
一种内齿锁紧垫圈加工工艺.pdf

宏硕****mo

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内齿锁紧垫圈加工工艺.pdf
本发明提供一种内齿锁紧垫圈加工工艺,包括以下步骤:a1、备料:根据图纸尺寸选择合适的管类材料;a2、下料:将管类材料通过切割机割下合适的环状毛坯;a3、退火处理:将环状毛坯放入炉中加热至750~800℃时长2~3小时,随炉冷却至200℃后出炉自然冷却;a4、二次冲压:第一次将环状毛坯通过35~40吨液压冲床冲压成垫圈,第二次将垫圈冲压出内齿;a5、热处理:将垫圈加热至700~750℃进行表面淬火,之后进行快速水冷;a6、倒角发黑:进行锐角倒钝并进行发黑处理。本发明内齿锁紧垫圈加工工艺,操作步骤清晰、加工效
一种内齿圈加工工艺.pdf
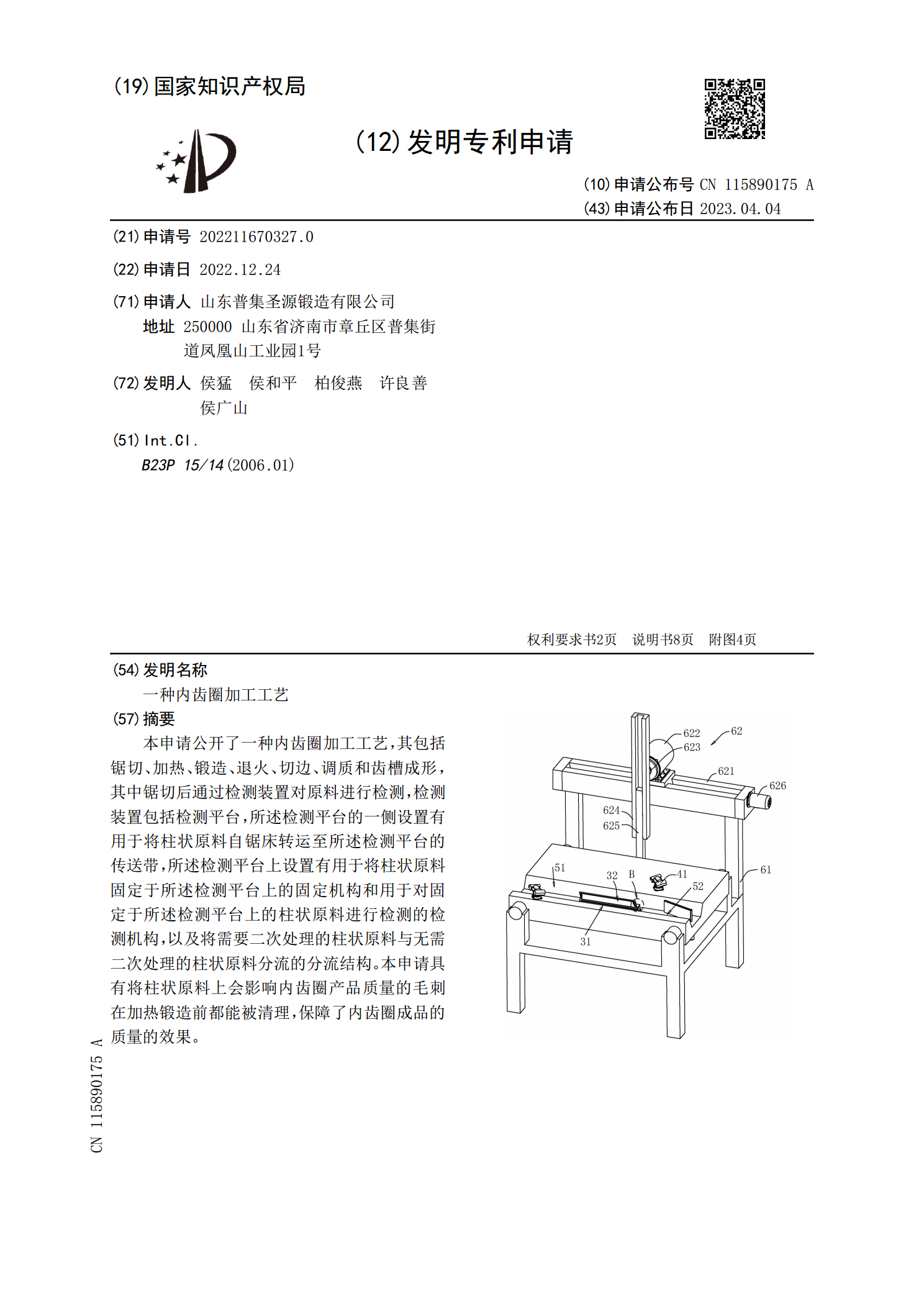
