
蒸发器内壁铝合金箔材连续铸轧方法.pdf

是你****盟主


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
蒸发器内壁铝合金箔材连续铸轧方法.pdf
本发明蒸发器内壁铝合金箔材连续铸轧方法涉及材料成型领域,具体涉及蒸发器内壁铝合金箔材连续铸轧方法,包括以下步骤:首先准备好所需的原料,原料中的废料使用纯铝,废料的总投入量≤35%,其中二级废料投入量≤30%,原铝锭≥65%,并将原料装入熔炼炉内熔化;对熔化后的原料进行搅拌、扒渣并调整原料成分;将扒渣后的原料在熔炼炉内进行精炼处理;将精炼处理后的原料再转入温保炉内进行二次精炼及静置处理;将二次精炼处理后的原料排入除气箱进行除气扒渣处理;本发明生产过程简单,能提高生产效率,且生产的最终箔材具有良好的成型性、焊

一种铝合金蒸发器内壁薄板及其连续铸轧生产工艺.pdf
本发明公开了一种铝合金蒸发器内壁薄板及其连续铸轧生产工艺,该薄板以铝锰系合金为基础并含有硅、铁、铜、锰、镁、锌、钛;该薄板采用连续铸轧生产工艺,其工艺步骤包括:将原料加入熔炼炉中熔化、精炼、除渣,然后由炉内排出到铸轧机中进行铸轧,然后将铸轧后的板料进行第一次退火处理,以减少FeAl3针状化与Al~Mn固溶体相平衡的相合物对力学性能的影响,然后将第一次退火处理后的板料再进行5~6次的冷轧,将冷轧后的板材再进行二次退火处理,最后再进行1~2次箔轧制成铝合金蒸发器内壁薄板。本发明的技术方案具有良好的成型性、焊接
铸轧法生产3004铝合金带材的方法.pdf
