
超大体积特异结构焦炉用浇注釉面砖及其制备方法.pdf

一条****88

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超大体积特异结构焦炉用浇注釉面砖及其制备方法.pdf
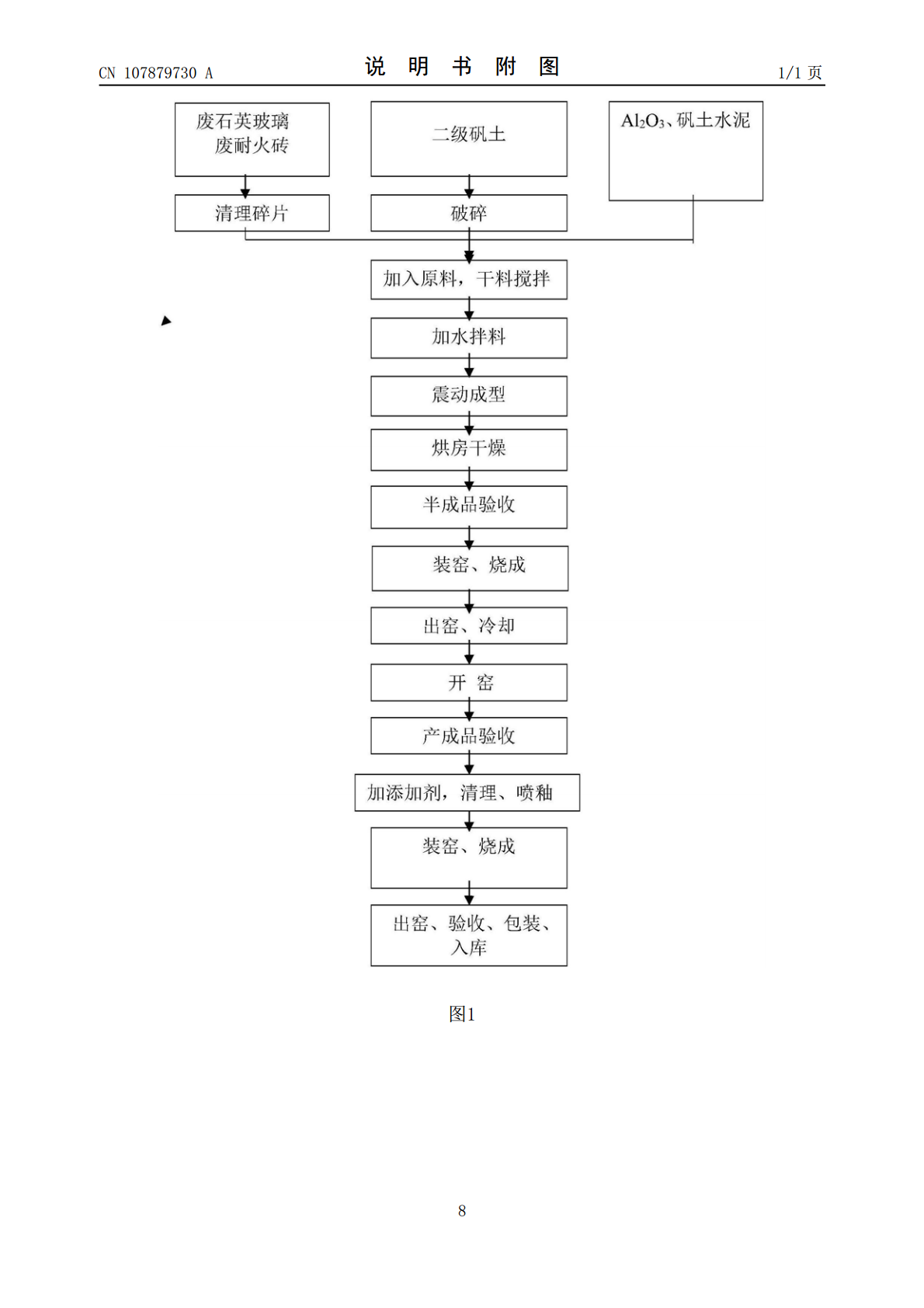
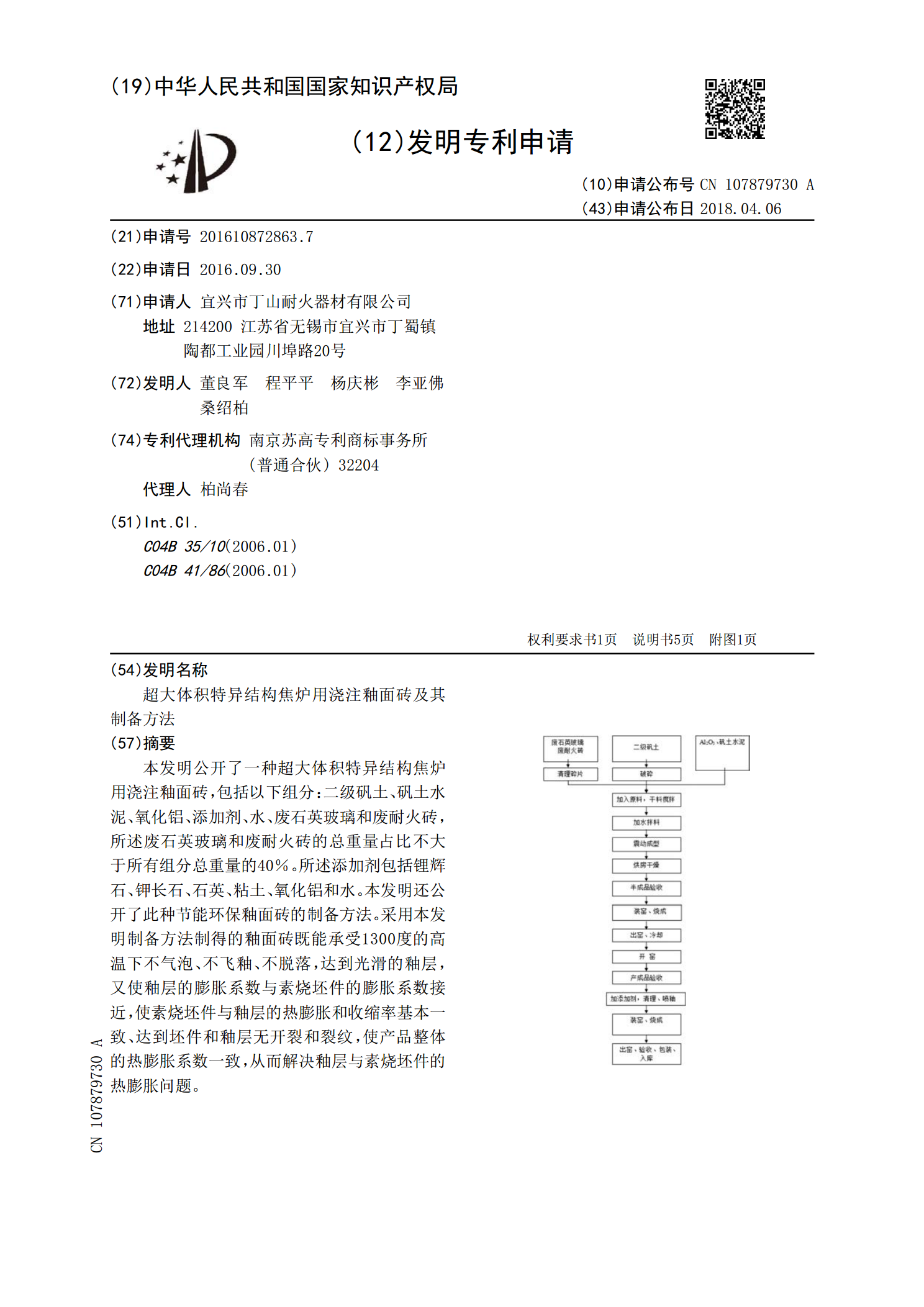
本发明公开了一种超大体积特异结构焦炉用浇注釉面砖,包括以下组分:二级矾土、矾土水泥、氧化铝、添加剂、水、废石英玻璃和废耐火砖,所述废石英玻璃和废耐火砖的总重量占比不大于所有组分总重量的40%。所述添加剂包括锂辉石、钾长石、石英、粘土、氧化铝和水。本发明还公开了此种节能环保釉面砖的制备方法。采用本发明制备方法制得的釉面砖既能承受1300度的高温下不气泡、不飞釉、不脱落,达到光滑的釉层,又使釉层的膨胀系数与素烧坯件的膨胀系数接近,使素烧坯件与釉层的热膨胀和收缩率基本一致、达到坯件和釉层无开裂和裂纹,使产品整体
一种焦炉用熔融石英质浇注釉面砖及其制备方法.pdf
