
高抗腐蚀性镍基钎料箔带及其制备方法.pdf

雨巷****凝海

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高抗腐蚀性镍基钎料箔带及其制备方法.pdf
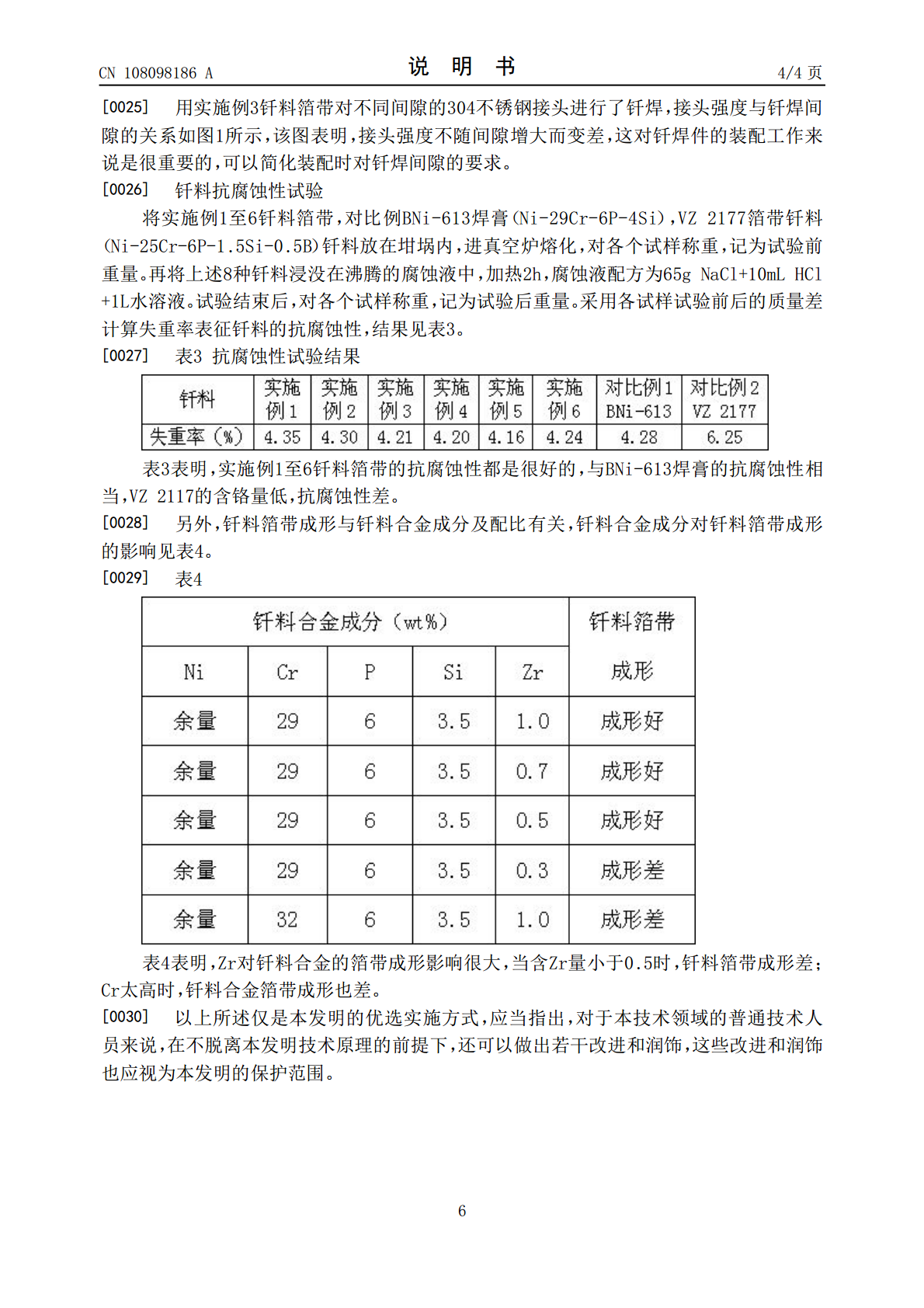
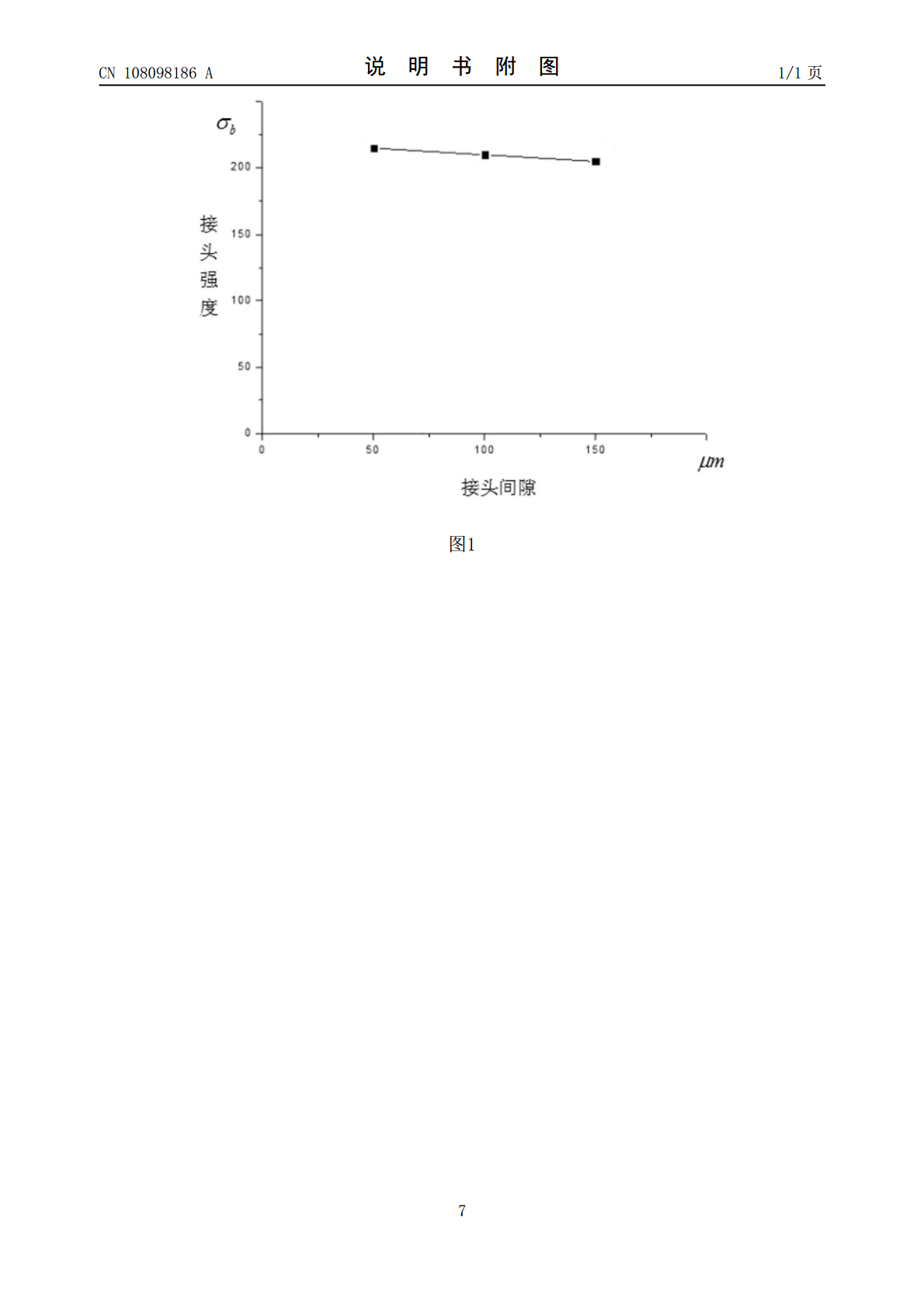
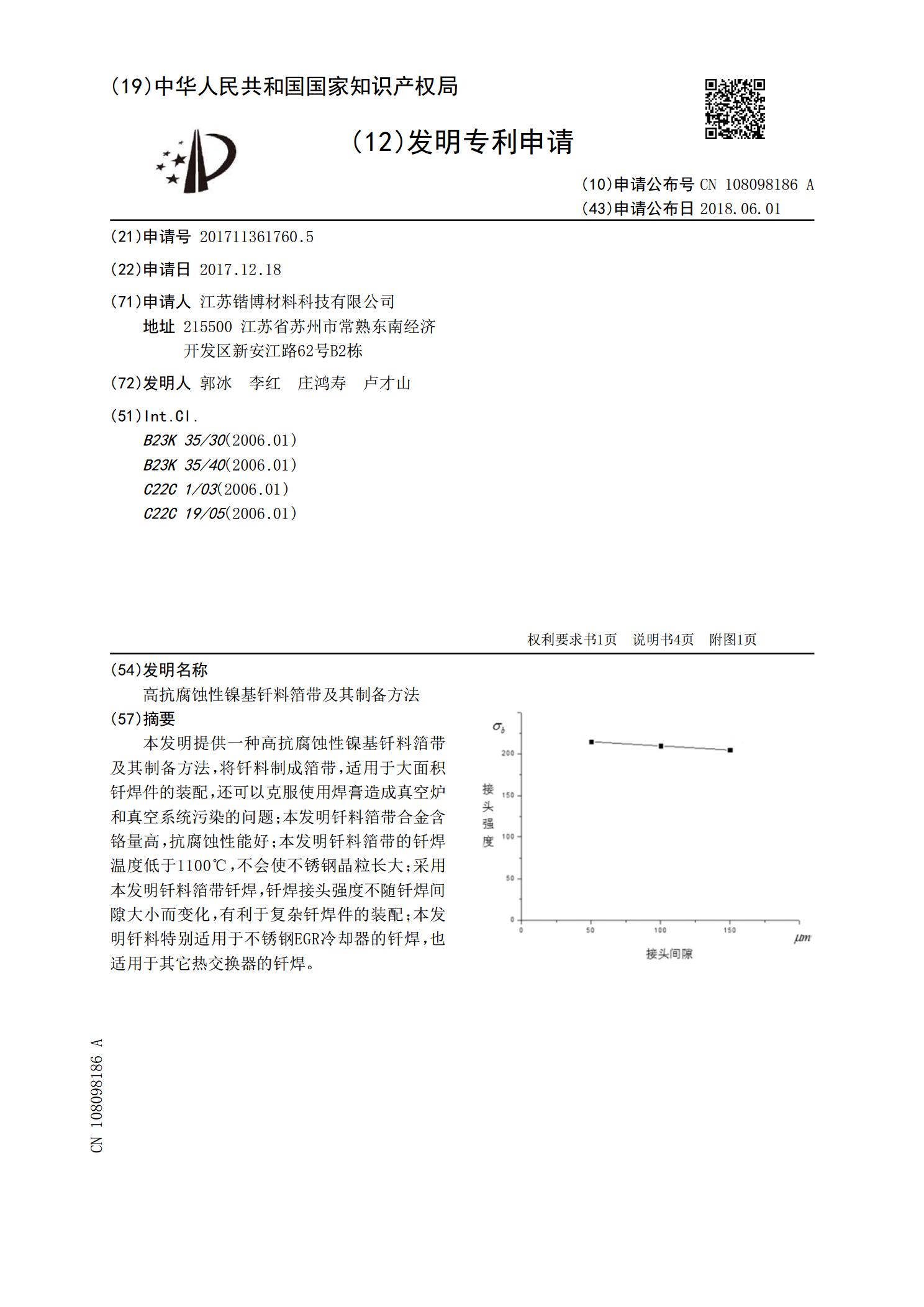
本发明提供一种高抗腐蚀性镍基钎料箔带及其制备方法,将钎料制成箔带,适用于大面积钎焊件的装配,还可以克服使用焊膏造成真空炉和真空系统污染的问题;本发明钎料箔带合金