
硼铸铁缸套的铸造生产工艺及装置.pdf

猫巷****熙柔


1/10

2/10

3/10
4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
硼铸铁缸套的铸造生产工艺及装置.pdf
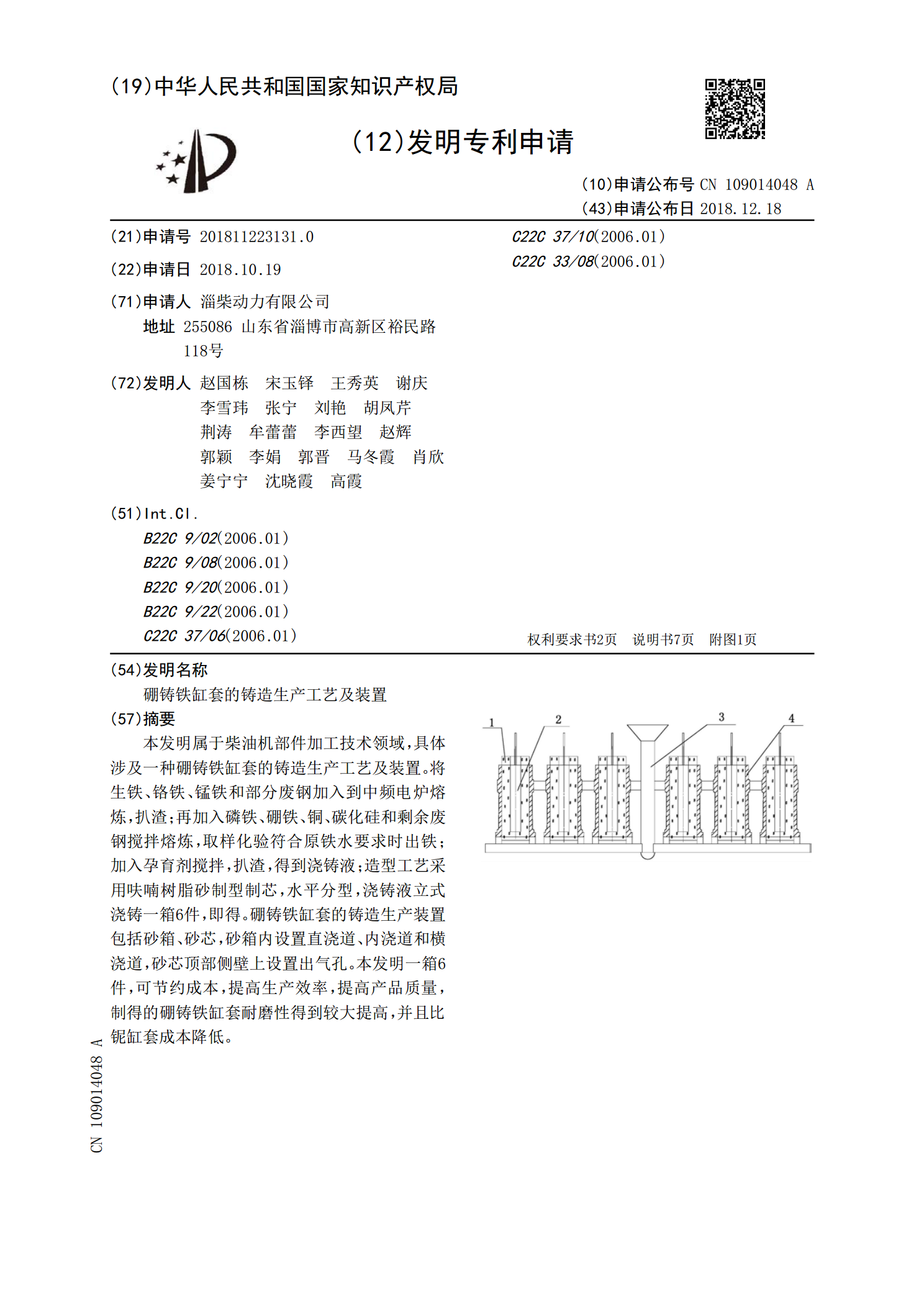
本发明属于柴油机部件加工技术领域,具体涉及一种硼铸铁缸套的铸造生产工艺及装置。将生铁、铬铁、锰铁和部分废钢加入到中频电炉熔炼,扒渣;再加入磷铁、硼铁、铜、碳化硅和剩余废钢搅拌熔炼,取样化验符合原铁水要求时出铁;加入孕育剂搅拌,扒渣,得到浇铸液;造型工艺采用呋喃树脂砂制型制芯,水平分型,浇铸液立式浇铸一箱6件,即得。硼铸铁缸套的铸造生产装置包括砂箱、砂芯,砂箱内设置直浇道、内浇道和横浇道,砂芯顶部侧壁上设置出气孔。本发明一箱6件,可节约成本,提高生产效率,提高产品质量,制得的硼铸铁缸套耐磨性得到较大提高,并