本发明涉及一种铸轧法生产3004铝合金带材的方法,属于铝加工领域。该方法的步骤为:铸轧带坯→铸轧卷退火→冷轧至成品厚度→上拉弯矫清洗→成品退火→拉矫→分卷→检验包装入库;铸轧带坯是根据3004铝合金的化学成分冶炼铝合金熔体,然后铸轧成金属带坯;带坯规格7.0×(1250-1300)mm的铸轧辊参数配置:铸轧辊直径780-820mm,铸轧辊凸度0.15-0.30mm,铸轧辊缝5.0-5.3mm,铸轧辊粗糙0.6-0.7μm;铸轧工艺参数为:铸轧区长度50-55mm,浇铸温度690-700℃,铸轧速度0.6-
高延伸率连续铸轧CC3003铝合金箔材的制备方法.pdf
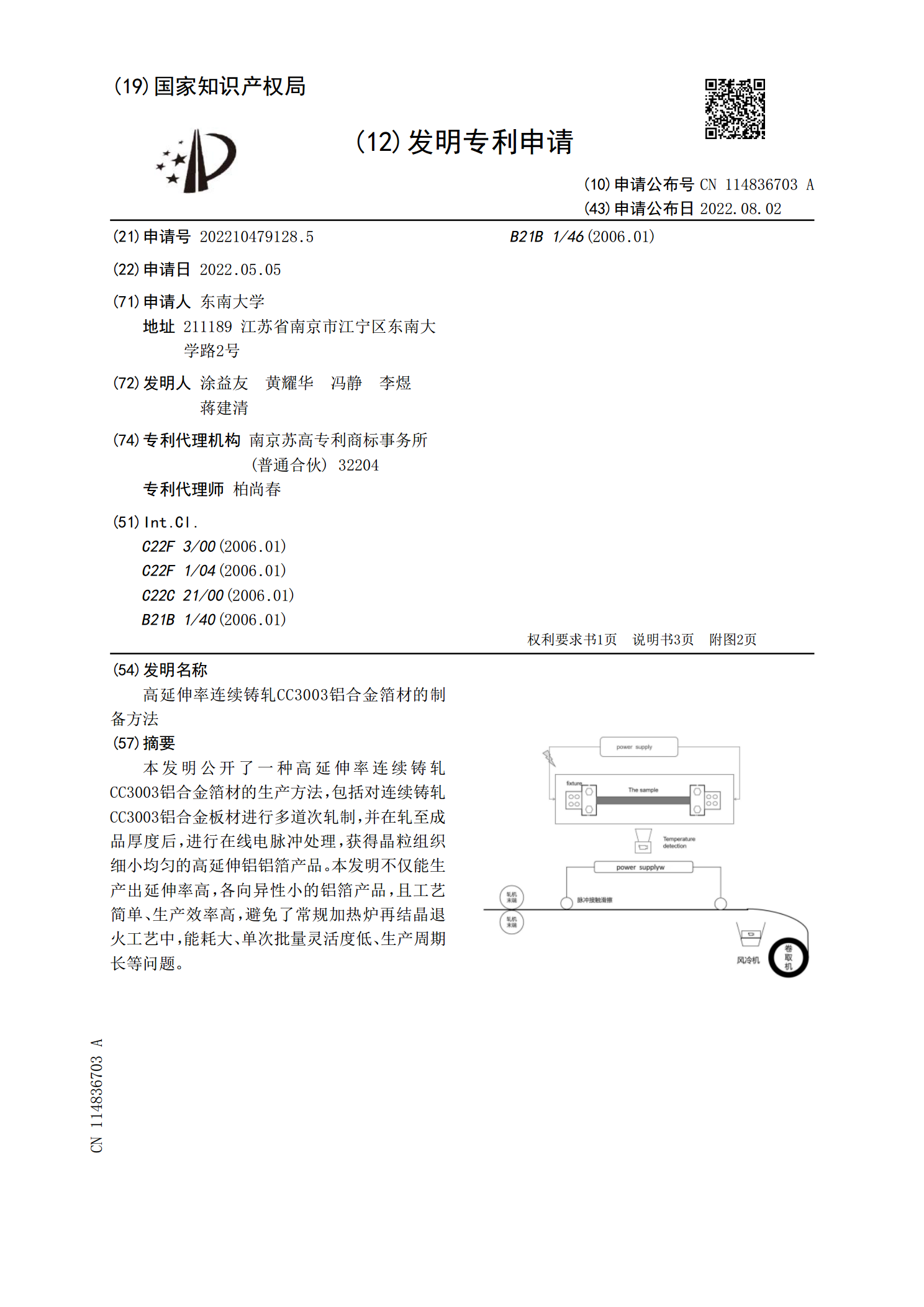
本发明公开了一种高延伸率连续铸轧CC3003铝合金箔材的生产方法,包括对连续铸轧CC3003铝合金板材进行多道次轧制,并在轧至成品厚度后,进行在线电脉冲处理,获得晶粒组织细小均匀的高延伸铝铝箔产品。本发明不仅能生产出延伸率高,各向异性小的铝箔产品,且工艺简单、生产效率高,避免了常规加热炉再结晶退火工艺中,能耗大、单次批量灵活度低、生产周期长等问题。

连续铸轧工艺对铝合金板残余应力的影响.pptx
汇报人:CONTENTSPARTONEPARTTWO连续铸轧工艺的定义连续铸轧工艺的原理连续铸轧工艺的应用PARTTHREE残余应力的定义铝合金板残余应力的形成机制铝合金板残余应力的影响因素PARTFOUR连续铸轧工艺对残余应力的影响机制连续铸轧工艺对残余应力的影响程度连续铸轧工艺对残余应力的改善效果PARTFIVE实验材料与方法实验结果与数据分析结果的讨论与解释PARTSIX研究结论对实际生产的指导意义未来研究方向汇报人: