
配有内置式模壳传动系统的真空精密铸造炉.pdf

努力****绮亦

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
配有内置式模壳传动系统的真空精密铸造炉.pdf
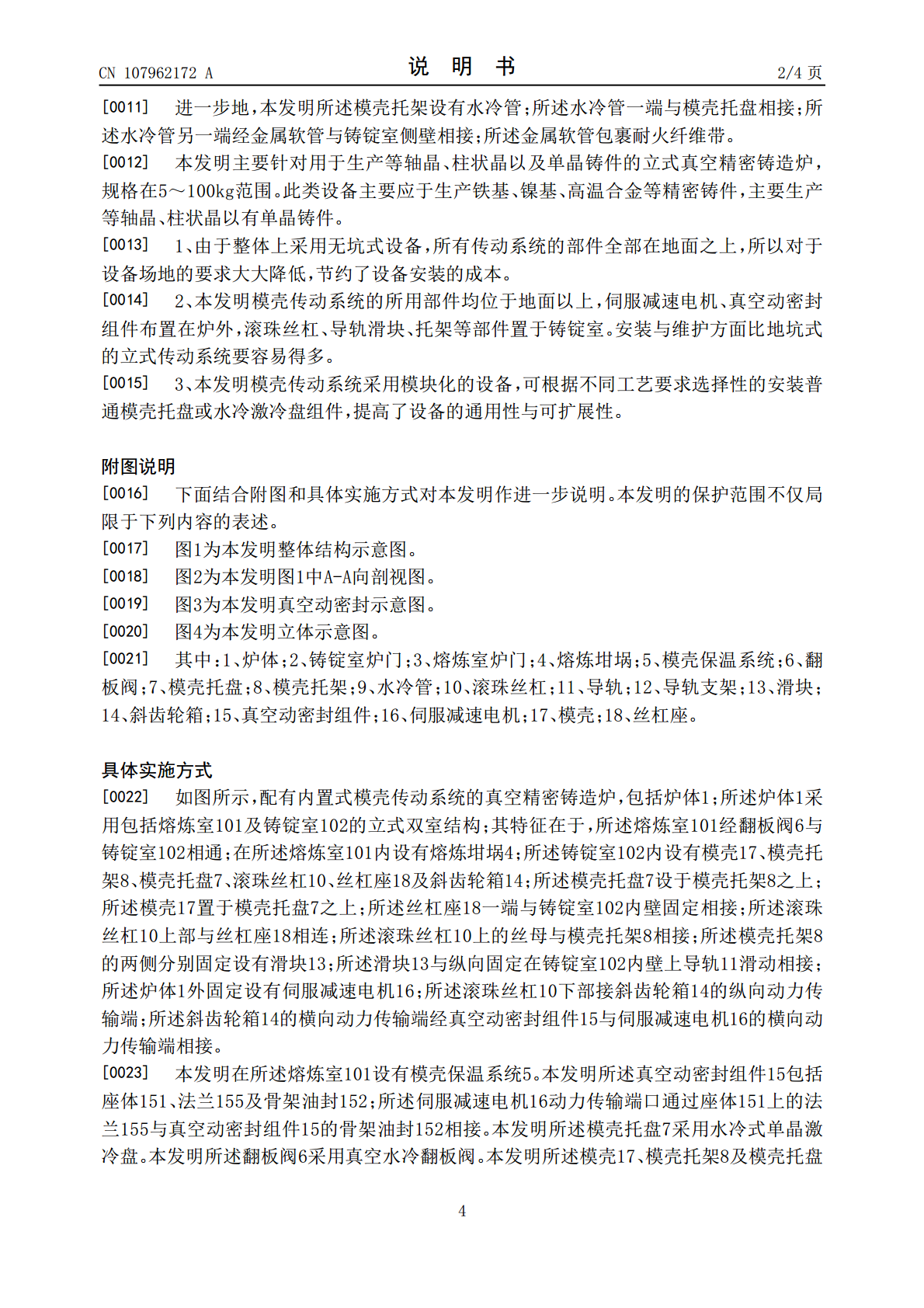
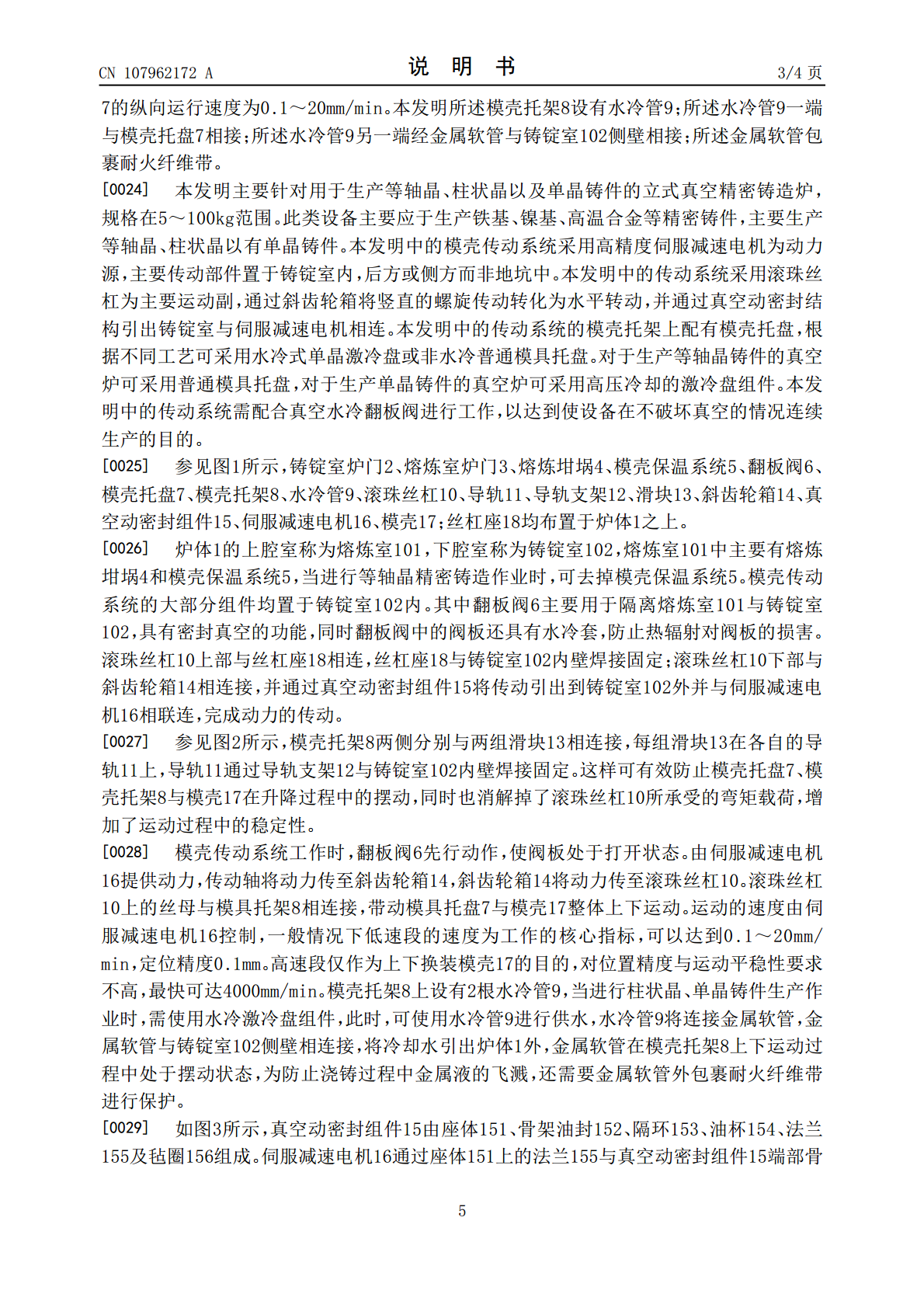
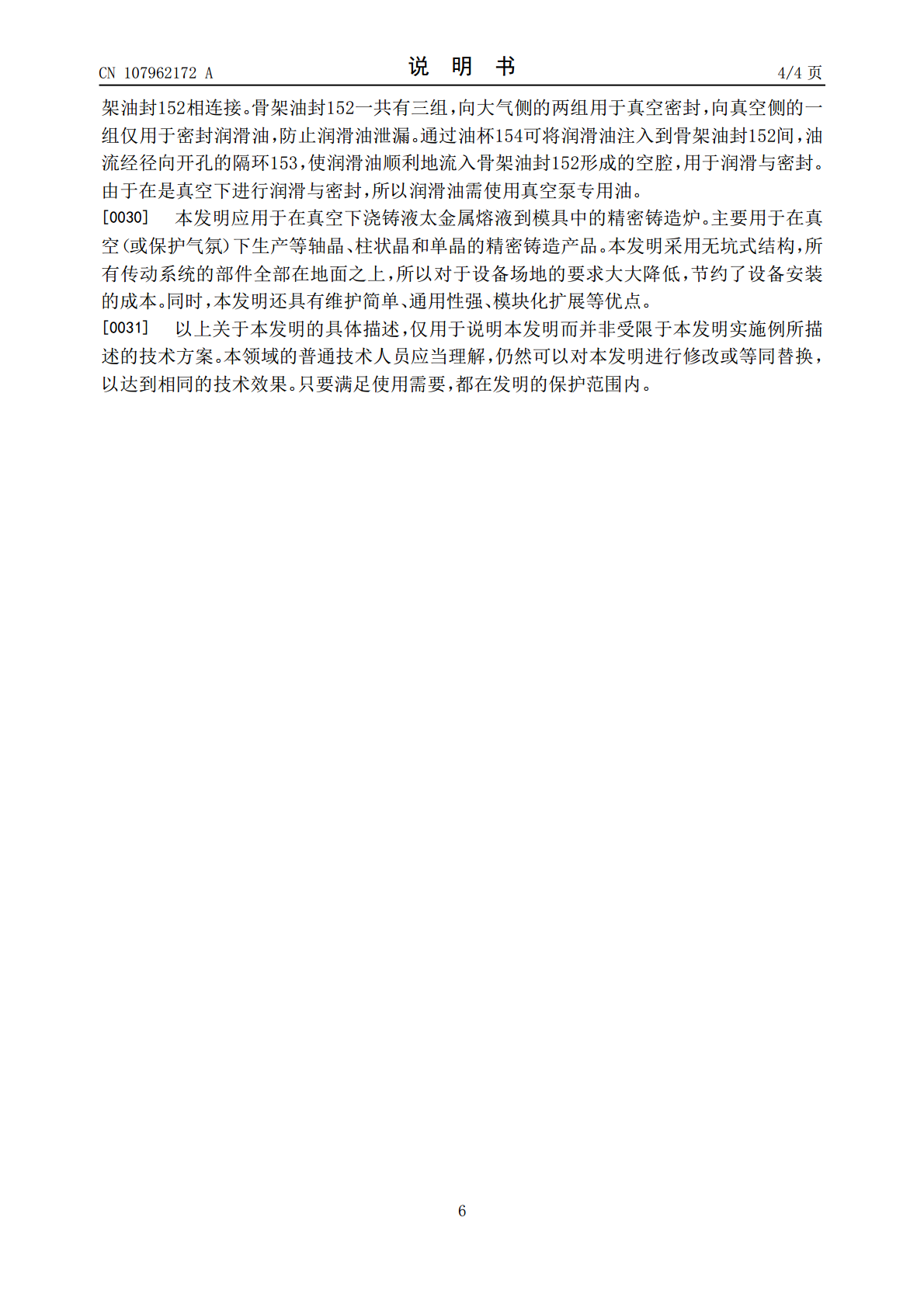
