
一种测温用模壳及其制造方法.pdf

猫巷****傲柏

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种测温用模壳及其制造方法.pdf
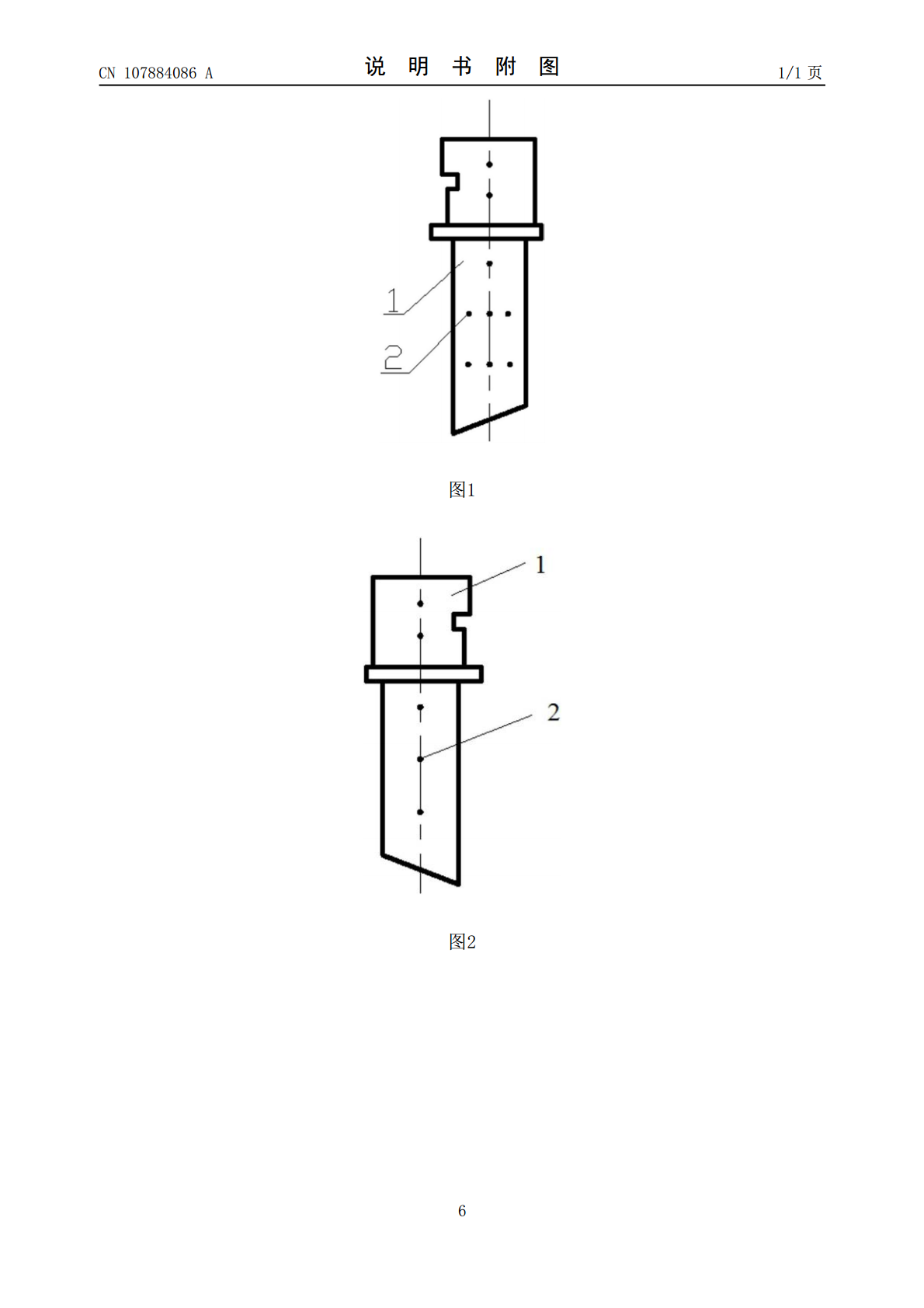
本发明公开了一种测温用模壳及其制造方法,一种测温用模壳,包括壳体,壳体上设置有若干用于固定带陶瓷管的热电偶的测温孔,所述测温孔为盲孔,测温孔的数量大于等于温度采集仪的通道数,测温孔在壳体上均匀布置,结合具体铸件形状设计测温点,比传统的测温架更能反应浇注过程中铸件的真实温度状态,能够准确测量炉内温度场和温度梯度,以此数据对定向设备性能和铸件工艺方案进行优化,对提升设备性能和铸件质量的有显著的效果,且成本远低于测温架。
用于铸造单晶叶片的陶瓷模壳及其制造方法.pdf
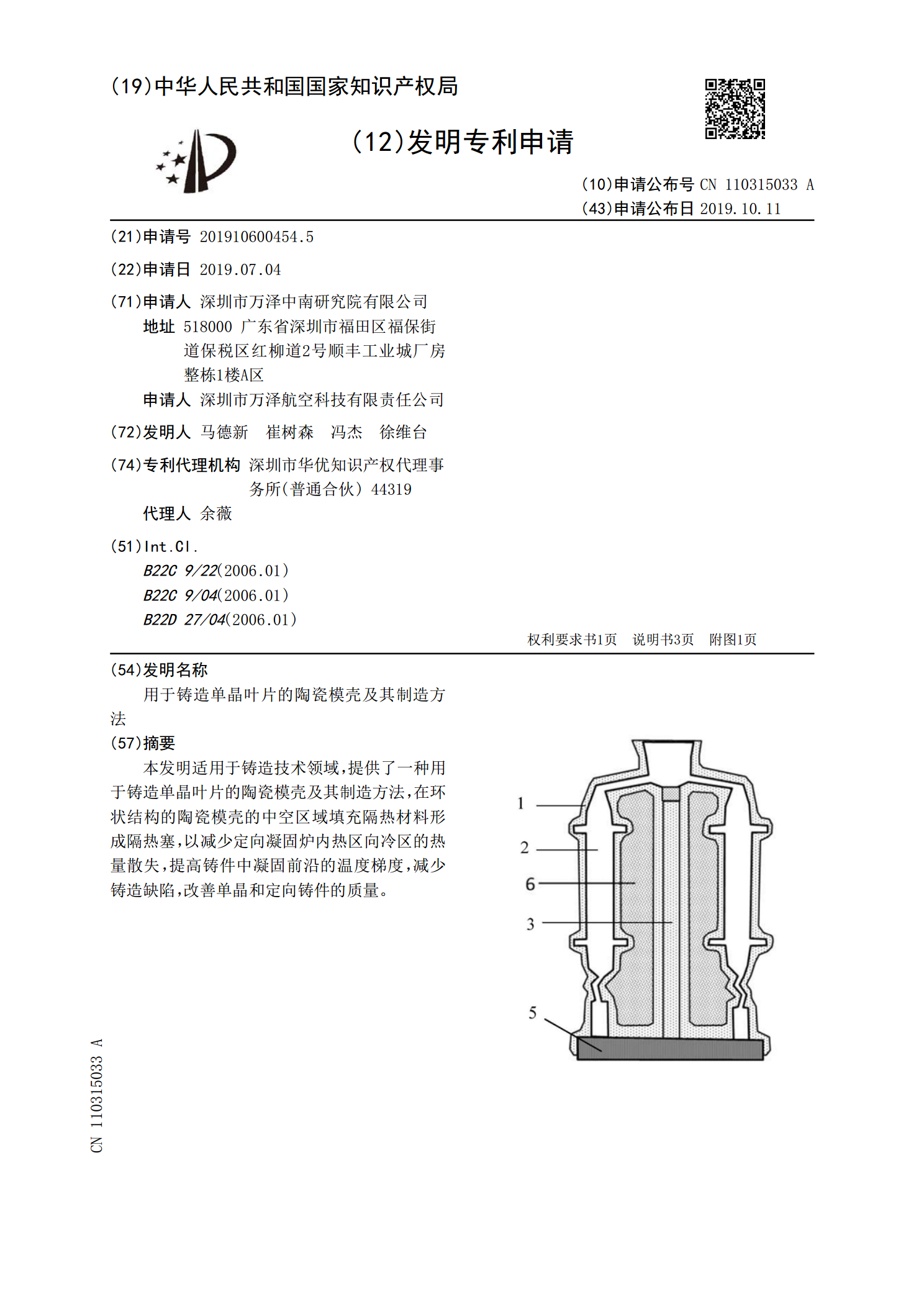