含铬量高,抗腐蚀性能好;本发明钎料箔带的钎焊温度低于1100℃,不会使不锈钢晶粒长大;采用本发明钎料箔带钎焊,钎焊接头强度不随钎焊间隙大小而变化,有利于复杂钎焊件的装配;本发明钎料特别适用于不锈钢EGR冷却器的钎焊,也适用于其它热交换器的钎焊。
钎焊用钛基非晶钎料箔带及其制备方法.pdf
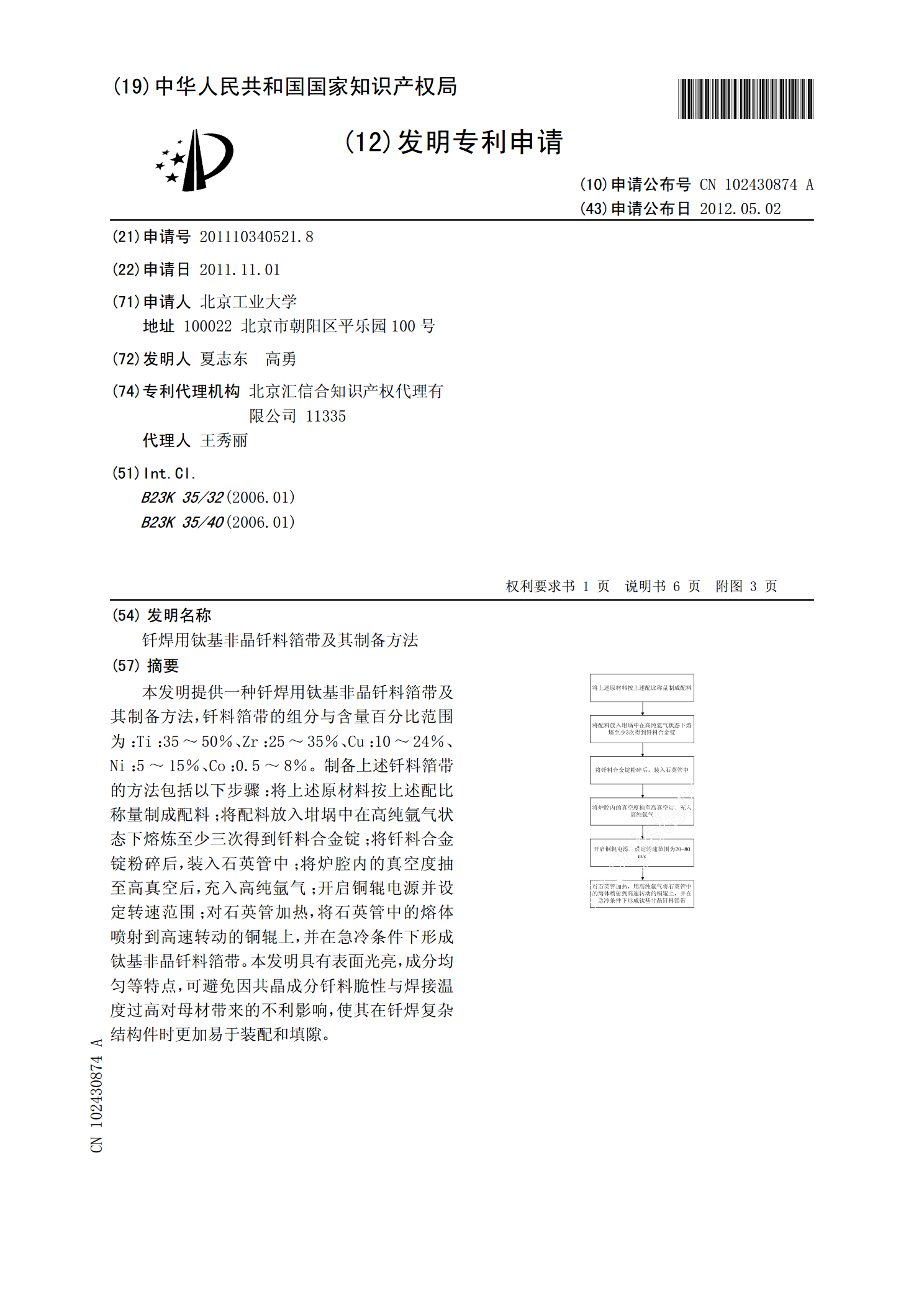
本发明提供一种钎焊用钛基非晶钎料箔带及其制备方法,钎料箔带的组分与含量百分比范围为:Ti:35~50%、Zr:25~35%、Cu:10~24%、Ni:5~15%、Co:0.5~8%。