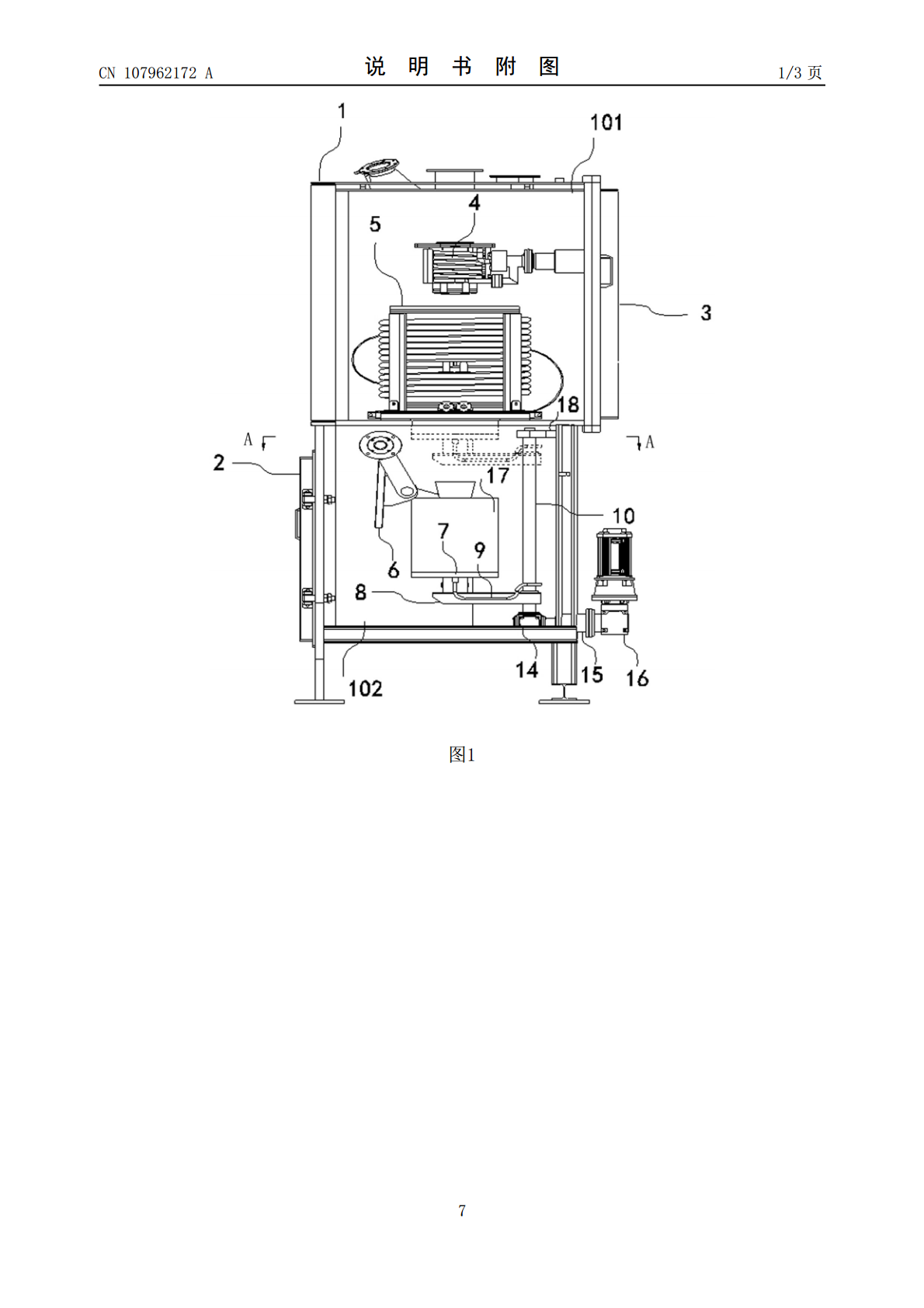
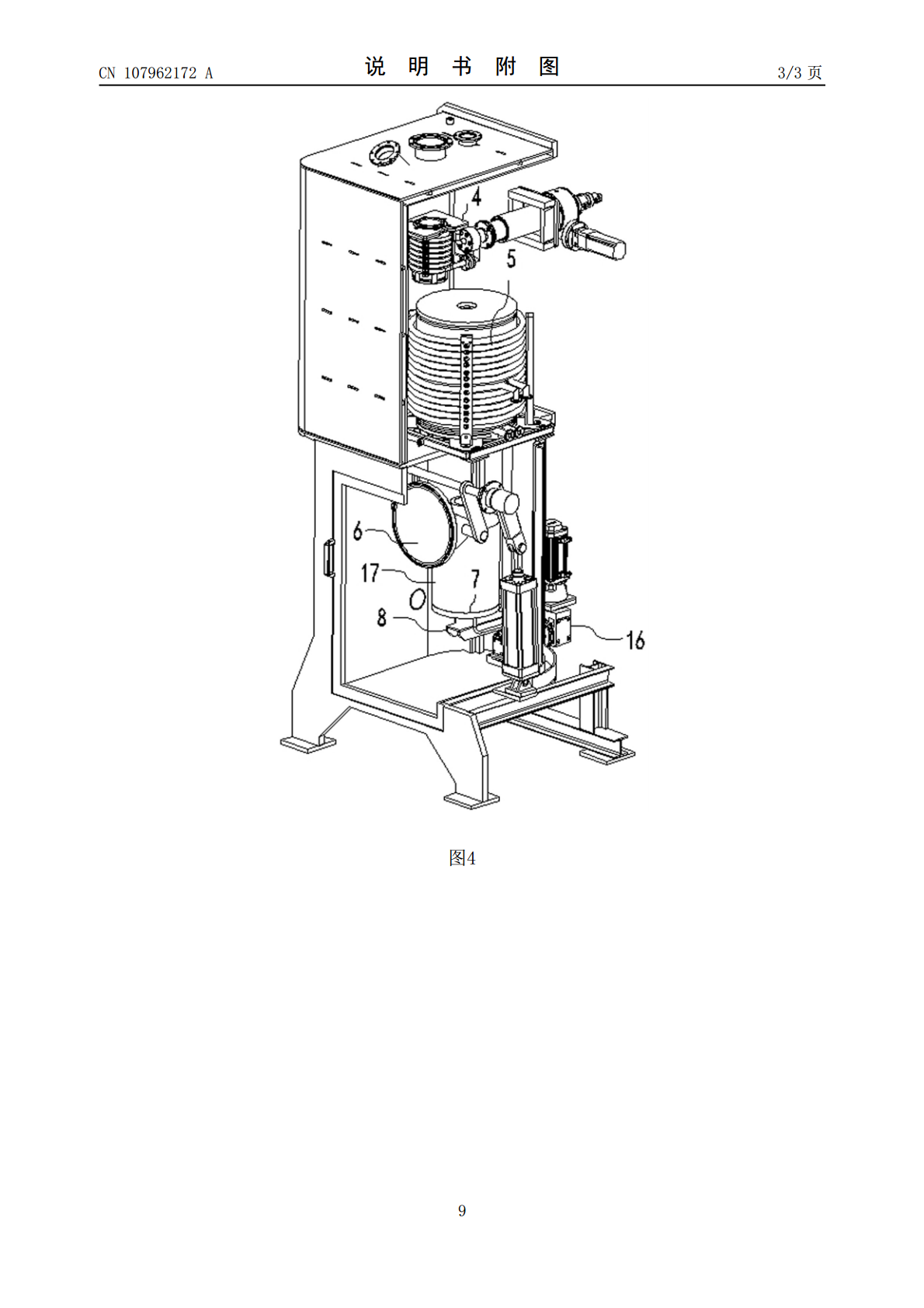
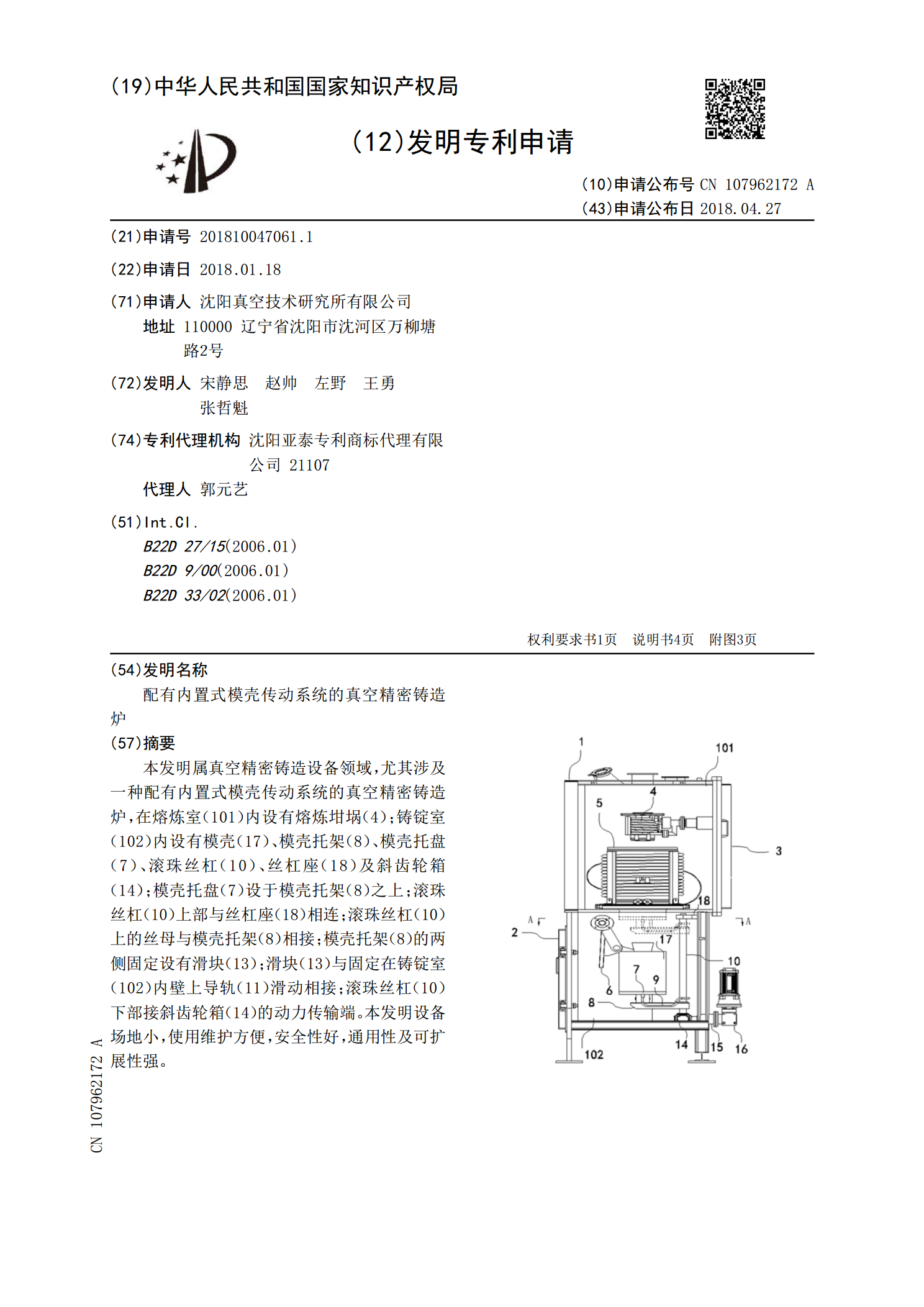
本发明属真空精密铸造设备领域,尤其涉及一种配有内置式模壳传动系统的真空精密铸造炉,在熔炼室(101)内设有熔炼坩埚(4);铸锭室(102)内设有模壳(17)、模壳