本发明公开了一种焦炉用熔融石英质浇注釉面砖,包括釉水和浇注预制件,所述釉水包括重量百分数为30~50%的10-0μm的锂辉石、5~20%的10~0μm软质粘土、10~20%的10~0μm的钾长石、5~15%的5~0μm的氧化铝、3~15%的10~0μm的石英和0.5~1%的有机增塑剂;所述浇注预制件包括重量百分数为30~50%的熔融石英、25~35%的粘土熟料、10~15%的矾土熟料、10~15%的结合剂、3~6%的硅微粉和3~8%的氧化铝微粉。同时,本发明还公开了上述釉面砖的制备方法。本发明具有优良的热
一种焦炉用堇青石质浇注釉面砖及其制备方法.pdf
一种焦炉用堇青石质浇注釉面砖,包括釉水和浇注预制件,所述釉水包括重量百分数为30~50%的10-0μm的锂辉石、5~20%的10~0μm软质粘土、10~20%的10~0μm的钾长石、5~15%的5~0μm的氧化铝、3~15%的10~0μm的石英和0.5~1%的有机增塑剂;所述浇注预制件包括重量百分数为20~35%的堇青石、30~50%的粘土熟料、10~15%的矾土熟料、10~15%的结合剂、3~6%的硅微粉和3~8%的氧化铝微粉。同时,本发明还公开了上述釉面砖的制备方法。本发明利用废弃窑具为原料,大大降低
原位生成氮化铝的干熄焦炉用浇注料及其制备方法.pdf