制备上述钎料箔带的方法包括以下步骤:将上述原材料按上述配比称量制成配料;将配料放入坩埚中在高纯氩气状态下熔炼至少三次得到钎料合金锭;将钎料合金锭粉碎后,装入石英管中;将炉腔内的真空度抽至高真空后,充入高纯氩气;开启铜辊电源并设定转速范围;对石英管加热,将石英管中的熔体喷射到高速转动的铜辊上,并在急冷条件下形成钛基非晶钎料箔带。
一种镍基无硼钎料及其制备方法.pdf
一种镍基无硼钎料及其制备方法,涉及一种合金钎料。镍基无硼钎料按质量百分比的组成为:Zr?5%~13%、Si?4%~12%、Co?5%~20%、Ti?0%~7%、Ge?0%~5%,余量为Ni。制备方法:将全部原料放入电弧熔炼炉中,在氩气保护气氛下加大电流至150~250A,使全部原料熔炼均匀,得铸态合金;在氩气气氛中,将熔炼得到的铸态合金进行均质化退火,即得到所述镍基无硼钎料。不含硼元素,同时具有较低的熔化温度和优良的焊接工艺性能;熔化温度较低,在1050~1100℃之间;具有良好的流动性和润湿性,润湿角小
镍锰基无硼钎料.pdf
镍锰基无硼钎料,涉及一种合金钎料。所述镍锰基无硼钎料按质量百分比的组成为:45%~70%Ni、25%~48%Mn、0.5%~2%Si、0%~10%Fe、0%~7%Co。所述镍锰基无硼钎料的制备方法如下:将全部原材料放入电弧熔炼炉中,在氩气保护气氛下逐渐加大电流至100~150A,使得原材料熔炼均匀,即得镍锰基无硼钎料。镍锰基无硼钎料可制成块状和薄带。镍锰基无硼钎料锰含量高,熔点低,钎焊接头可获得很高的强度和韧性;不含硼,硅含量低,钎缝组织为单相固溶体;并且制备工艺简单,成本低,具有重要的实际应用价值。

一种铝基钎料、制备方法及其应用.pdf
本发明公开了一种铝基钎料、制备方法及其应用,属于铝合金焊接材料技术领域,按质量百分比计,包括如下组分:Si9.5%~10.5%,Cu5.5%~6.5%,Mg1.5%~2.5%,Zn14.5%~15.5%,Sn5.5%~6.5%,Ti0.04%~0.06%,Zr0.15%~0.2%,RE0.2%~0.4%,余量为Al,钎料的熔化温度范围为445.59~514.70℃。适用于铝合金的中温钎焊。LF2铝合金在炉中钎焊时采用该材料,剪切强度大于101MPa,接头强度系数达到母材的80%。