本申请公开了一种内齿圈加工工艺,其包括锯切、加热、锻造、退火、切边、调质和齿槽成形,其中锯切后通过检测装置对原料进行检测,检测装置包括检测平台,所述检测平台的一侧设置有用于将柱状原料自锯床转运至所述检测平台的传送带,所述检测平台上设置有用于将柱状原料固定于所述检测平台上的固定机构和用于对固定于所述检测平台上的柱状原料进行检测的检测机构,以及将需要二次处理的柱状原料与无需二次处理的柱状原料分流的分流结构。本申请具有将柱状原料上会影响内齿圈产品质量的毛刺在加热锻造前都能被清理,保障了内齿圈成品的质量的效果。

一种内齿圈加工工艺.pdf
本发明公开的一种内齿圈加工工艺,该工艺方法为先用磨床加工出符合尺寸和精度要求的齿条,然后将齿条切割成单个轮齿;接下来在轮圈内表面涂上高强度金属胶,并将切割好的单个轮齿依次粘贴在轮圈上,直到形成一个齿圈;接下来再用对应齿形的齿轮低速跑合一次,跑合后在相邻轮齿缝隙处再涂上金属胶,然后再跑合一次,以实现轮齿的自定位;待金属胶完全固化后,再在每个轮齿上钉上定位销;这样一个内齿圈就制作完成了。采用该工艺制造的内齿圈在机械手关节上使用后,传动可靠,回转误差优于原有线切割工艺加工的,且噪声明显降低,运转平稳,使机械手整
