
一种铝合金退火方法.pdf

绮兰****文章


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金退火方法.pdf
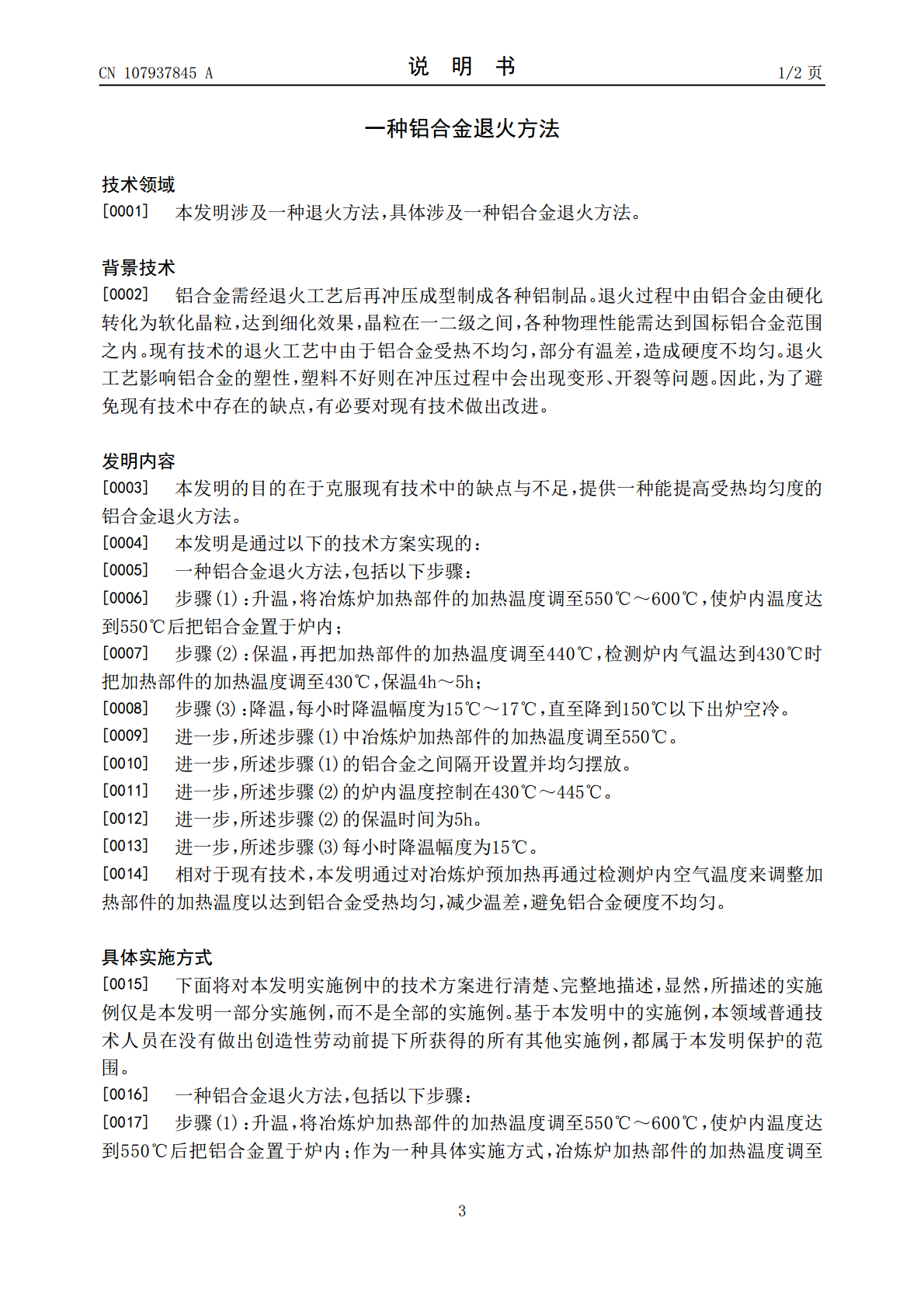
本发明公开了一种铝合金退火方法,包括以下步骤:步骤(1):升温,将冶炼炉加热部件的加热温度调至550℃~600℃,使炉内温度达到550℃后把铝合金置于炉内;步骤(2):保温,再把加热部件的加热温度调至440℃,检测炉内气温达到430℃时把加热部件的加热温度调至430℃,保温4h~5h;步骤(3):降温,每小时降温幅度为15℃~17℃,直至降到150℃以下出炉空冷。本发明热利用效率高,生产周期短,节约成本,提高铝合金的抗拉性和延伸性。

