
一种熔体搅拌式多功能反重力铸造装置及铸造方法.pdf

志玉****爱啊


1/7
2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种熔体搅拌式多功能反重力铸造装置及铸造方法.pdf
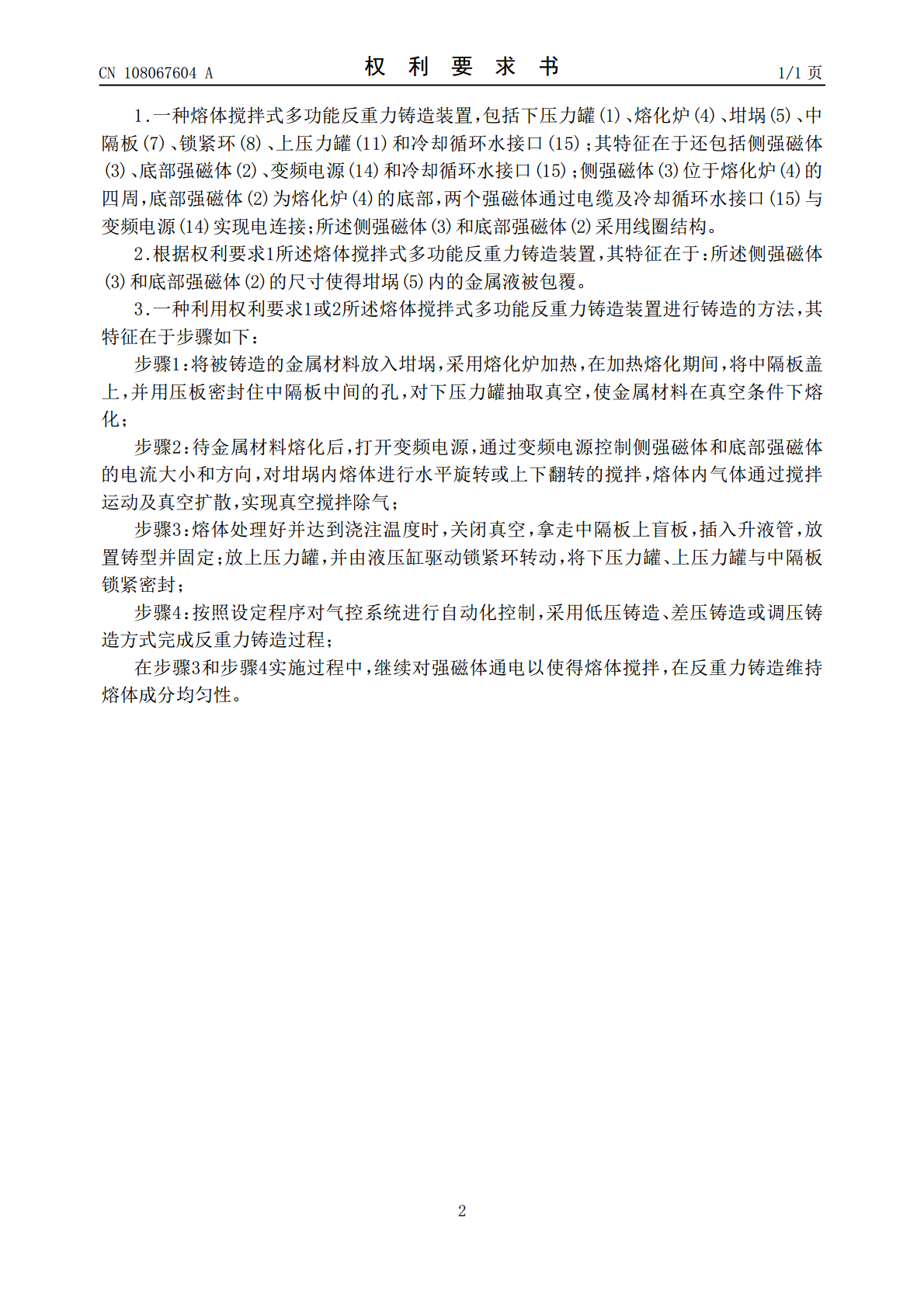
本发明涉及一种熔体搅拌式多功能反重力铸造装置及铸造方法,包括下压力罐、熔化炉、强磁体、变频电源、中隔板、上压力罐等。其方法为熔化炉将金属材料熔化并密封下压力罐,由变频电源通过强磁体对熔体施加交变磁场,实现熔体的真空搅拌除气处理,在反重力铸造准备工序及浇注过程中对熔体持续施加电磁搅拌,由控制系统完成不同反重力铸造方法的浇注。本发明不仅可以在金属材料熔炼时进行真空搅拌除气处理,也可以在浇注准备过程中和浇注期间对熔体施加交变电磁搅拌力,起到减少熔体内部的气体含量、稳定熔体成分均匀性和提高铸件质量和性能的效果。