新型内燃机硼铸铁缸套浅析.docx
新型内燃机硼铸铁缸套浅析随着汽车工业的不断发展,内燃机的性能和寿命对于整个行业的发展具有举足轻重的地位。传统的钢铁缸套在一定程度上已经不能满足对于内燃机的要求,而硼铸铁缸套的应用逐渐广泛。硼铸铁缸套,是把0.05%到1.0%的硼元素添加到铸铁中,通过控制铸造温度和保温时间得到的高强度、高耐磨缸套。硼铸铁缸套不仅具有高耐磨、高强度等优点,还能够有效的提高发动机的效率。本文将从硼铸铁缸套的制作原理、性能特点等方面进行详细分析。一、硼铸铁缸套的制作原理1.铁液的制备硼铸铁主要分为两种:一种是灰口铸铁,另一种是球

高磷铸铁缸套毛坯的离心铸造工艺研究.docx
高磷铸铁缸套毛坯的离心铸造工艺研究离心铸造是一种常用的铸造工艺,广泛应用于铸造高磷铸铁缸套毛坯中。本文以高磷铸铁缸套毛坯的离心铸造工艺研究为题,从工艺流程、工艺参数以及缸套质量等方面进行探讨,旨在提出一种有效的工艺方案。一、工艺流程高磷铸铁缸套毛坯的离心铸造工艺流程一般包括以下几个步骤:1.准备模具:选择适当的模具,清洁表面,并适当涂抹分离剂,以保证铸件与模具之间有足够的间隙。2.融化铸铁熔液:根据工艺需要,选择适当的原材料并按一定比例混合,然后将其放入高温炉内熔化。3.铸造过程:将熔化的铸铁熔液倒入离心