一种内齿齿条的加工工艺.pdf
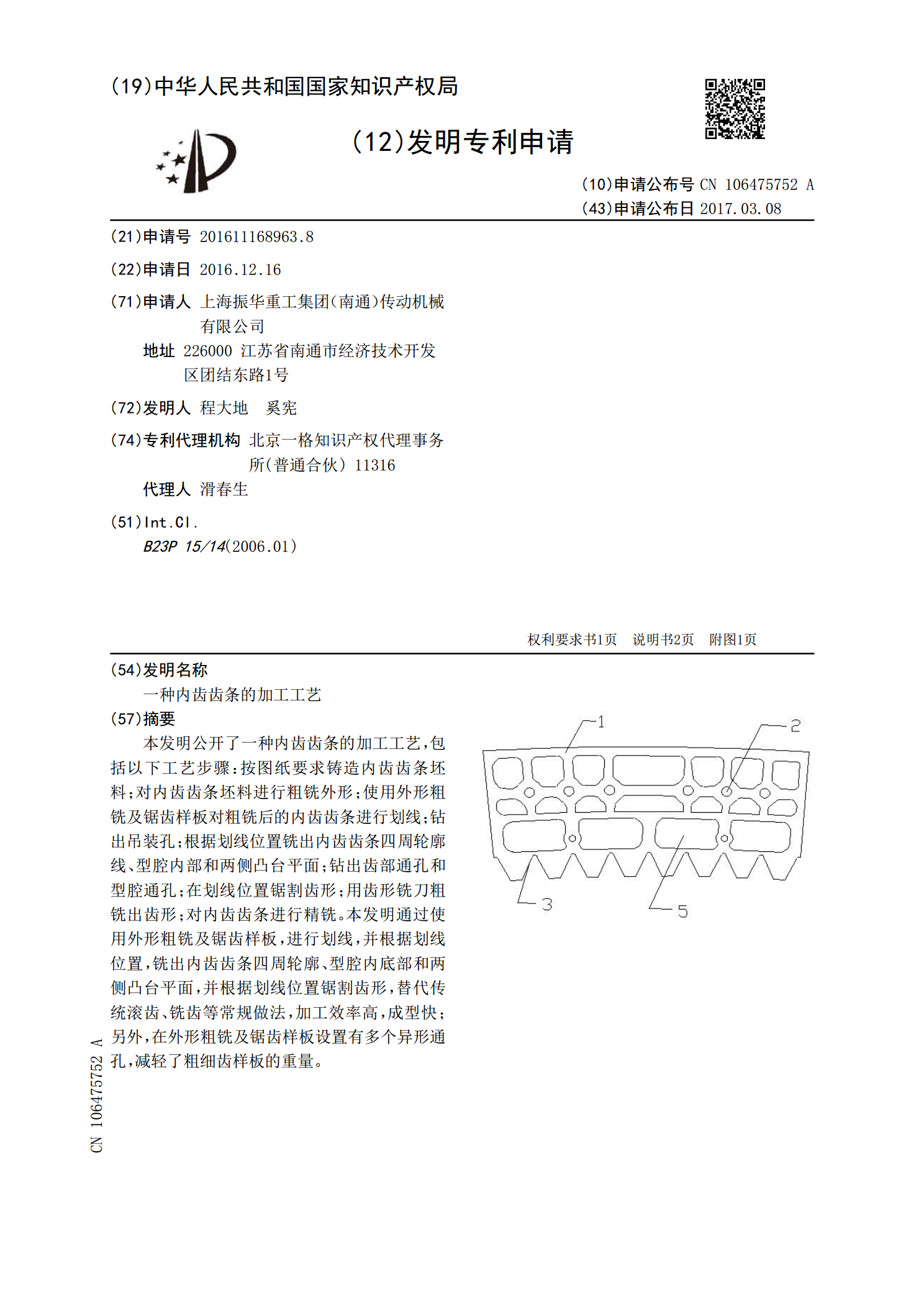
本发明公开了一种内齿齿条的加工工艺,包括以下工艺步骤:按图纸要求铸造内齿齿条坯料;对内齿齿条坯料进行粗铣外形;使用外形粗铣及锯齿样板对粗铣后的内齿齿条进行划线;钻出吊装孔;根据划线位置铣出内齿齿条四周轮廓线、型腔内部和两侧凸台平面;钻出齿部通孔和型腔通孔;在划线位置锯割齿形;用齿形铣刀粗铣出齿形;对内齿齿条进行精铣。本发明通过使用外形粗铣及锯齿样板,进行划线,并根据划线位置,铣出内齿齿条四周轮廓、型腔内底部和两侧凸台平面,并根据划线位置锯割齿形,替代传统滚齿、铣齿等常规做法,加工效率高,成型快;另外,在外
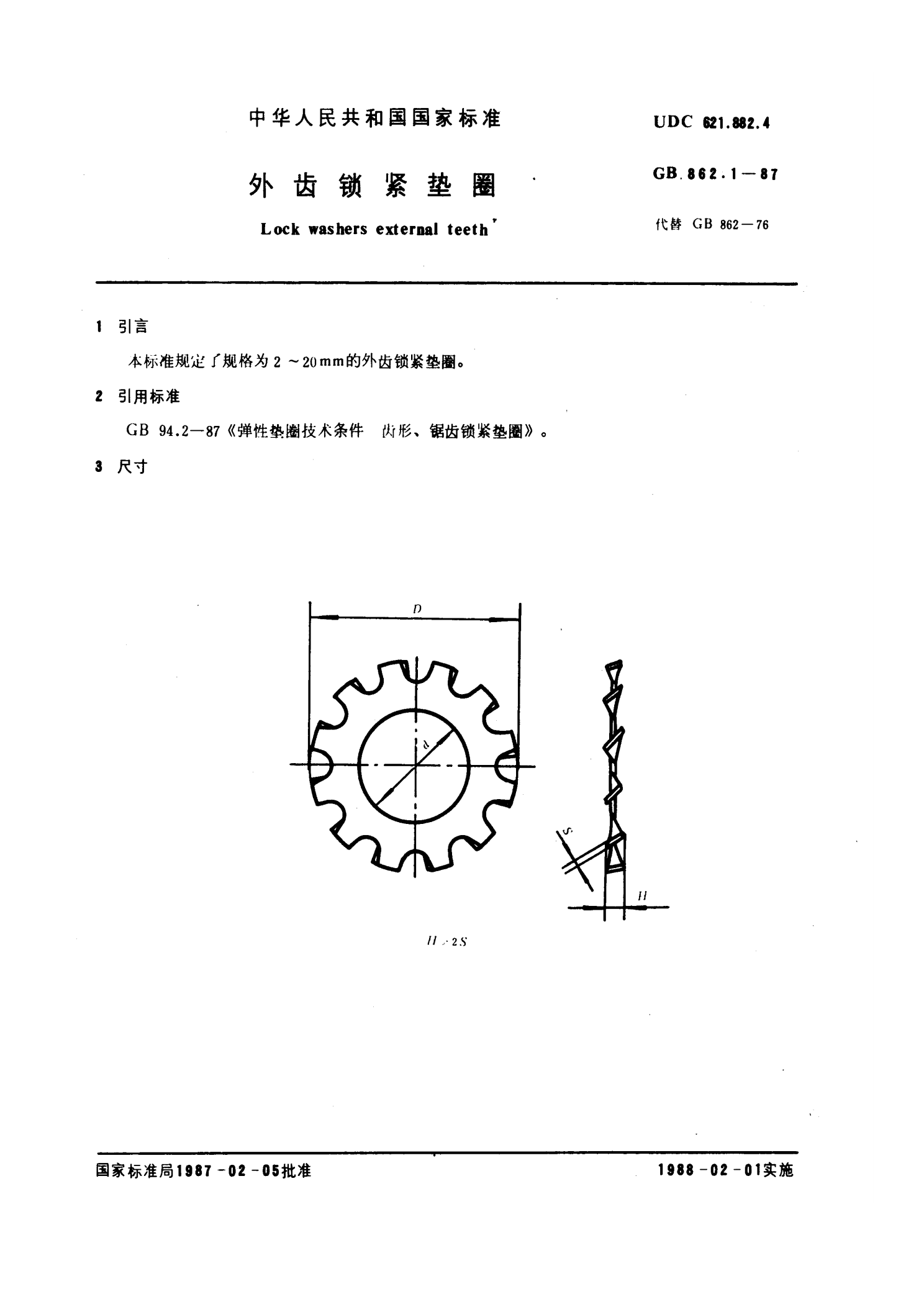
GB862-1-87外齿锁紧垫圈.pdf