一种熔体电磁搅拌式低压铸造装置及铸造方法.pdf
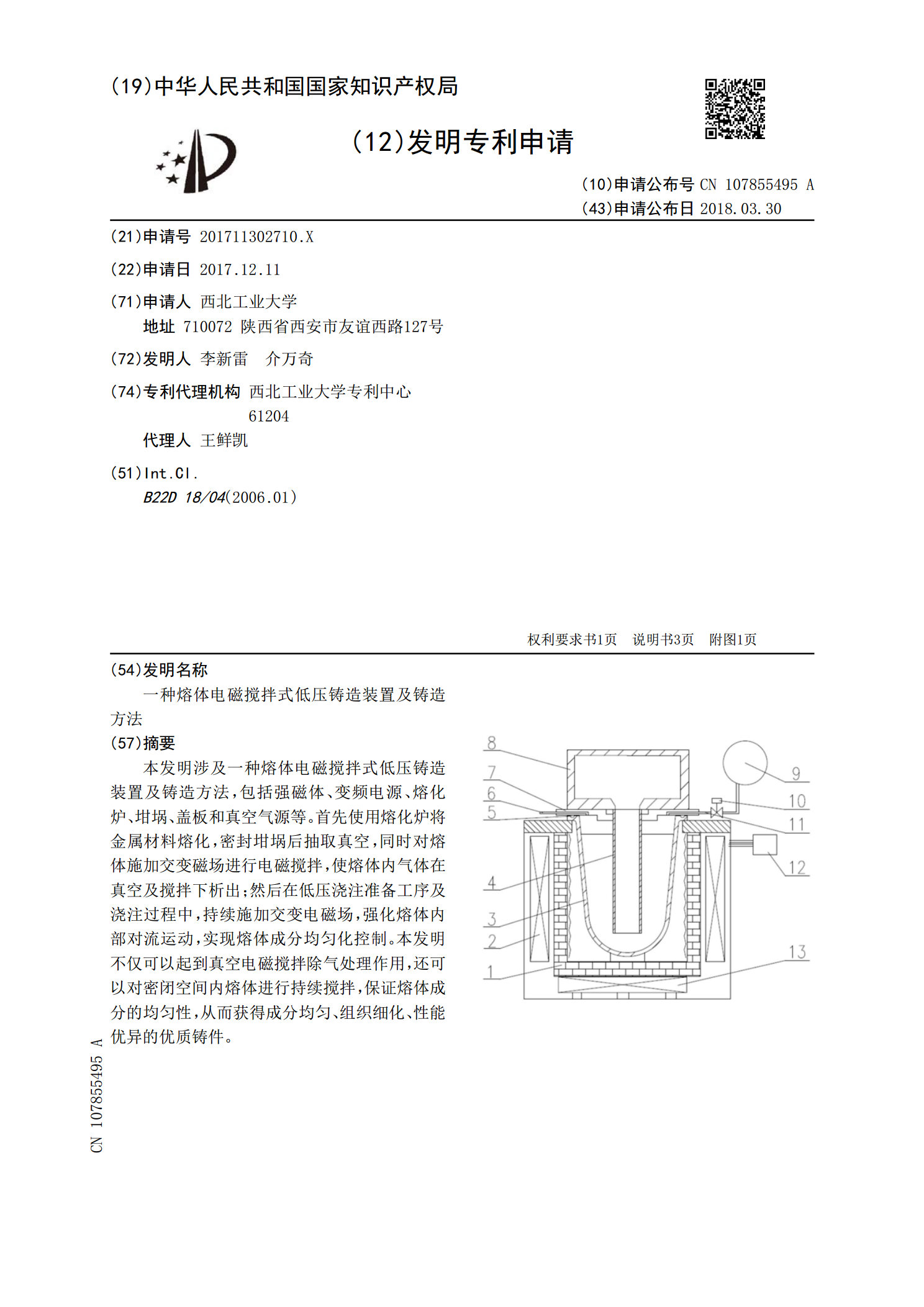
本发明涉及一种熔体电磁搅拌式低压铸造装置及铸造方法,包括强磁体、变频电源、熔化炉、坩埚、盖板和真空气源等。首先使用熔化炉将金属材料熔化,密封坩埚后抽取真空,同时对熔体施加交变磁场进行电磁搅拌,使熔体内气体在真空及搅拌下析出;然后在低压浇注准备工序及浇注过程中,持续施加交变电磁场,强化熔体内部对流运动,实现熔体成分均匀化控制。本发明不仅可以起到真空电磁搅拌除气处理作用,还可以对密闭空间内熔体进行持续搅拌,保证熔体成分的均匀性,从而获得成分均匀、组织细化、性能优异的优质铸件。

一种反重力铸造装置.pdf