本发明适用于铸造技术领域,提供了一种用于铸造单晶叶片的陶瓷模壳及其制造方法,在环状结构的陶瓷模壳的中空区域填充隔热材料形成隔热塞,以减少定向凝固炉内热区向冷区的热量散失,提高铸件中凝固前沿的温度梯度,减少铸造缺陷,改善单晶和定向铸件的质量。

一种冷加工成形用桥壳钢及其制造方法.pdf
本发明涉及车辆技术领域,特别涉及一种冷加工成形用桥壳钢及其制造方法。桥壳钢的化学成分以质量百分比计含有C:0.08~0.18%,Si:0.10~0.45%,Mn:1.2~2.5%,Ti:0.01~0.05%,Al:0.02~0.35%,P:≤0.02%,S:≤0.010%,V:0.02~0.10%,Nb:0.015~0.10%,Cr:0.02~0.5%,其余为Fe及不可避免的杂质。所述方法的工艺过程为:KR脱硫→全三脱转炉冶炼→LF精炼→连铸→加热炉再加热→粗轧→精轧→层流冷却→卷取。本发明实施例提供的冷

一种熔模精密铸造型壳的制造方法.pdf
一种新型熔模精密铸造工艺,包括:(1)涂料的配制,(2)风干硬化顺,(3)硬化液的配,(4)硬化时间,(5)风干时间的确定。其特征在于:包括上述工艺参数组合成一种新型熔模精密铸造工艺。本发明提供了一种新型熔模精密铸造工艺,具有提高型壳强度,降低铸件外跑火质量缺陷;缩短风干硬化时间,提高生产工效,硬化风干充分,提高表面质量,降低废品率;环境因素(温度、湿度)影响小,避免批量废品发生等优点。可满足生产形状复杂、精度及表面质量要求高、难以进行其它加工的中大型复杂零件,如涡轮发动机的叶片等。适合在熔模精密铸造行业
保护壳及其制造方法.pdf
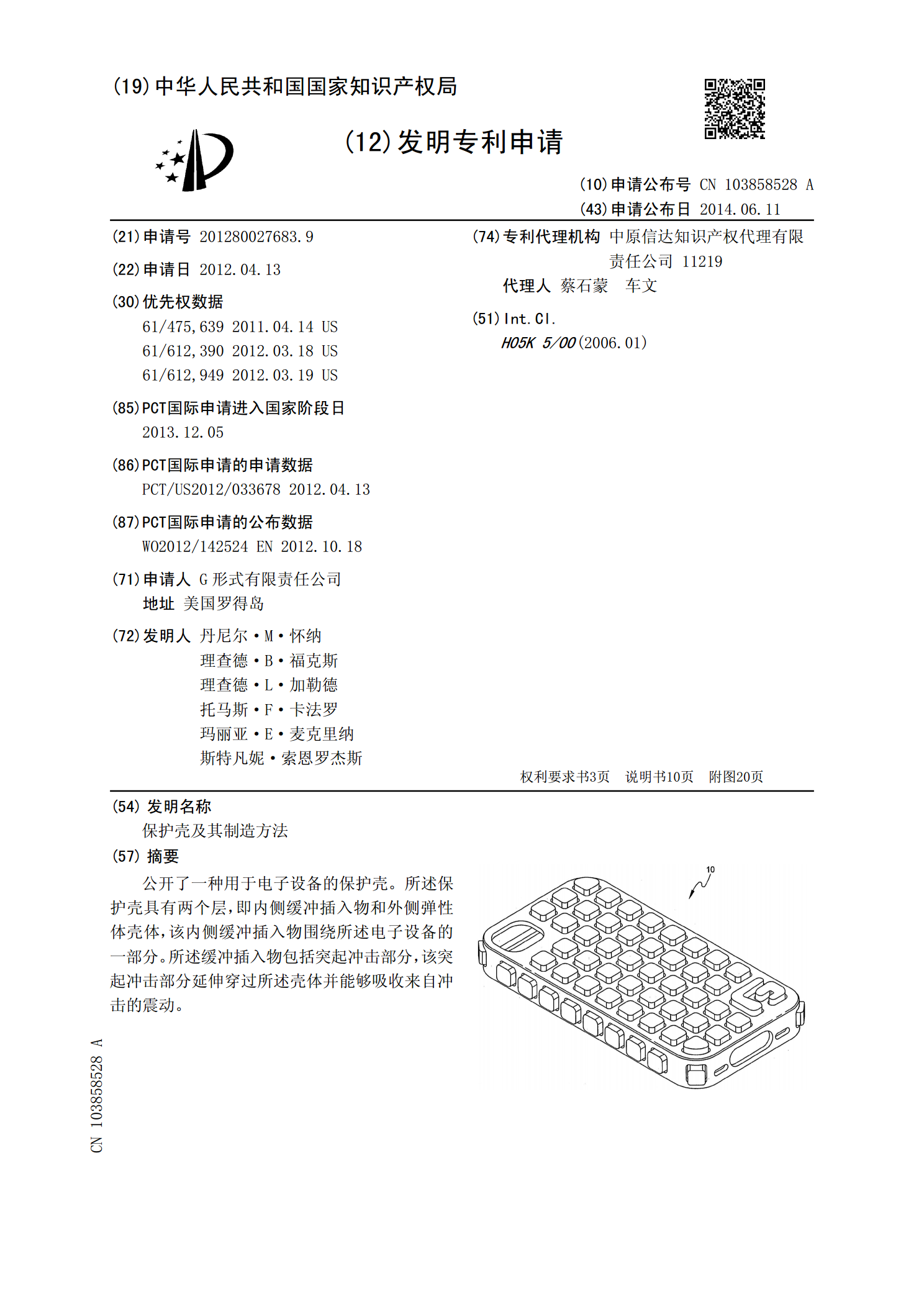
公开了一种用于电子设备的保护壳。所述保护壳具有两个层,即内侧缓冲插入物和外侧弹性体壳体,该内侧缓冲插入物围绕所述电子设备的一部分。所述缓冲插入物包括突起冲击部分,该突起冲击部分延伸穿过所述壳体并能够吸收来自冲击的震动。