
汽车转向节毛坯类零件精密模锻成型工艺方法.pdf

安双****文章

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车转向节毛坯类零件精密模锻成型工艺方法.pdf
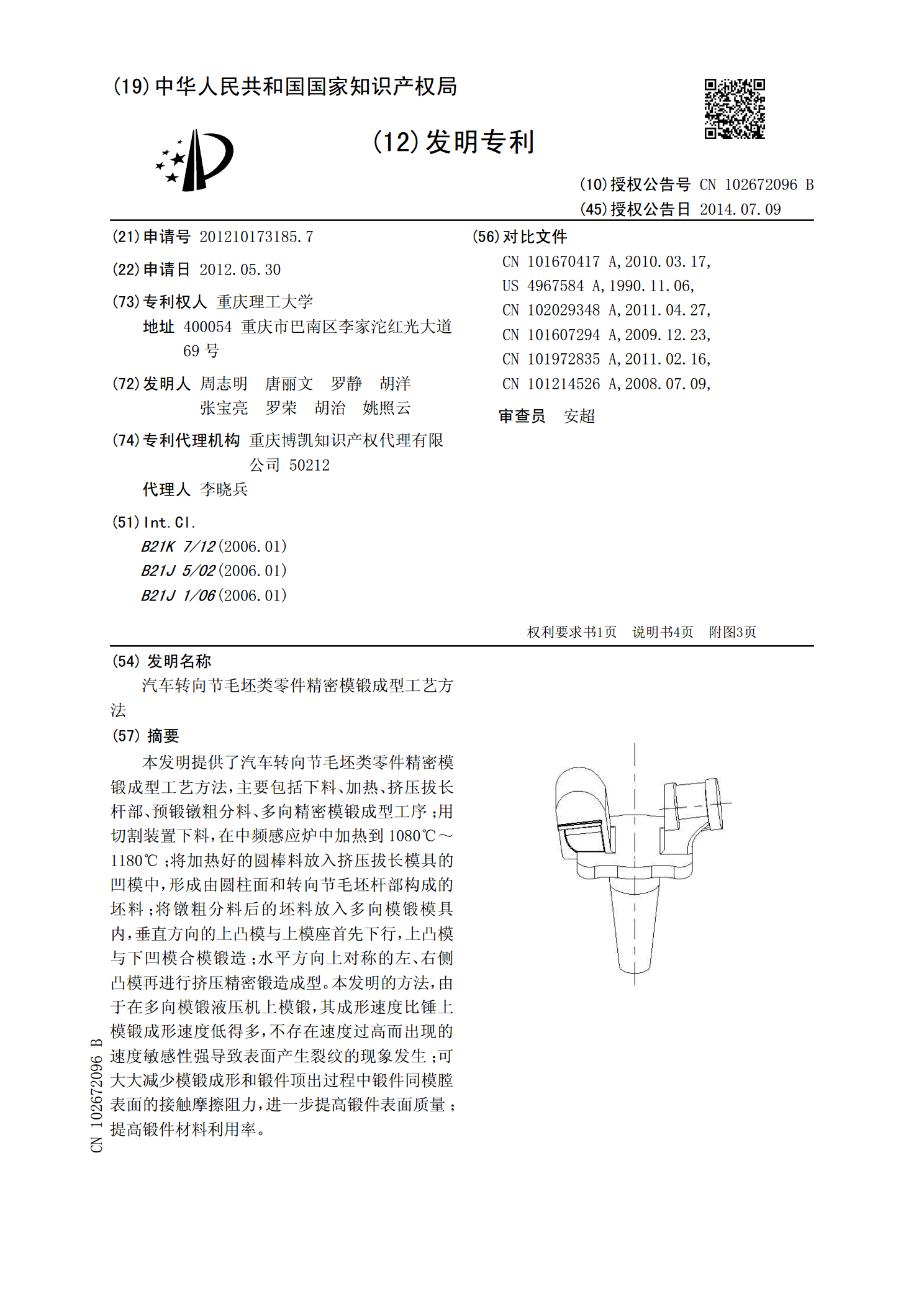
本发明提供了汽车转向节毛坯类零件精密模锻成型工艺方法,主要包括下料、加热、挤压拔长杆部、预锻镦粗分料、多向精密模锻成型工序;用切割装置下料,在中频感应炉中加热到1080℃~1180℃;将加热好的圆棒料放入挤压拔长模具的凹模中,形成由圆柱面和转向节毛坯杆部构成的坯料;将镦粗分料后的坯料放入多向模锻模具内,垂直方向的上凸模与上模座首先下行,上凸模与下凹模合模锻造;水平方向上对称的左、右侧凸模再进行挤压精密锻造成型。本发明的方法,由于在多向模锻液压机上模锻,其成形速度比锤上模锻成形速度低得多,不存在速度过高而出