本申请属于反重力铸造技术领域,提供一种反重力铸造装置,包括保温炉、蓄压保温容器、连接通道以及泵体,所述保温炉用于装载铸造用的金属液;所述蓄压保温容器上设有模具,且所述蓄压保温容器的输出端与所述模具连通,所述蓄压保温容器的内部设有加热器;所述连接通道横向连接于所述保温炉与所述蓄压保温容器之间;所述泵体设置于所述连接通道,所述泵体驱使金属液流往所述蓄压保温容器并向所述模具浇注。本申请以解决现有技术的反重力铸造设备中,升液管中的金属液容易受从模具回流的金属液影响而降温,并为此补充加热导致升液管的管身及其内部存在
一种镁合金反重力铸造装置及其方法.pdf
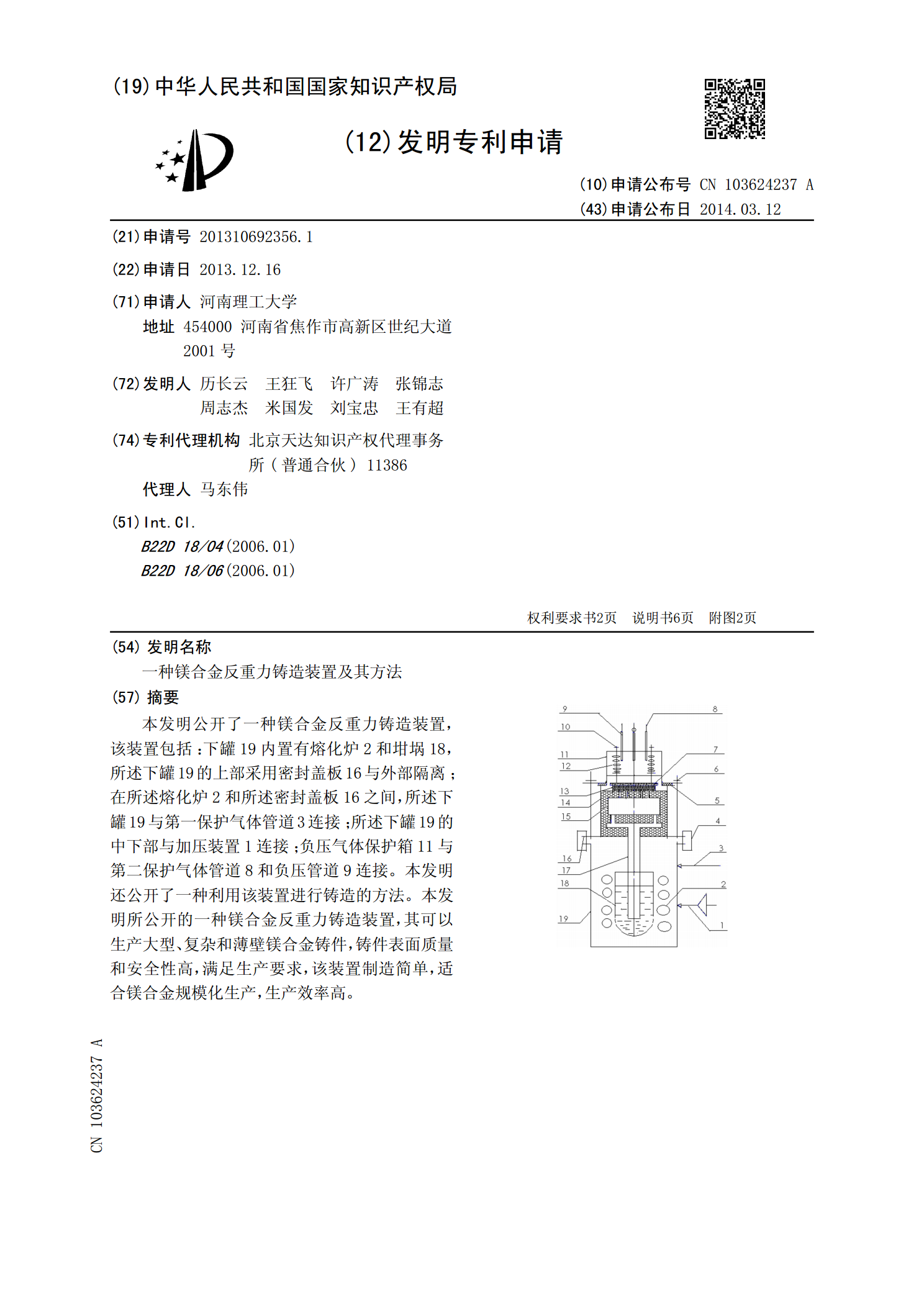
本发明公开了一种镁合金反重力铸造装置,该装置包括:下罐19内置有熔化炉2和坩埚18,所述下罐19的上部采用密封盖板16与外部隔离;在所述熔化炉2和所述密封盖板16之间,所述下罐19与第一保护气体管道3连接;所述下罐19的中下部与加压装置1连接;负压气体保护箱11与第二保护气体管道8和负压管道9连接。本发明还公开了一种利用该装置进行铸造的方法。本发明所公开的一种镁合金反重力铸造装置,其可以生产大型、复杂和薄壁镁合金铸件,铸件表面质量和安全性高,满足生产要求,该装置制造简单,适合镁合金规模化生产,生产效率高。

一种反重力铸造系统.pdf
本申请属于反重力铸造技术领域,提供一种反重力铸造系统,包括保温炉、升液管及抽液管,保温炉用于装载铸造用的液体;升液管连入保温炉内,升液管上设有定量检测装置和第一泵体;升液管具有伸入保温炉内的输入管段,输入管段具有向上折弯的折弯部,该折弯部的延伸端伸出保温炉内的液面,使延伸端上的进液口高于保温炉内的液面高度;抽液管设置于保温炉上并延伸至液体,抽液管上设有驱使液体流动的驱动装置,抽液管的输出端延伸至该进液口的上方以对升液管补液。本申请以解决现有技术的反重力铸造设备中,定量浇注精度容易受保温炉内的液面高度影响,