一种铝合金铸锭的退火方法.pdf
本发明提供了一种铝合金铸锭的退火方法,使用热处理炉对所述铝合金铸锭进行退火,包括去应力退火步骤和均匀化退火步骤;所述去应力退火步骤和所述均匀化退火步骤在所述热处理炉内依次连续进行。本发明具有能够降低铝合金铸锭的开裂风险,同时还能够节约能源,缩短处理周期,使工作效率得到提高的优点。
一种门窗铝合金型材生产用退火系统及退火方法.pdf
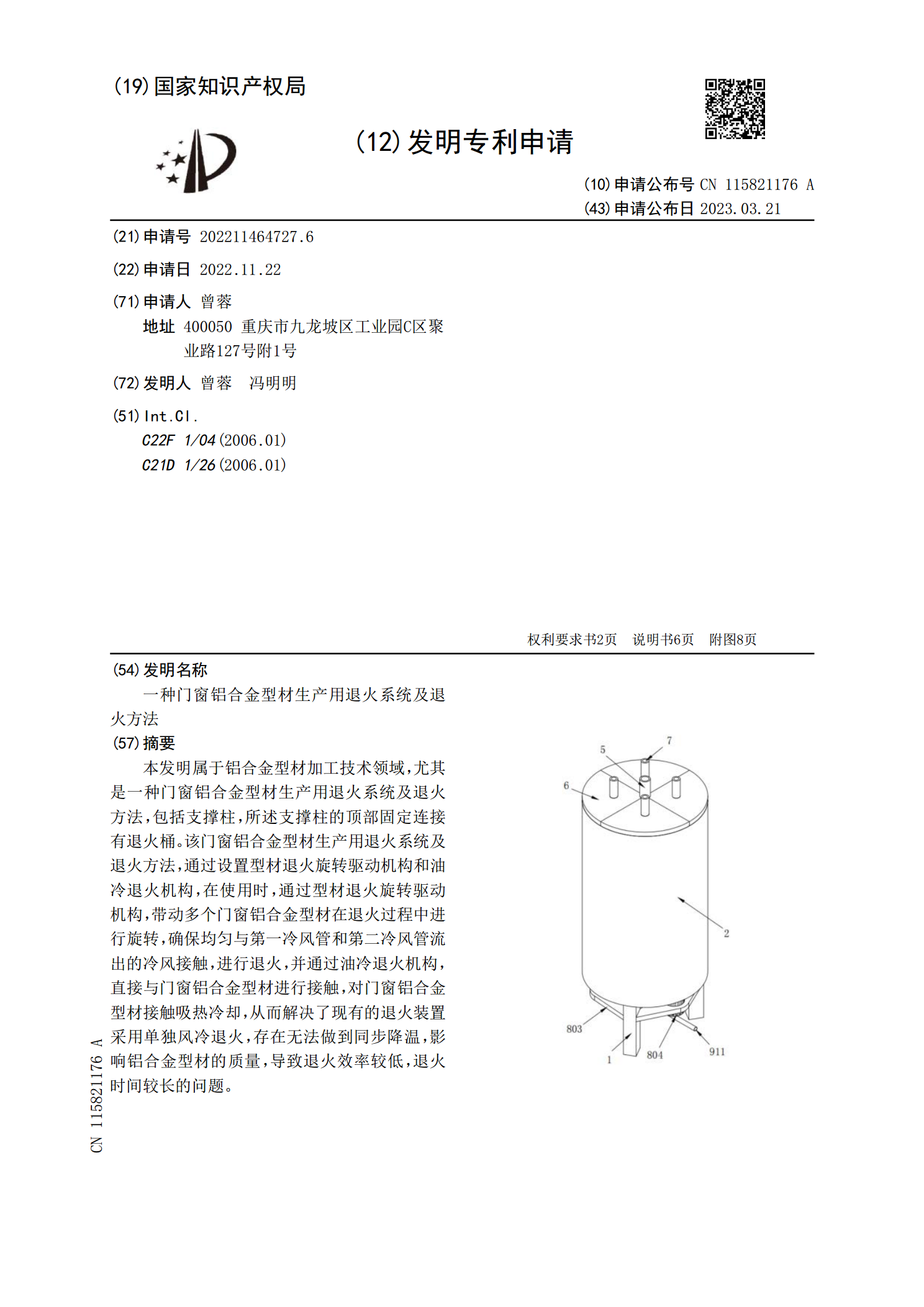
本发明属于铝合金型材加工技术领域,尤其是一种门窗铝合金型材生产用退火系统及退火方法,包括支撑柱,所述支撑柱的顶部固定连接有退火桶。该门窗铝合金型材生产用退火系统及退火方法,通过设置型材退火旋转驱动机构和油冷退火机构,在使用时,通过型材退火旋转驱动机构,带动多个门窗铝合金型材在退火过程中进行旋转,确保均匀与第一冷风管和第二冷风管流出的冷风接触,进行退火,并通过油冷退火机构,直接与门窗铝合金型材进行接触,对门窗铝合金型材接触吸热冷却,从而解决了现有的退火装置采用单独风冷退火,存在无法做到同步降温,影响铝合金型
一种7000系铝合金铸锭去应力退火及均匀化退火的方法.pdf
本发明提供了一种7000系铝合金铸锭去应力退火及均匀化退火的方法,本发明是从铸锭成型的高温余温阶段开始设计去应力退火和均匀化退火的连续处理过程,即在熔铸过程采用7000系铝合金的熔炼工艺及直冷半连续铸造工艺,浇铸成型后将铸锭转移至热处理炉进行缓冷处理,再定温进行去应力退火处理,最后直接升温进行多级均匀化退火处理。这样操作不仅可以减少加热散热的高低温转换次数,降低铸锭开裂风险,节约能源,缩短退火处理周期,同时结合多级均匀化退火工艺,强制回溶合金粗大中间相,显著提高铸锭均匀化处理效果。
一种防止铝合金卷材退火油斑产生的方法.pdf
本发明属于铝合金带材的制备领域,涉及一种防止铝合金卷材退火油斑产生的方法,将轧制后的铝合金卷材表面清洗后进行高温短时退火和退火炉中的长时退火,清洗方式为水洗、油洗或者碱洗的一种,短时退火的退火温度为300~480℃,保温时间为5~100s,短时退火后的铝合金卷材从退火机上离线,短时退火后的铝合金卷材在退火炉中进行长时退火,退火温度为360~420℃,保温时间为1‑4h,提供一种有效防止2系和7系铝合金卷材退火油斑产生的方法,极大的方便轧制油种类和冷轧工艺的选取,可获得高表面质量的铝合金卷材。