托架(8)、模壳托盘(7)、滚珠丝杠(10)、丝杠座(18)及斜齿轮箱(14);模壳托盘(7)设于模壳托架(8)之上;滚珠丝杠(10)上部与丝杠座(18)相连;滚珠丝杠(10)上的丝母与模壳托架(8)相接;模壳托架(8)的两侧固定设有滑块(13);滑块(13)与固定在铸锭室(102)内壁上导轨(11)滑动相接;滚珠丝杠(10)下部接斜齿轮箱(14

真空精密铸造炉模壳提升装置.pdf
本发明公开了一种真空精密铸造炉模壳提升装置,包括:固定件穿固在铸锭腔底壁上,主轴能在固定件中竖直移动,第一密封组件设置在固定件和主轴之间,第二密封组件固定在固定件和耐高温伸缩保护罩之间,支撑架上部固定在固定件上,动力源固定在支撑架上部,第一固定支架固定在支撑架上用于连接主轴和直线运动机构,第二固定支架固定在支撑架上,上限位机构位于铸锭腔外且固定在固定件上,传感器位于铸锭腔外且固定在固定件上,伸缩防尘罩套装在固定件和第二固定支架之间的主轴上;耐高温伸缩保护罩套装在固定件位于铸锭腔内的部分,承载部固定连接主轴