用于缸套成型的铸造装置.pdf
本发明涉及缸套的成型设备技术领域,具体公开了用于缸套成型的铸造装置,包括机架,机架上转动连接有竖向的转轴,转轴上同轴固定连接有圆台形的驱动轮,驱动轮的小直径端朝上,机架上横向滑动连接有支撑架,支撑架上设有两个浇注单元;所述浇注单元包括转筒、成型模具、上限位机构和下限位机构,转筒的下端固设有沿径向凸出的摩擦环,摩擦环与驱动轮的侧壁摩擦配合,所述成型模具位于转筒的空腔内,成型模具包括第一模片和第二模片;所述上限位机构位于转筒的上端;所述下限位机构位于转筒的下端;所述机架上设有驱动转轴转动的电机。解决了现有技术
缸套铸造涂料自动喷涂装置.pdf
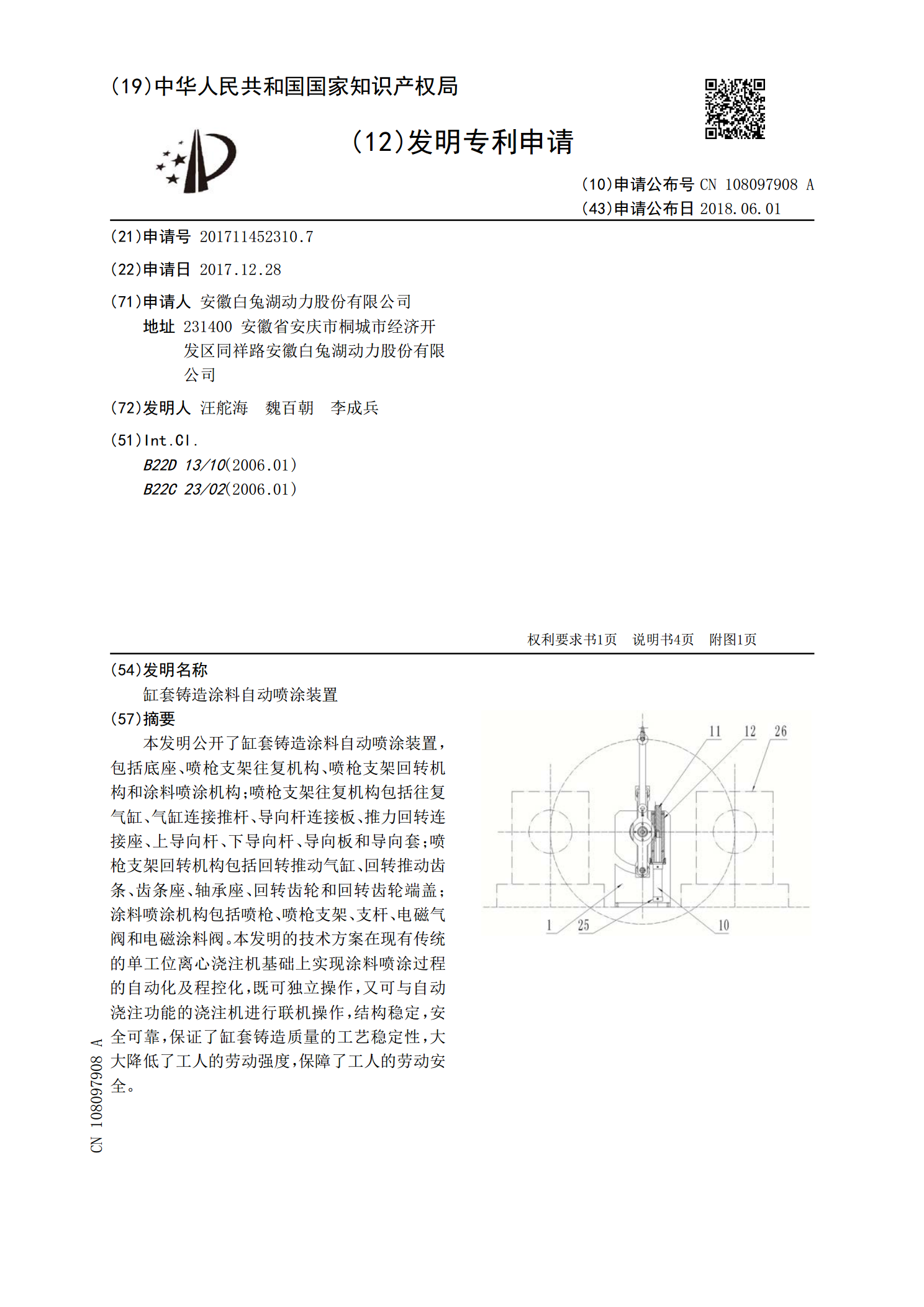
本发明公开了缸套铸造涂料自动喷涂装置,包括底座、喷枪支架往复机构、喷枪支架回转机构和涂料喷涂机构;喷枪支架往复机构包括往复气缸、气缸连接推杆、导向杆连接板、推力回转连接座、上导向杆、下导向杆、导向板和导向套;喷枪支架回转机构包括回转推动气缸、回转推动齿条、齿条座、轴承座、回转齿轮和回转齿轮端盖;涂料喷涂机构包括喷枪、喷枪支架、支杆、电磁气阀和电磁涂料阀。本发明的技术方案在现有传统的单工位离心浇注机基础上实现涂料喷涂过程的自动化及程控化,既可独立操作,又可与自动浇注功能的浇注机进行联机操作,结构稳定,安全可