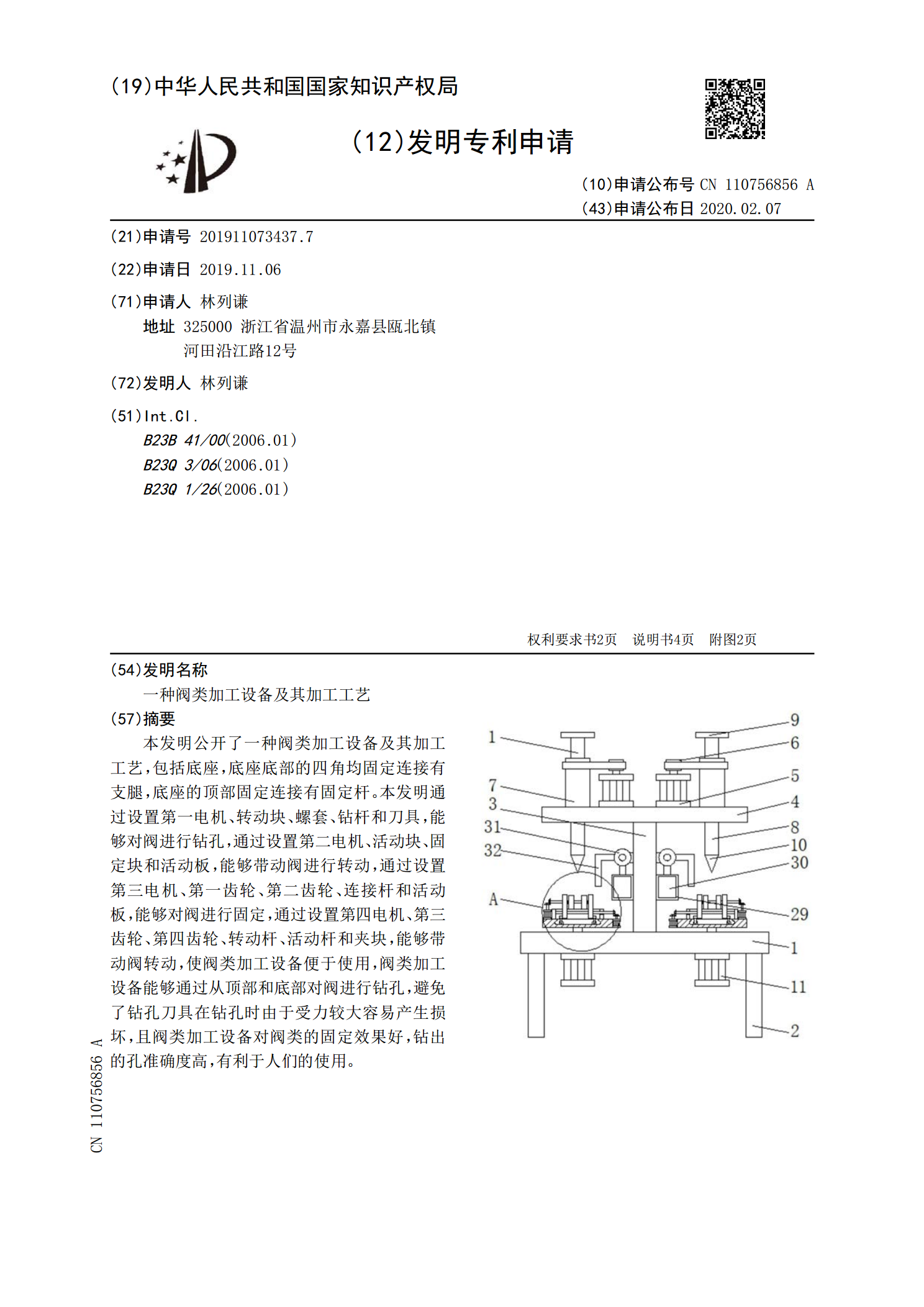
一种阀类加工设备及其加工工艺.pdf
本发明公开了一种阀类加工设备及其加工工艺,包括底座,底座底部的四角均固定连接有支腿,底座的顶部固定连接有固定杆。本发明通过设置第一电机、转动块、螺套、钻杆和刀具,能够对阀进行钻孔,通过设置第二电机、活动块、固定块和活动板,能够带动阀进行转动,通过设置第三电机、第一齿轮、第二齿轮、连接杆和活动板,能够对阀进行固定,通过设置第四电机、第三齿轮、第四齿轮、转动杆、活动杆和夹块,能够带动阀转动,使阀类加工设备便于使用,阀类加工设备能够通过从顶部和底部对阀进行钻孔,避免了钻孔刀具在钻孔时由于受力较大容易产生损坏,且