真空精密铸造炉、真空精密铸造炉的测温装置及测温方法.pdf
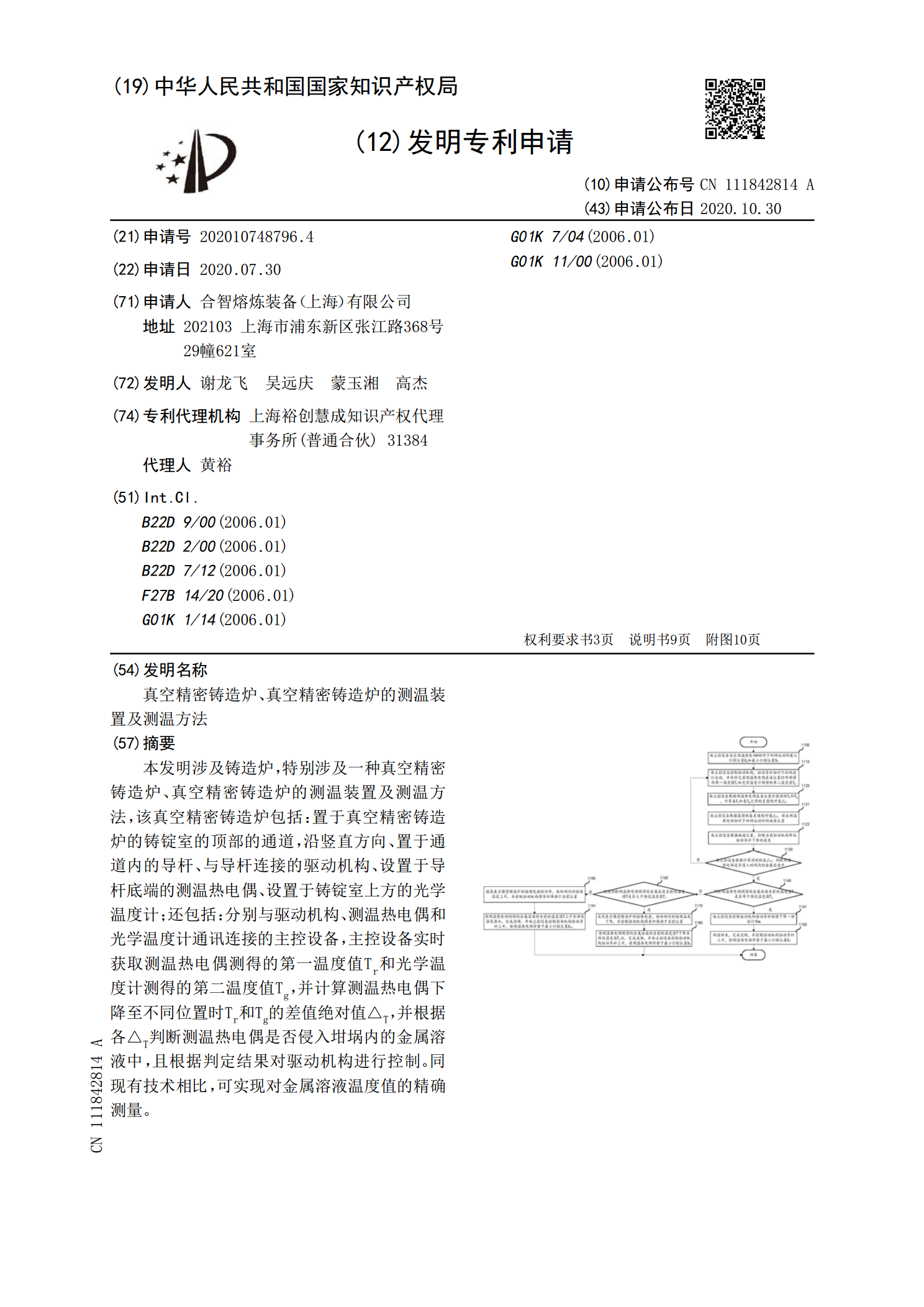
本发明涉及铸造炉,特别涉及一种真空精密铸造炉、真空精密铸造炉的测温装置及测温方法,该真空精密铸造炉包括:置于真空精密铸造炉的铸锭室的顶部的通道,沿竖直方向、置于通道内的导杆、与导杆连接的驱动机构、设置于导杆底端的测温热电偶、设置于铸锭室上方的光学温度计;还包括:分别与驱动机构、测温