汽车转向节模锻工艺改进.docx
汽车转向节模锻工艺改进汽车转向节是汽车转向系统中的重要组成部分,其质量和性能直接影响着行车的安全性和舒适性。为了提高汽车转向节的性能和降低成本,需要对其模锻工艺进行改进。本文将从模锻工艺的优势和不足,改进方向和方法,以及改进之后的影响等方面进行论述。1.模锻工艺的优势和不足模锻工艺是一种通过对金属进行连续压制和挤压来形成所需形状的工艺,具有以下优点:1)高效率:模锻工艺采用连续压制和挤压的方式,可以高效地生产大批量的零件。2)材料利用率高:模锻工艺中金属材料的损耗非常少,可以有效降低成本。3)零件性能好:

汽车转向节模锻工艺概述.docx
汽车转向节模锻工艺概述汽车转向节是汽车悬架系统中的重要组成部分,其功能是转向控制和悬挂系统支撑的重要部件。传统的汽车转向节一般采用锻造工艺进行生产,而模锻是锻造工艺的一种重要形式。本文将对汽车转向节模锻工艺进行概述,包括模锻的概念、模锻工艺的流程和优势等方面。模锻是一种以金属坯料为原料,利用冲击力和压力将坯料改变形状的成形工艺。它可以通过模具对金属坯料进行限制,从而精确地形成所需的零件形状和尺寸。模锻工艺通常包括预热、下料、锻造、冷却和修整等工序。其中,锻造是模锻工艺的核心环节,通过施加压力和冲击力使金属
锻000精密模锻工艺及模具设计汽车精密体积成型可参考.ppt
2024/6/30内容简介引言精密锻造的现状和发展精密锻造的现状和发展精密锻造的现状和发展精密锻造的现状和发展精密锻造的现状和发展精密锻造的现状和发展精密锻造的现状和发展锻件的分类锻件的分类锻件的分类锻件的分类表示锻件复杂程度的参数表示锻件复杂程度的参数表示锻件复杂程度的参数表示锻件复杂程度的参数表示锻件复杂程度的参数表示锻件复杂程度的参数表示锻件复杂程度的参数精密模锻成形过程的分析精密模锻成形过程的分析精密模锻成形过程的分析精密模锻成形过程的分析精密模锻成形过程的分析精密模锻成形过程的分析精密模锻成形过
锻000精密模锻工艺及模具设计汽车精密体积成型可参考.ppt
2024/10/25内容简介引言精密锻造的现状和发展精密锻造的现状和发展精密锻造的现状和发展精密锻造的现状和发展精密锻造的现状和发展精密锻造的现状和发展精密锻造的现状和发展锻件的分类锻件的分类锻件的分类锻件的分类表示锻件复杂程度的参数表示锻件复杂程度的参数表示锻件复杂程度的参数表示锻件复杂程度的参数表示锻件复杂程度的参数表示锻件复杂程度的参数表示锻件复杂程度的参数精密模锻成形过程的分析精密模锻成形过程的分析精密模锻成形过程的分析精密模锻成形过程的分析精密模锻成形过程的分析精密模锻成形过程的分析精密模锻成形