
一种舟皿自动装料输送线.pdf

努力****爱静

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种舟皿自动装料输送线.pdf
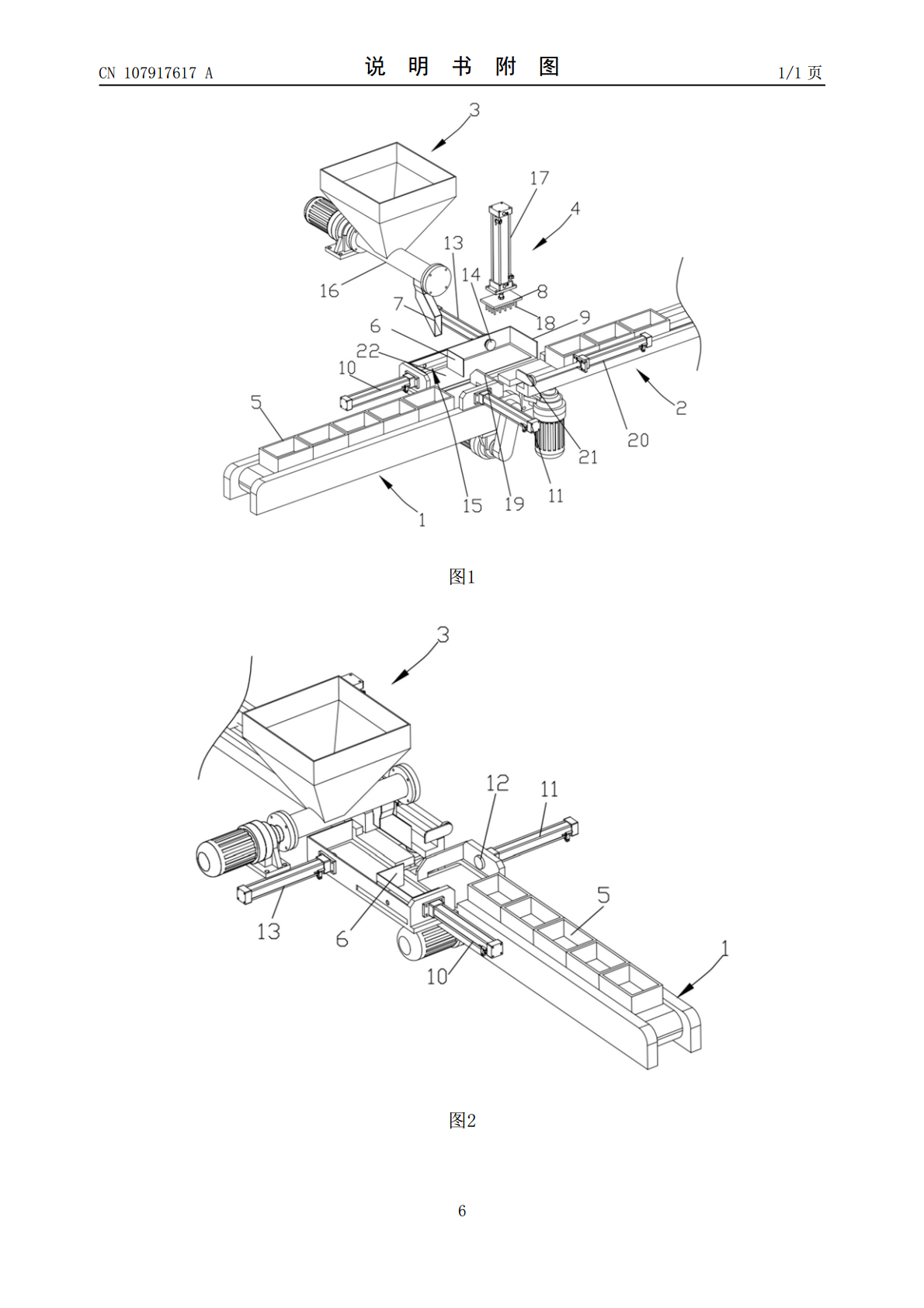
本发明公开了一种舟皿自动装料输送线,包括舟皿输入线、舟皿输出线和舟皿装料装置,舟皿装料装置包括称料机、压料装置和用于驱动舟皿往复运动于称料机和压料装置之间的舟皿钩,舟皿输入线设置有将舟皿推入舟皿钩的推入机构,舟皿装料装置上设置有将舟皿钩内的舟皿推入舟皿输出线的推出机构,称料机设置有对舟皿钩内舟皿装料的称料机输出口,压料装置设置有对舟皿钩内舟皿压料的压板。本发明通过将自动装料装置与输送线融合一体,提高了输送线的自动化程度,同时,通过多次重复“装料‑压料”动作,以及压板上的圆杆插入,使舟皿内的粉体物料分布更为
一种舟皿自动装料装置.pdf
本发明公开了一种舟皿自动装料装置,包括称料机、压料机构和装料平台,装料平台设置有舟皿钩、将舟皿推入舟皿钩的推入机构和将舟皿钩内舟皿推出的推出机构,舟皿钩往复运动于称料机的称料机输出口和压料机构的压板之间。本发明通过多次重复“装料‑压料”动作,以及压板上的圆杆插入,使舟皿内的粉体物料分布更为均匀,进而提高了后续的烧结质量。

一种自动装料系统.pdf
本发明提供了一种自动装料系统,涉及热处理技术领域,该自动装料系统包括水平移栽台、升降移栽台和送料车,水平移栽台设置在升降移栽台的一侧并与升降移栽台相平齐,用于将装料盘送入升降移栽台,升降移栽台的两侧还设置有运行轨道,送料车设置在运行轨道上并能够沿运行轨道行进,用于将升降移栽台上的装料盘送入炉口,送料车的前端设置有插臂,插臂伸入到升降移栽台内,用于举升装料盘以使装料盘脱离升降移栽台。相较于现有技术,本发明提供的一种自动装料系统,无需人工装料,通过送料车和运行轨道的配合,装料精度高,人工成本低。