热电偶和光学温度计通讯连接的主控设备,主控设备实时获取测温热电偶测得的第一温度值T
双模壳室四室定向单晶真空感应精密铸造炉.pdf
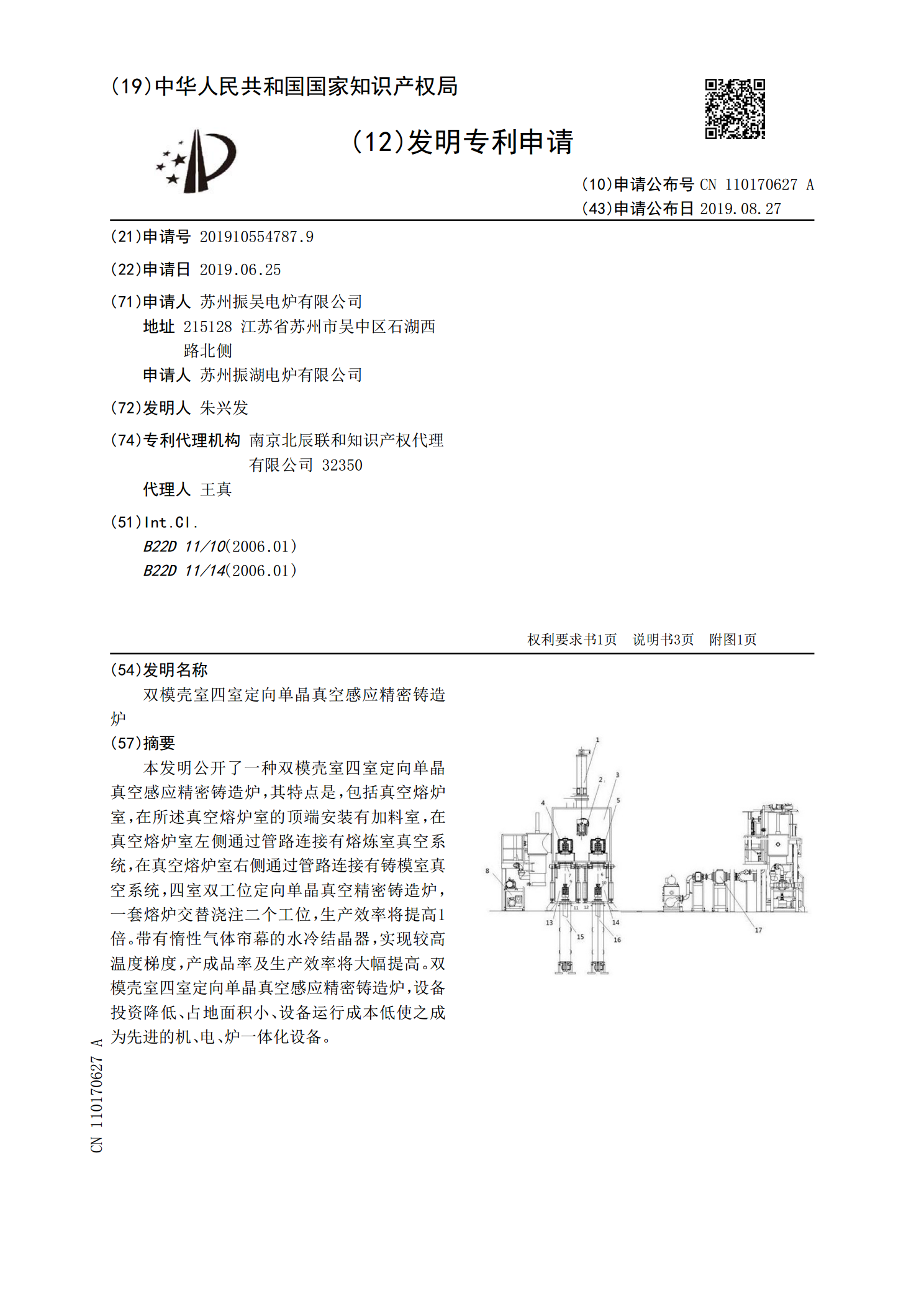
本发明公开了一种双模壳室四室定向单晶真空感应精密铸造炉,其特点是,包括真空熔炉室,在所述真空熔炉室的顶端安装有加料室,在真空熔炉室左侧通过管路连接有熔炼室真空系统,在真空熔炉室右侧通过管路连接有铸模室真空系统,四室双工位定向单晶真空精密铸造炉,一套熔炉交替浇注二个工位,生产效率将提高1倍。