本发明涉及一种原位生成氮化铝的干熄焦炉用浇注料及其制备方法。其技术方案是:以45~65wt%的莫来石、15~35wt%的碳化硅、2~8wt%的铝粉、0~5wt%的铝硅合金粉、0~2wt%的单质硅粉、4~6wt%的α-氧化铝微粉、2~4wt%的硅微粉和4~6wt%的铝酸钙水泥为原料,以占原料0.1~0.3wt%的催化剂、0.2~0.5wt%的防水化剂和0.1~0.3wt%的减水剂为添加剂;再按上述百分含量,先将铝粉、铝硅合金粉、催化剂和防水化剂预混,得到预混料;然后将预混料、减水剂和其余原料混合,搅拌均匀,

干熄焦炉斜道立柱用氮化铝增强浇注料及其制备方法.pdf
本发明涉及一种干熄焦炉斜道立柱用氮化铝增强浇注料及其制备方法。其技术方案是:以45~65wt%的莫来石、15~35wt%的碳化硅、2~8wt%的无机‑金属复合微胶囊、4~6wt%的α‑氧化铝粉、2~4wt%的硅微粉和4~6wt%的铝酸钙水泥为原料,以原料0.1~0.3wt%的催化剂和0.1~0.3wt%的减水剂为添加剂。先将无机‑金属复合微胶囊和催化剂混合,得到预混料;然后将预混料、减水剂和其余原料混合,搅拌均匀,即得氮化铝增强干熄焦炉斜道立柱用浇注料。本发明制备的干熄焦炉斜道立柱用氮化铝增强浇注料抗水化