一种自动定量装料系统.pdf
本发明公开了一种自动定量装料系统,包括底座和底座一侧端的安装座,底座下安装有万向转轮,安装座相对于底座的另一侧设置有把手,安装座上安装有控制箱,控制箱内设置有重量控制器和流量控制器,控制箱上连接有流量控制装置,流量控制装置下端设置有管路接口,管路接口下方设置有流量控制阀。本发明可自动的准确控制装料的重量和自动的控制流量控制阀,实现自动定量装料,有效的保证了称量的误差范围,减少了料液的损失;并且结构简单,方便移动,可移动到需要的地方,接上相应的管路,即可进行自动定量的放料,有效的利用了资源。
一种自动装料的封箱装置.pdf
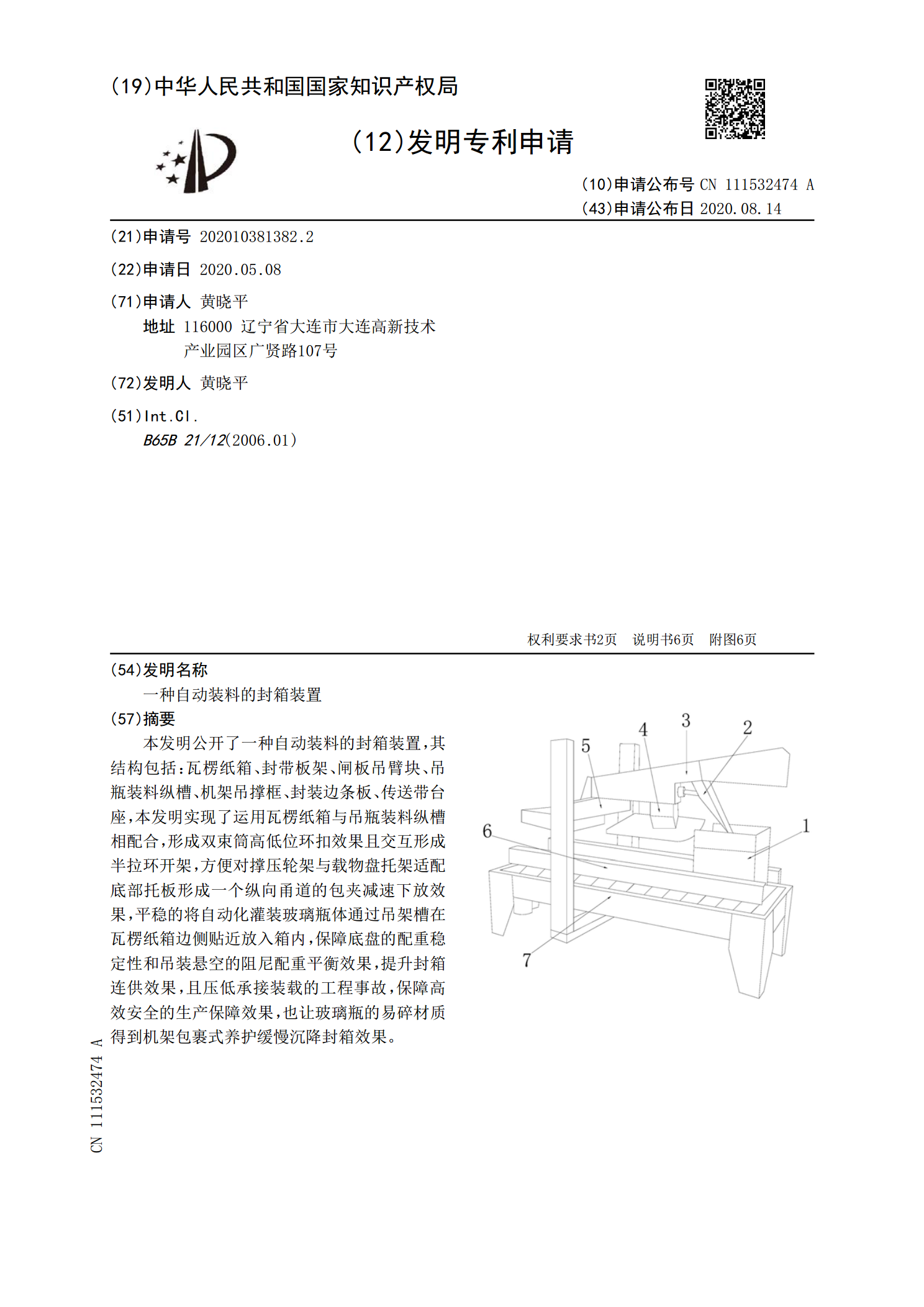
本发明公开了一种自动装料的封箱装置,其结构包括:瓦楞纸箱、封带板架、闸板吊臂块、吊瓶装料纵槽、机架吊撑框、封装边条板、传送带台座,本发明实现了运用瓦楞纸箱与吊瓶装料纵槽相配合,形成双束筒高低位环扣效果且交互形成半拉环开架,方便对撑压轮架与载物盘托架适配底部托板形成一个纵向甬道的包夹减速下放效果,平稳的将自动化灌装玻璃瓶体通过吊架槽在瓦楞纸箱边侧贴近放入箱内,保障底盘的配重稳定性和吊装悬空的阻尼配重平衡效果,提升封箱连供效果,且压低承接装载的工程事故,保障高效安全的生产保障效果,也让玻璃瓶的易碎材质得到机架