带有惰性气体帘幕的水冷结晶器,实现较高温度梯度,产成品率及生产效率将大幅提高。双模壳室四室定向单晶真空感应精密铸造炉,设备投资降低、占地面积小、设备运行成本低使之成为先进的机、电、炉一体化设备。
真空精密铸造炉测温装置.pdf
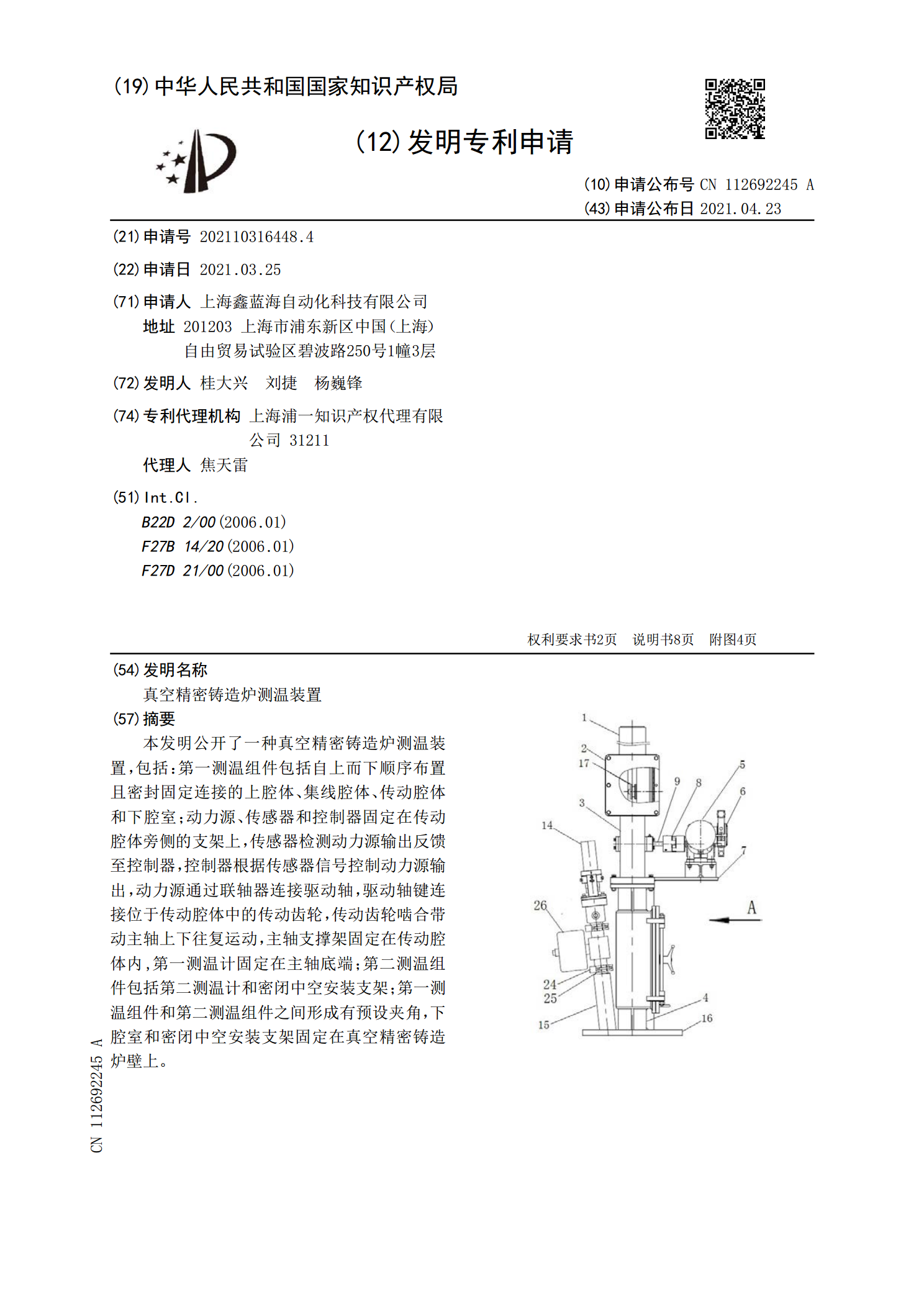
本发明公开了一种真空精密铸造炉测温装置,包括:第一测温组件包括自上而下顺序布置且密封固定连接的上腔体、集线腔体、传动腔体和下腔室;动力源、传感器和控制器固定在传动腔体旁侧的支架上,传感器检测动力源输出反馈至控制器,控制器根据传感器信号控制动力源输出,动力源通过联轴器连接驱动轴,驱动轴键连接位于传动腔体中的传动齿轮,传动齿轮啮合带动主轴上下往复运动,主轴支撑架固定在传动腔体内,第一测温计固定在主轴底端;第二测温组件包括第二测温计和密闭中空安装支架;第一测温组件和第二测温组件之间形成有预设夹角,下腔室和密闭中